

Wanneer een onderdeel een inwendige spline, spiebaan, inwendige tandwielvertanding, vierkant gat of een ander gevormd profiel bevat, frezen, groefsteken, draadvonken, en brootsen lijken allemaal mogelijke opties te zijn. Wanneer het project echter consistente afmetingen, korte cyclustijden en herhaalde productie vereist, is brootsen vaak de meest praktische keuze.
Brootsen is bijzonder geschikt voor productie in middelgrote en grote series, maar is niet beperkt tot massaproductie. Bij een complex profiel, een inwendig onderdeel met nauwe toleranties of een onderdeel dat met andere methoden duur is om te bewerken, kan brootsen ook bij kleinere aantallen zinvol zijn. Het is van cruciaal belang om de geometrie van het onderdeel, het materiaal, de warmtebehandelingsconditie, de tolerantie en het verwachte productievolume in hun onderlinge samenhang te beoordelen.

Wat is brootsen in de metaalbewerking?
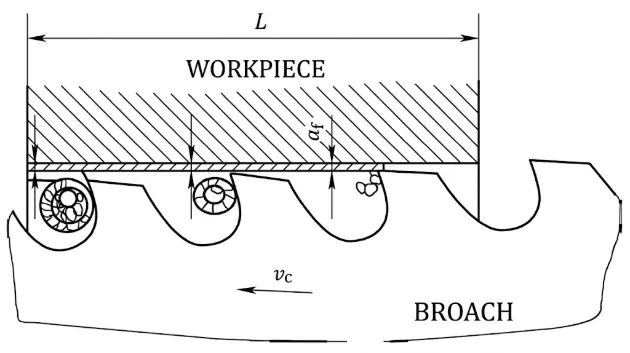
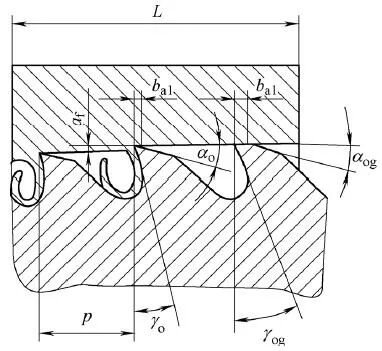
Broachen is een verspaningsproces waarbij een snijgereedschap met meerdere tanden, een zogenaamde broach, door of over een werkstuk wordt geduwd of getrokken. Elke volgende tand is iets groter dan de voorgaande, waardoor de snijvulling laag voor laag wordt verwijderd terwijl het gereedschap in een rechte lijn beweegt.
Het hoogte- of breedteverschil tussen opeenvolgende tanden wordt de stijging per tand genoemd. Omdat de voeding in het gereedschap zelf is ingebouwd, heeft een brootsmachine doorgaans slechts één hoofdbeweging nodig. Voorbewerking, halffinish, afwerking en maatbepaling kunnen allemaal tijdens één enkele werkslag worden uitgevoerd.
Daarom kan het brootsen zowel snel als nauwkeurig verlopen. Zodra de broots, de werkstukopspanning en de procesparameters zijn ingesteld, kan hetzelfde profiel bij elk werkstuk worden herhaald, waarbij de invloed van de operator beperkt blijft.
Welke onderwerpen kunnen aan de orde worden gesteld?
