
センターレス研削
センタレス研削ソリューションの精度と効率 - エラーゼロの加工を実現します!カスタマイズされたプロセスソリューションとコスト最適化のご提案については、今すぐお見積もりをご依頼ください。
- 精度は0.0001インチまで対応
- ISO 9001:2015認証取得
- 金属、プラスチック、複合材の研削を含む
センタレス研削とは?
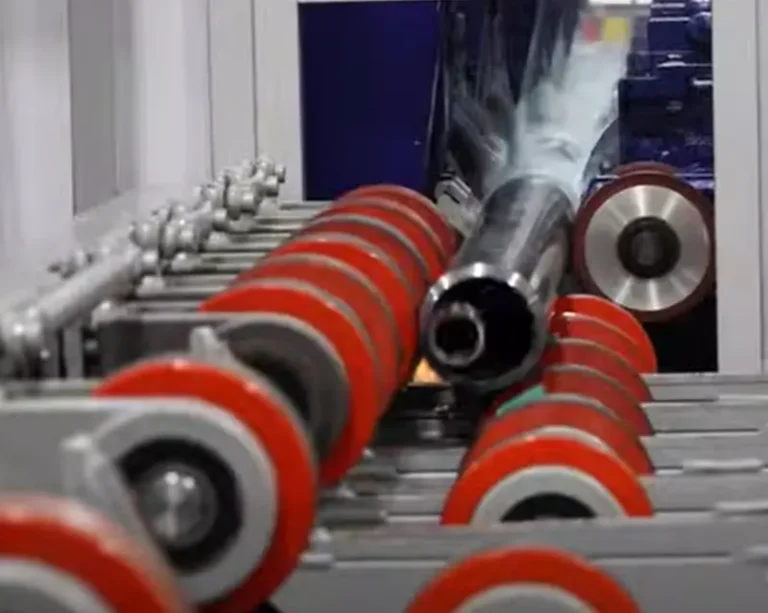
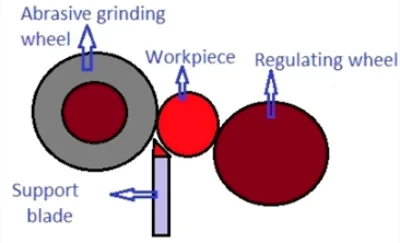
センターレス研削は、支持ブレード上の研削砥石と調整砥石の間に工作物を支持することで、固定具を必要としない。調整砥石が回転と送りを制御し、研削砥石が外径を加工します。動的な中心調整により真円度誤差を補正し、0.005~0.01 mmの精度とRa 0.1~0.025 μmの仕上げ精度を達成します。
センタレス研削 材質範囲
金属材料:

アルミニウム
アルミニウムは、最も一般的に使用される精密機械加工部品である。密度が低く、質感が硬く、柔らかい素材である。耐食性に優れているため、航空宇宙、バイオニックボーン、自動車部品製造に広く使用されている。
カラー :シルバー
種類 :アルミニウム6061、7075、2024、5052、6063およびMIC-6。
表面仕上げ :研磨、ブラッシング、サンドブラスト、クロムメッキ、陽極酸化、電気メッキ、パウダーコーティング、レーザーエッチング。
納期 :1-5日

ステンレス
ステンレス鋼は強い耐食性を持ち、表面は滑らかでお手入れが簡単です。主に厨房機器部品、医療機器、建材、建築、自動車部品などに使用されている。
カラー :シルバー
種類 :Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
表面仕上げ :研磨、ブラッシング、サンドブラスト、電気めっき、溶射、PVD(物理蒸着)、不動態化、酸洗、着色。
納期 2-5日。

銅
導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。
カラー オレンジ、イエロー
種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。
納期 :1-5日

ブロンズ
青銅は、耐食性に優れた銅とスズの合金で、金色から灰色までの色合いがあり、機械部品、彫刻、海洋部品に使用されます。.
カラー ゴールド/ブラウン
種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。
表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。
納期 :1-5日

スチール
鋼は、鉄と炭素の合金に元素を加えたもので、強度、靭性、耐摩耗性、耐食性を調整できるため、機械部品やエンジン部品に最適です。.
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日

マグネシウム
マグネシウムは、軽量で高い比強度、優れた熱伝導性、振動減衰性を持ち、航空宇宙、自動車、電子機器用途に最適です。.
カラー :シルバー
種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。
納期 :1-5日
プラスチック材料:

PC
高性能で軽量な熱可塑性樹脂は、強靭性、剛性、絶縁性を持ち、電子機器の筐体、マウント、ヒートシンクに使用されます。.
カラー 白か黒。
種類 :一般機械加工/難燃性/強化/ブレンドPC.
表面仕上げ: 研磨、焼入れ、溶射、レーザー彫刻、電気メッキ、ホットスタンプ。
納期 :1-5日

