
で CNC加工粗加工の場合、ダイナミックミリングとレイヤーミリングが2つの一般的なミリング戦略である。どちらの手法も材料を除去することを目的としていますが、加工方法、適用材料、主軸回転数、送り速度、加工効率において大きな違いがあります。両者の定義、利点、欠点、影響因子、選択基準を理解することは、様々な加工シーンでより良い判断を下すのに役立ちます。
ダイナミックミリング
定義
ダイナミックミリングは、切削深さや送り速度などの切削パラメータを連続的に調整することで、高い加工能率を維持し、工具負荷を低減するミリング加工法である。ツールパスをフレキシブルに調整することで、各切削は比較的小さなかみ合いを維持し、深い切削による工具への過度の負荷を回避し、加工中の熱の蓄積を低減します。
適用材料:
アルミニウム合金、銅合金、プラスチック、軟鋼、チタン合金、その他比較的柔らかい金属やポリマー材料。ダイナミックミリングは、軟質または中硬質の材料、特に大量の材料を迅速に除去する必要がある場合に適しています。
主軸回転数範囲
動的フライス加工では、通常、より高いスピンドル速度が使用されます。 5000~12000回転.比速度は、工具と材料の硬さに応じて調整する必要がある。
チタン合金のような硬い材料では、工具の破損を避けるために主軸回転数を適切に下げる必要があります。
フィードレート:
動的フライス加工の送り速度は比較的速く、通常は次の間です。 2000-8000 mm/分材料の特性、切断深さ、機械の性能による。
メリットとデメリット:
メリット
- 工具負荷を低減し、工具寿命を延ばす。
- 効率が高く、特に広い面積の材料を除去するのに適している。
- 優れた切削安定性と高い材料除去率を実現。
- 熱の蓄積と工具の摩耗を低減。
デメリット
- 安定性や主軸回転数など、工作機械に対する要求が高くなる。
- 場合によっては(複雑な形状など)、ダイナミックミリングは、アイドル工具の動きを生み出すループツールパスを生成することがある。
- 仕上げ時の表面品質は比較的悪い。
加工効率:
ダイナミックミリングは、大量の材料を除去する際に高い効率を発揮します。高い送り速度と深い切り込みにより、加工効率を大幅に向上させることができる。しかし、微細加工においては、レイヤーミリングよりも安定性に欠ける場合がある。
加工効率に影響する要因:
マシンの性能: 高い主軸回転速度と優れた機械安定性が要求されます。ダイナミックミリングは、5軸加工機で特に優れた性能を発揮します。
素材特性: アルミニウムや銅合金のような柔らかい素材が最も適している。
ツール選択: 工具のサイズと種類は、特に高硬度材を加工する際の動的フライス加工の性能に影響します。

レイヤーミリング
定義
レイヤーミリングは、切削深さを複数の薄いレイヤーに分割する加工方法です。各切削で少量の材料を除去することで、工具負荷を効果的に制御し、過度の工具摩耗を減らし、高い加工精度を維持します。

適用材料:
硬鋼 (工具鋼合金鋼)、ステンレス鋼、鋳鉄、仕上げに使われるチタン合金、その他の硬い材料。
層フライス加工は一般的に、硬度の高い材料や、より高い表面品質と精度を必要とする加工に適している。
主軸回転数範囲
層フライス加工は通常、比較的低い主軸回転数で行われます。 3000-8000 RPM.