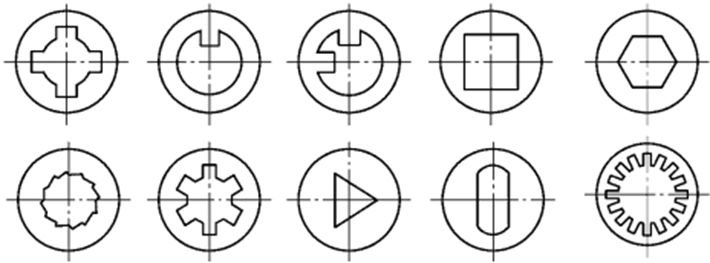
Ronde, vierkante, rechthoekige, zeshoekige, veelhoekige en speciaal gevormde doorgaande gaten
Rechte, involute, gekartelde en speciale interne spline-tanden
Interne en externe spiebanen
Inwendige tandwielen, uitwendige tandwielen, tandstangen en profielen met gedeeltelijke tanden
Vlakke oppervlakken, sleuven, groeven, zwaluwstaartverbindingen en gevormde buitenoppervlakken
Vormen van sparren- en zwaluwstaartwortels voor turbine- en compressoronderdelen
Gecombineerde profielen waarin een boring, spline, spiebaan, afschuining of maatvoering in één gereedschap zijn geïntegreerd
Bij conventioneel lineair brootsen moeten de te bewerken oppervlakken over het algemeen parallel blijven aan de bewegingsrichting van het gereedschap. Ook bij inwendig brootsen is een startgat nodig dat groot genoeg is om de geleidingspen van de broots erin te laten passen en om de spanen door de snede af te voeren.
Is uw onderdeel geschikt voor het brootsen?
Een brootsdeel hoeft niet eenvoudig te zijn, maar de geometrie ervan moet het gereedschap in staat stellen om zonder hindernissen in te dringen, te snijden, spanen af te voeren en weer uit te treden. De volgende punten bieden een praktische eerste controle.
| Designartikel | Wat je moet controleren |
| Toegang tot functies | Bij een conventionele interne broots is een doorgaand gat of een andere vrije doorgang nodig zodat het gereedschap erin en eruit kan. |
| Profielrichting | De te genereren oppervlakken moeten normaal gesproken evenwijdig zijn aan de bewegingsrichting van de broots. |
| Startgat | De piloot moet er vrij doorheen kunnen gaan, en het gat moet de juiste afmetingen, rondheid, rechtheid en positie hebben. |
| Deel lengte | De brootslengte moet binnen de grenzen van de spaanderruimte en de sterkte van de broots blijven. |
| Wanddikte | Dunne of ongelijkmatige wanden kunnen tijdens het snijden uitzetten en terugveren nadat de broots erlangs is gegaan. |
| Datumvlak | Het steunvlak moet vlak zijn en haaks op het startgat staan, tenzij er een zelfuitlijnende steun wordt gebruikt. |
| Materiaal en hardheid | De bewerkbaarheid, de toestand na warmtebehandeling, plaatselijke harde plekken en variaties in hardheid zijn van invloed op de standtijd van het gereedschap en de oppervlakteafwerking. |
| Verdraagzaamheid | De eisen met betrekking tot afmetingen, profiel, spoed, slingering en oppervlakteafwerking moeten afzonderlijk worden vastgelegd, in plaats van uit te gaan van één algemene tolerantie. |
| Productievolume | Een speciale broots wordt rendabeler naarmate de herhalingshoeveelheid en de jaarlijkse vraag toenemen. |
Blinde gaten, getrapte gaten, diepe, geblokkeerde elementen en profielen die in de snijrichting veranderen, lenen zich over het algemeen slecht voor conventioneel ruimen. Afhankelijk van de diepte en de geometrie kan roterend ruimen of een andere bewerkingsmethode wellicht nog steeds mogelijk zijn.
Bij twijfel dient een leverancier de 2D-tekening en het 3D-model te controleren voordat het proces definitief wordt vastgesteld. Kleine aanpassingen aan de afschuining bij de ingang, het onderste gat, de wanddikte, het referentiesysteem of de tolerantie kunnen het risico en de kosten van de gereedschapsbouw aanzienlijk verminderen.
Hoe verloopt het brootsproces?
Een broots is niet zomaar een rij identieke snijtanden. De afzonderlijke delen ervan sturen het gereedschap, verwijderen de overmaat in fasen, bepalen de uiteindelijke afmeting en ondersteunen het gereedschap bij het loskomen van het werkstuk.
Schaft en hals: verbinden de broots met de machine en brengen de trek- of duwkracht over.