PE
PEは、低融点で耐薬品性に優れ、摩擦が少ない熱可塑性樹脂で、食品容器、収納箱、おもちゃなどに使用されます。.
カラー ブラック、ホワイト、カラー
種類 :ldpe、hdpe、umwpe、pex、pex-a、pex-b。
表面仕上げ:研磨、サンドブラスト、コーティング、エッチング。
納期 :1-5日

PP
PPは流動性の良い半結晶性の熱可塑性プラスチック(130~160℃)である。CNC加工には200~230℃の管理が必要。柔軟で曲げに強く、容器、コネクター、構造部品に使用される。
カラー ブラック、ホワイト、カラー
種類 :pp-h、pp-b、pp-r、hipp.
表面仕上げ:研磨、サンドブラスト、コーティング。
納期 :1-5日
センターレス研削機能
非センタリング円筒研削の加工能力は、CNCセンタレス研削盤、オペレーター、要求精度、材料に影響される。寸法と精度のおおよその範囲を以下に概説する:
| インジケーター | 特定のパラメーター |
|---|---|
| 加工精度 | |
| 丸み | ≤ 0.015 mm |
| 円筒度 | 0.5~2μm(代表値) |
| 寸法精度 | IT6等級まで(約±0.005~0.015 mm)、表面粗さRa 0.16~0.2 μm |
| 最大ワーク寸法 | |
| 直径 | 40-100 mm |
| 長さ | 最大研削長1000mm、横送り研削モードでの長さ範囲125-210mm |
| 最小ワーク寸法 | |
| 直径 | ≥ 2mm以上(最小直径) |
| 長さ | 横送り研削モードでの最小研削長 125 mm |
センターレス研削の利点
高効率生産
クランプなしの連続研削により、高速バッチ生産が可能。自動化をサポートし、サイクルタイムを短縮します。
高い精度と一貫性
真円度≤0.005mm、円筒度0.5-2μm。クランプエラーなし、高い安定性、表面仕上げRa≤0.1μm。
適応性
金属、プラスチック、硬質材料の加工。シャフト、テーパー、薄肉部品に最適。
プロセスの安定性
自動化によりミスを低減。パラメータ制御により振動を最小限に抑え、安定した加工を実現。
センタレス研削の応用
自動車製造
クランクシャフト、カムシャフト、ドライブシャフト、バルブステムなどの高精度部品の精密研削。
航空宇宙
エンジンシャフト、燃料ポンプハウジング、衛星部品など
機械製造
シャーリングツール、エンドミルシャンク、ローリングピン、ドリルビットなど。
ベアリングとトランスミッション部品
軸受ローラー、針状ころ軸受、合金ブッシュなど
特殊材料加工
切削工具、セラミックロッド、その他の高硬度材料用の超硬合金/セラミック。
センタレス研削のよくある質問
センタレス研削と従来の外径円筒研削の決定的な違いは何ですか?
センタレス研削は、工作物のクランプを必要としない。工作物はガイド砥石によって駆動され、研削砥石によって研削され、自重または支持によって位置決めされます。従来の外径研削では、センター/チャックによる固定が必要であり、変形やクランプエラーの原因となります。
利点細軸・薄肉部品に適し、高能率、真円度・寸法安定性に優れる。
センタレス研削で加工できる工作物の形状は?
主に回転部品:
長径比の細長いシャフト(ドライブシャフトなど);
短いシャフトや中心穴のない部品(ベアリング・ローラーなど);
段差やテーパーのある複雑な形状(プランジ研削で実現);
薄肉部品(チューブなど、半径方向の圧力が低いもの)。
制限事項非回転部品や平らな部品には適さない。
センタレス研削の加工精度はどのように確保されますか?
機械のセットアップ:ガイドホイールの傾き、砥石のドレッシング、サポートプレートの高さ;
プロセスパラメーター材料の硬さに合わせた研削深さと送り速度;
冷却と検査:十分な冷却水が熱変形を防ぎ、オンライン測定がリアルタイムフィードバックを提供します。
センタレス研削は高硬度材に適していますか?
適切だが、調整が必要だ:
研削砥石:砥粒の細かいCBNまたはダイヤモンドホイール(#600~#1000)を使用してください;
プロセス研削深さを浅くし、送り速度を上げ、放熱のために高圧クーラントを使用する;
代表的な用途超硬工具、セラミックブッシング、高温合金タービンシャフト。
要約:設備とプロセスの最適化により、センタレス研削は、厳密な温度管理と砥石管理を必要とする高硬度材を効率的に加工することができる。