チタン合金や焼き入れ鋼のような硬い材料では、工具の摩耗を最小限に抑えるため、主軸回転数を適切に下げる必要があります。
フィードレート:
レイヤーミルの送り速度は一般的に低く、通常は次のようになる。 500-5000 mm/分.低い送り速度は、切削の安定性と加工精度の確保に役立つ。
メリットとデメリット:
メリット
- 硬い材料や仕上げ加工に適した安定した加工条件。
- 1パスあたりの切削深さが小さいため、工具負荷が軽減され、表面品質と寸法精度が向上します。
- 高精度を提供し、精密加工に適している。
デメリット
- 切削深さが浅いと、材料除去率が低くなり、能率が低下する。
- 1回の切削で除去できる材料は少量であるため、加工サイクルは長くなり、大量の材料を素早く除去するには適さない。
加工効率:
レイヤーミリングは、特に大量の材料を除去する場合、送り速度が遅く、材料除去率が低いため、効率が比較的低い。しかし、精密加工や高精度が要求される加工では、より良い結果が得られます。
加工効率に影響する要因:
素材の硬度: 硬い材料はレイヤーミリングに適しているが、柔らかい材料の加工では効率が低い。
ツール選択: 工具形状、切削深さ、送り速度は効率と精度に影響する。
切削パラメータ: 適切な切削深さ、送り速度、主軸回転速度が、全体的な加工性能を決定する。
CNCダイナミックミリングとレイヤーミリング:どちらが効率的か?
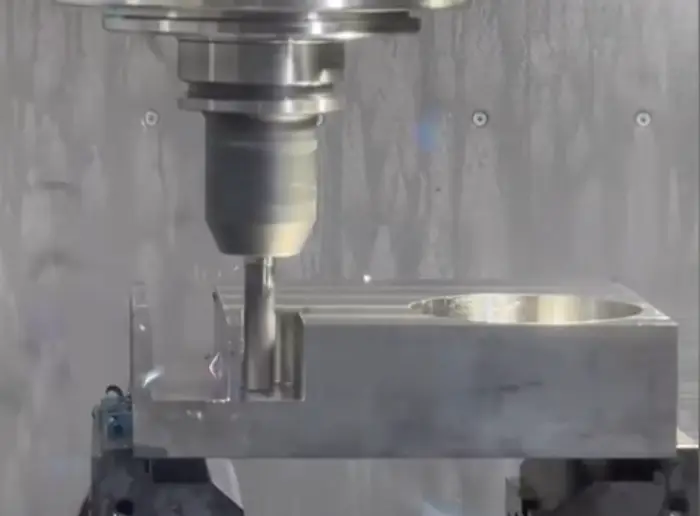
両手法の荒加工効率を比較するため、次のようなキャビティワークを作成した。 10mm×10mm、深さ25mm.被削材は 7075アルミニウムで、全体寸法は 150 mm × 150 mm × 30 mm と内部キャビティがある。ワークブランクの加工代は 5 mmそして 25 mm 端から取り除く必要がある。
材料除去率 (Q) が比較指標として用いられる。単位時間当たりに除去される材料の体積が大きいほど、Q値は大きくなる。単位は cm³/分.
他の2つのパラメータは以下の通りである。 切削深さ(AP) そして 切断幅(AE).
既知の配合:
q = (f × ap × ae) / 1000
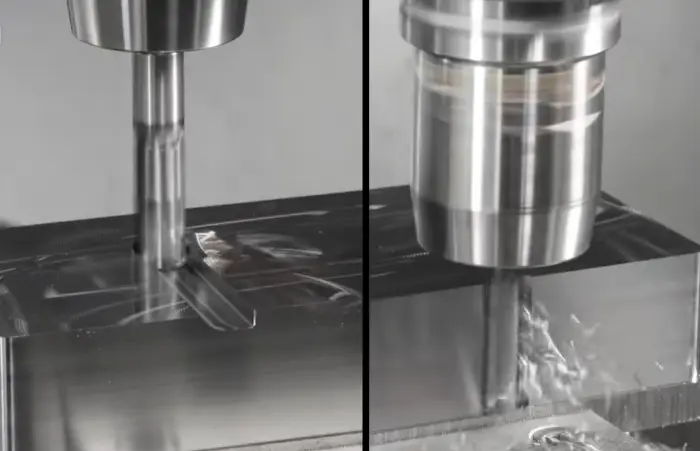
動的粗さ計算
工具の直径: 10 mm 標準工具刃先の長さ 30 mm.
動的加工では、折損のリスクを減らすためにやや大きめの工具が必要となるため、工具径は次のように選択される。 12 mm.