Voorste geleider: wordt in het voorbereide gat gestoken en zorgt ervoor dat de broots op het werkstuk wordt uitgelijnd voordat het snijden begint.
Voorbewerkings-, halffinish- en afwerkingsstanden: verwijder de bewerkingsopslag stapsgewijs en breng het vereiste profiel aan.
Afmetingen van de tanden en de achterste geleider: zorgen voor een stabiele uiteindelijke afmeting en afwerking, ondersteunen de ruimer en beschermen het bewerkte oppervlak wanneer het gereedschap wordt teruggetrokken.
Controleer de tekening, het materiaal, de warmtebehandeling, de toleranties, de oppervlakteafwerking en de productiehoeveelheid.
Maak het startgat, het referentievlak en de in- of uitloopafschuining aan die nodig zijn voor de broots en de opspanning.
Kies of vervaardig de broots en controleer de slaglengte van de machine, de trekkracht, het snelheidsbereik en de gereedschapsaansluiting.
Plaats en ondersteun het werkstuk zodanig dat het startgat in lijn ligt met de bewegingsrichting van de broots.
Breng de voorgeschreven snijvloeistof aan en trek of duw de broots vervolgens in één gecontroleerde beweging door het werkstuk.
Verwijder de spanen uit de tandgroeven, reinig het werkstuk en controleer het eerste onderdeel voordat de productie wordt voortgezet.
Houd tijdens het hele productieproces de afmetingen van de monitor, de toestand van het oppervlak, de snijkracht en de slijtage van het gereedschap in de gaten.
Werkstukopspanning en smering zijn van cruciaal belang. De opspanning moet de snijbelasting kunnen dragen zonder het werkstuk te vervormen, terwijl de snijvloeistof de snijzone moet bereiken, de wrijving moet verminderen en de spanen moet afvoeren. Bij inwendig en horizontaal ruimen zijn de toevoer van vloeistof en de afvoer van spanen doorgaans moeilijker dan bij open, uitwendig of verticaal ruimen.
Wat zijn de belangrijkste soorten brootsen?
Het ruimen kan worden ingedeeld op basis van het te bewerken oppervlak, de krachtrichting, de opstelling van het gereedschap en de toestand van het werkstuk. Elk type biedt een oplossing voor een ander productieprobleem.
Intern ruimen
Bij inwendig ruimen wordt een vorm aan de binnenzijde van een voorbereide opening aangebracht. Typische voorbeelden hiervan zijn ronde en veelhoekige gaten, spiebanen, inwendige spievertandingen en inwendige tandwielen. Er is een startgat nodig zodat de voorste geleidings- en snijtanden door het werkstuk kunnen gaan.
Extern en oppervlakte-ruimen
Bij buitenbrootsen wordt materiaal van een open oppervlak verwijderd om vlakke oppervlakken, sleuven, groeven, gevormde vlakken, uitwendige tanden of mesvoetprofielen te verkrijgen. Het werkstuk en het gereedschap moeten stevig worden geleid, omdat de snede niet automatisch wordt gecentreerd door een omringende boring.
Brootsen van spiebanen
Bij het brootsen van spiebanen wordt gebruikgemaakt van een spiebaanbroots met een geleidingsbus of -hoorn om een rechte inwendige spiebaan te vervaardigen. Er kunnen in opeenvolgende bewerkingen vulplaatjes worden toegevoegd wanneer de volledige diepte van de spiebaan niet veilig in één bewerking kan worden gesneden. Dit is een veelgebruikte, voordelige optie voor standaardboringen en standaard spieafmetingen.
Spline-ruimen
Bij het stansen van spiebanen worden in één werkgang meerdere tanden of groeven rondom een boring gevormd. Deze methode wordt toegepast voor spiebanen met rechte flanken, involute spiebanen, gekartelde spiebanen en speciale spiebanen in tandwielen, naven, koppelingen, transmissieonderdelen en stuurinrichtingscomponenten. De stans kan ook de kleine diameter op maat maken wanneer de tekening dit vereist.
Trekbrootsen
Bij het trekken met een broots trekt de machine de broots door het werkstuk. Het gereedschap staat voornamelijk onder trekbelasting, waardoor het langer kan zijn en meer tanden kan hebben dan een vergelijkbare duwbroots. Deze werkwijze wordt veel toegepast voor inwendige profielen en productie in grote series.
Duwbrootsen
Bij het duwbrootsen wordt het gereedschap door het werkstuk gedrukt en staat het daardoor onder drukbelasting. De broots moet korter zijn en goed worden geleid om doorbuiging of knikken te beperken. Duwbrootsen wordt vaak toegepast voor korte spiebanen, kleine gaten, reparatiewerkzaamheden en handmatige bewerkingen of bewerkingen in kleine series.
Roterend brootsen
Bij roterend brootsen, ook wel wobble-brootsen genoemd, wordt gebruikgemaakt van een licht schuin geplaatst gereedschap dat ten opzichte van het werkstuk roteert. Hiermee kunnen kleine vierkante, zeshoekige en andere veelhoekige profielen worden gevormd op een draaibank, bewerkingscentrum of draaiautomaat. Deze methode is geschikt voor korte elementen en sommige blinde gaten, maar is niet hetzelfde als conventioneel lineair brootsen.
Pot-broachen
Bij potbroachen wordt gebruikgemaakt van een ringvormige gereedschapsopstelling met naar binnen gerichte tanden. Het werkstuk wordt door het gereedschap geduwd of getrokken om een uitwendige spline, tandwiel of een soortgelijk omtreksprofiel te vormen. Deze methode wordt doorgaans gekozen voor de serieproductie van assen en andere onderdelen met uitwendige vertanding.
Hard brootsen
Bij hardbrootsen wordt een eerder zachtgebrootste inwendige spline na warmtebehandeling afgewerkt. Een hardmetalen broots verwijdert vervormingen als gevolg van de warmtebehandeling uit een werkstuk met een hardheid van ongeveer 45–65 HRC, waardoor de tandvorm, de steeknauwkeurigheid, de effectieve spleetbreedte, de rondloop en de oppervlakteafwerking worden verbeterd. Hiervoor zijn een stijve machine, een gecontroleerde materiaalreserve, een nauwkeurige sortering vóór het brootsen en gespecialiseerd gereedschap vereist.
Van welke materialen worden broches gemaakt?
Het materiaal van de broots wordt gekozen op basis van het materiaal van het werkstuk, de hardheid, de snijsnelheid, de complexiteit van het profiel, de verwachte standtijd en of het gereedschap opnieuw moet worden geslepen en gecoat.

| Materiaal voor de broots | Typische toepassing | Belangrijkste overwegingen |
| Conventioneel snelstaal | Algemeen staal, gietijzer en non-ferromaterialen bij matige snelheid | Goede taaiheid, eenvoudig te vervaardigen en te herslijpen, en op grote schaal gebruikt voor conventioneel ruimen |
| Kobalt-snelstaal | Gelegeerd staal, roestvrij staal en werkstukken die meer warmte ontwikkelen | Hogere warmtehardheid en slijtvastheid dan bij conventioneel HSS |
| Poedermetallurgisch snelstaal | Veeleisende profielen en grotere productieseries | Fijne, gelijkmatige structuur met een gunstige balans tussen taaiheid, randsterkte en slijtvastheid |
| Carbide | Hard brootsen, schurende materialen en productie op hoge snelheid | Hoge slijtvastheid, maar lagere slagtaaiheid; vereist een stijve machine en een stabiel proces |
| Opbouw- of modulaire constructie | Grote, dure of vervangbare snijdelen | Hierdoor kan een stalen behuizing HSS- of hardmetalen snijelementen dragen en kan reparatie of vervanging worden vereenvoudigd |
M2 wordt vaak gebruikt voor universele ruwboren, terwijl M35 of M42 kan worden gekozen wanneer een hogere warmtehardheid of slijtvastheid vereist is. De exacte staalsoort moet worden bepaald op basis van snijtests en de toestand van het werkstuk, en niet alleen op basis van de materiaalaanduiding.