主軸回転数 S = 8000
平均送り速度 F = 5000 mm/min
切削深さ AP = 30 mm(シングルパス)
切断幅 AE = 2.5 mm
計算:
Q = 5000 × 30 × 2.5 / 1000
結果
Q = 375 cm³/分
レイヤー粗さ計算
層荒加工にはインサートカッターを使用する。工具径は切削幅をカバーする必要があるため 直径32mmのカッター が選択されている。
主軸回転数 S = 4500
送り速度 F = 4000 mm/分
切削深さ AP = 2 mm
切断幅 AE = 25 mm
計算結果:
Q = 200 cm³/分
計算結果から、動的フライス加工の材料除去率は確かにレイヤーミル加工よりも高く、理論上の加工速度は速くなる。しかし、実際の加工では、必ずしもダイナミックミーリングが速いとは限りません。キャビティ加工やその周辺の荒加工では、多くのループ動作やアイドルツールパスが発生し、加工時間を浪費します。さらに、動的荒加工条件は常に安定しているとは限りません。材料の大部分を除去する場合、工具負荷が突然増加し、工具折損を引き起こす可能性があります。
対照的に、レイヤーミリングはループ動作が少なく、アイドルツールパスが短いため、加工リズムが安定する。動的荒加工の速度を向上させるために、登り加工と従来のフライス加工を使用することを検討する人もいるかもしれないが、これは工具負荷を増加させ、工具摩耗を加速させ、最終的に加工コストを上昇させる。
しかし、素材が 7075アルミニウム 合金 チタン 合金(TC-4など)チタン合金は熱伝導率が低い。チタン合金は熱伝導率が低い。層フライス加工を行うと、工具の放熱が難しくなり、約 熱の80%が工具先端に集中そのため、工具の摩耗が早く、加工の安定性とコスト効率が低下する。ダイナミックミリングでは、切削は主に工具のサイドエッジを使用する。材料除去率が制御され、過度のかみ合いが回避される限り、熱放散が改善され、加工速度が向上する。
従って、材料除去率は一つの参考要因に過ぎない。また、最適な戦略を決定するためには、材料の種類や加工の特徴と組み合わせる必要があります。例えば、アルミニウム合金部品を加工する場合、キャビティ荒加工では レイヤーミリング残りの Rコーナーまたは 切り身 ワークエッジ を使ってクリアできる。 ダイナミックミリング加工時間を短縮できる。
ダイナミックミリングとレイヤーミリングの選択基準
ダイナミック・ミリングとレイヤー・ミリングのどちらを選択するかは、主に以下の要因による:
素材の種類
アルミニウムや銅合金のような軟質材料では、ダイナミックミリングがより高い効率を発揮する。
チタン合金、ステンレス鋼、焼入れ鋼のような硬い材料には、より高い加工精度と表面品質を維持できるレイヤーミリングが適している。

機械加工の目的
大量の材料を素早く除去することが目的であれば、アイドルツールパスとループ動作を最適化した後、より高い除去率とより速い送り速度を提供するダイナミックミリングが適している。
表面品質や精度の高い精密加工を目的とする場合、特に複雑な仕上げ加工では、レイヤーミル加工が有利である。しかし、急激な摩耗を避けるために、工具先端の熱集中に注意を払う必要がある。
工作機械の性能:
ダイナミックミリングは、より高い主軸回転速度と機械の安定性を必要とするため、5軸加工機や高精度加工機に適している。
レイヤー・ミリングは機械要件が低く、従来のほとんどの3軸加工機に適している。
加工効率:
ダイナミックミリングは、大量の材料を除去する場合に効率的で、レイヤーミリングは仕上げ加工に適しており、効率は低いが精度は高い。
結論
ダイナミックミリングとレイヤーミリングは、CNC加工においてそれぞれの利点がある。ダイナミックミリングは柔らかい材料や高速な材料除去に適しており、レイヤーミリングは硬い材料や精密加工に適しています。適切な戦略を選択することは、材料、加工の特徴、機械の能力によって異なります。詳細をお知りになりたい場合、またはカスタム製造価格をお知りになりたい場合は、以下をご利用ください。 コンタクト 私たちと一緒に