Coatings zoals TiN, TiCN, AlCrN, of toepassingsspecifieke coatings kunnen wrijving en slijtage verminderen. Een coating kan geen compensatie bieden voor een onjuiste tandgeometrie, onvoldoende spaanderruimte, een te grote stijging per tand, een verkeerde uitlijning of onvoldoende smering. Het naslijpen en opnieuw coaten moeten daarom worden beheerd als één gecontroleerd bewerkingsproces.
Welke apparatuur is nodig voor het ruimen?
Een brootsysteem bestaat doorgaans uit de machine, de broots, de werkstukopspanning, de gereedschapsaansluiting en -geleiding, het koelvloeistofsysteem, de spanenafvoer, de afschermingen en de inspectieapparatuur. De keuze van de juiste machine hangt af van de snijrichting, de slag, de kracht, de afmetingen van het werkstuk en de beoogde mate van automatisering.
| Type apparatuur | Typische toepassing | Belangrijkste kenmerken |
| Horizontale brootsmachine | Lange interne brootsen en algemeen trekbrootsen | Eenvoudige toegang tot het gereedschap en installatie, maar vereist meer vloeroppervlak en zorgvuldige verwijdering van spanen |
| Verticale brootsmachine | Interne, oppervlakte- en geautomatiseerde productie | Compacte afmetingen; de werktafel kan langs de broots naar beneden, naar boven of omhoog worden bewogen |
| Hydraulische brootsmachine | Productie voor algemeen gebruik en met hoge kracht | Soepele, regelbare beweging en grote trekkracht; vereist onderhoud van de hydraulische vloeistof en het systeem |
| Servogestuurde brootsmachine | Nauwkeurige productie en procesbewaking | Programmeerbare snelheid en positie, stabiele krachtregeling, lager energieverbruik en eenvoudigere gegevensverzameling |
| Oppervlaktebrootsmachine | Vlakken, groeven, gegoten oppervlakken en gevormde buitenprofielen | Een stijve gereedschapsslede en speciale opspanningen maken een breed scala aan externe sneden mogelijk |
| Continu-ruimmachine | Oppervlakteproductie op zeer grote schaal | Werkstukken bewegen continu langs stilstaande of ronddraaiende gereedschappen |
| Harde brootsmachine | Warmtebehandelde interne spiebanen en andere geharde profielen | Hoge stijfheid, nauwkeurige uitlijning, krachtmeting en geschikt voor hardmetalen gereedschap |
| CNC-opzetstuk voor roterend brootsen | Korte veelhoekige gaten op CNC-draaibanken of bewerkingscentra | Compacte oplossing voor roterend brootsen zonder een speciale lineaire brootsmachine |
De termen ‘horizontaal’ en ‘verticaal’ hebben betrekking op de opstelling van de machine, terwijl ‘hydraulisch’ en ‘servo’ betrekking hebben op het aandrijfsysteem. Het zijn geen onderling concurrerende categorieën: een verticale machine kan bijvoorbeeld zowel een hydraulische als een servo-aandrijving hebben. De keuze moet worden gebaseerd op kracht, slag, precisie, cyclustijd, onderhoud, benodigde vloeroppervlakte en automatiseringsvereisten.
Welke onderdelen zijn geschikt voor handmatig ruimen?
Handmatig brootsen wordt voornamelijk toegepast voor korte spiebanen, kleine vierkante of veelhoekige gaten, reparatiewerkzaamheden, prototypes en onderdelen in kleine series. Met een standaard duwbroots, geleidingsbus, vulplaatjesset en aspers kunnen deze bewerkingen vaak worden uitgevoerd zonder dat daarvoor een speciale productie-brootsmachine nodig is.
De opstelling moet haaks en stijf blijven. Aangezien een duwbroots onder druk werkt, kunnen ongelijkmatige krachten, een te grote gereedschapslengte, een slechte uitlijning of doorbuiging van de pers het gereedschap verbuigen of breken. Het trekken van een geschikt ontworpen broots kan het risico op knikken verminderen, maar de broots en de verbinding moeten dan wel zijn ontworpen voor trekbelasting.
Handmatig ruwen mag niet worden beschouwd als een ongecontroleerde snelkoppeling op de werkvloer. De capaciteit van de pers, de geleiding van het gereedschap, de veiligheidsafschermingen, de snijvloeistof, de spaanafvoer en de veiligheid van de operator moeten allemaal worden gecontroleerd, vooral wanneer er veel kracht nodig is of het gereedschap op maat is gemaakt.
In welke onderdelen en sectoren wordt brootsen toegepast?
Brootsen wordt toegepast wanneer een gevormd onderdeel nauwkeurig en snel herhaald moet worden. Deze methode is met name nuttig wanneer het onderdeel anders meerdere bewerkingsstappen of herhaaldelijk indexeren zou vereisen.
Onderdelen voor de aandrijflijn van auto’s
Typische toepassingen zijn onder meer versnellingsbaktandwielen, differentieelkegeltandwielen, naven, synchronisatiehulzen, parkeertandwielen, uitgaande onderdelen, stuurstangen, koppelingen en aandrijfassen. Interne spiebanen en spiekanalen worden vaak voor de warmtebehandeling zacht gebrocheerd, terwijl onderdelen waaraan na de warmtebehandeling strengere eisen worden gesteld, hard gebrocheerd kunnen worden.
Componenten voor de lucht- en ruimtevaart en de energiesector
Brootsen wordt toegepast voor sleuven aan de voet van turbine- en compressorbladen, dennenboomprofielen, zwaluwstaartverbindingen, sleuven in schijven en andere gevormde oppervlakken die een hoge integriteit vereisen. Deze onderdelen vereisen robuuste apparatuur, zorgvuldig gecontroleerde gereedschapsgeometrie, stabiele materiaaltoestand en volledige inspectie en traceerbaarheid.
Onderdelen voor industriële machines
Tandwielen, riemschijven, kettingwielen, koppelingen, bussen, kleponderdelen, pomponderdelen, onderdelen voor werktuigmachines, verbindingsschakels en hydraulische componenten kunnen allemaal brootsgaten, spiebanen, spievertandingen, tanden, vlakke kanten of speciale profielen bevatten. Bij het brootsen kunnen meerdere bewerkingen in één slag worden gecombineerd wanneer een vereiste voor herhaalbare productie de aanschaf van het gereedschap rechtvaardigt.
Onderdelen voor landbouwmachines
Landbouwmachines belasten assen, naven, tandwielen en koppelingen zwaar, waardoor een betrouwbare koppeloverbrenging en de uitwisselbaarheid van onderdelen van groot belang zijn. Ruitfrezen wordt gebruikt voor spiebanen, spiekanalen, vierkante gaten, kartelingen en gevormde aandrijfkenmerken in tractoren, grondfrezen, cultivators, ploegen, eggen, zaaimachines, plantmachines, sproeiers, strooiers, balenpersen, maaimachines, voederoogstmachines, maaidorsers, graantransportbanden, vijzels, laders, mestverspreiders, voermengers en aanverwante werktuigen. Hetzelfde proces wordt ook toegepast voor kleinere onderhoudsonderdelen en slijtageonderdelen wanneer een standaard, herhaalbare passing vereist is.
Welke werkstukmaterialen zijn geschikt voor het ruimen?
Veel ferro- en non-ferromaterialen kunnen worden doorgeboord, maar voor elk materiaal zijn een geschikte tandgeometrie, tandhoogte, snijsnelheid, koelvloeistof en gereedschapsmateriaal vereist.
| Materiaal van het werkstuk | Gedrag bij het ruimen | Procesgerichtheid |
| Koolstofstaal en gelegeerd staal | Breed bewerkt in genormaliseerde, gegloeide of gehard-en-getemperde toestand | Regeling van de hardheid, de microstructuur, de opgebouwde rand en de volgorde van de warmtebehandeling |
| Roestvrij staal | Sterk, gevoelig voor verharding door bewerking en veeleisend voor de snijkant | Zorg voor scherpe geometrie, voldoende stijging per tand, goede smering en slijtvast gereedschapsmateriaal |
| Gietijzer | Over het algemeen bewerkbaar, maar kan schurende insluitsels of harde plekken bevatten | Kies een geschikt materiaal voor het gereedschap en voorkom dat lokale gebreken leiden tot afbrokkeling van de tanden |
| Aluminiumlegeringen | Lage snijkracht, maar bij sommige staalsoorten kunnen lange spanen ontstaan of zich snijresten ophopen | Zorg voor scherpe tanden, gladde snijvlakken, de juiste smering en een effectieve spaanafvoer |
| Messing en brons | Leveren vaak een goede afmeting en afwerking op wanneer de geometrie is afgestemd op de legering | Vermijd vastpakken, wrijven en het gebruik van ongeschikte koelvloeistoffen |
| Warmbehandeld staal | Bij conventioneel HSS-ruimen worden de bewerkingen moeilijker naarmate de hardheid toeneemt | Gebruik een gecontroleerde voorstoottoeslag en, waar nodig, een hardbrootsproces met hardmetalen brootsen |
Bij conventioneel zacht ruimen is een gelijkmatige hardheid vaak belangrijker dan één enkele nominale hardheidswaarde. Zeer zacht, kleverig materiaal kan scheuren of een opgebouwde rand vormen, terwijl een te hoge hardheid of geïsoleerde harde plekken de standtijd van het gereedschap kunnen verkorten of tot afbrokkeling van de tanden kunnen leiden. Materiaalcertificaten en documentatie over de warmtebehandeling zijn daarom van belang.
Welke nauwkeurigheid en oppervlakteafwerking kan brootsen opleveren?
Voor het ruimen wordt zowel vanwege de herhaalbaarheid als vanwege de snelheid gekozen. Onder stabiele omstandigheden kan bij conventioneel inwendig ruimen doorgaans een maatnauwkeurigheid van ongeveer IT7–IT8 worden gehandhaafd, terwijl met een geoptimaliseerd precisieproces nog nauwkeurigere resultaten kunnen worden behaald. De praktische tolerantie hangt af van de profielafmetingen, de ruimlengte, de wanddikte, het materiaal van het werkstuk, de toestand van het gereedschap, de opspanning en de inspectiemethode.
Bij veel goed gecontroleerde toepassingen kunnen oppervlakteruwheidswaarden van ongeveer Ra 0,4–1,6 µm worden bereikt, hoewel de gespecificeerde waarde moet aansluiten bij de functie van het onderdeel. Een grotere ruwheid kan aangewezen zijn bij grof buitenbrootsen, moeilijke materialen of profielen waarbij de zijranden tegen elkaar schuren in plaats van vrij te snijden.
Bij splines en tandwielen volstaat één enkele boringmaat niet om de kwaliteit te bepalen. Steekfout, geaccumuleerde steekafwijking, profielafwijking, spoedafwijking, effectieve spleetbreedte, werkelijke spleetbreedte, hoofd- en neven-diameters, meting over pennen en slingering moeten mogelijk allemaal afzonderlijk worden gecontroleerd.
Door middel van ruimen kan de positie van het startgat niet worden gecorrigeerd
Net als bij het ruimen wordt bij het inwendig brootsen doorgaans het reeds voorbereide gat gevolgd. Deze bewerking kan de afmetingen, de vorm en de oppervlakteafwerking verbeteren, maar kan een gat niet op betrouwbare wijze naar een nieuwe theoretische positie verplaatsen. Als het uitgangsgat niet in het midden ligt, scheef staat, gebogen is of niet haaks op het steunvlak staat, kan het gebrootste onderdeel die positionele afwijking behouden of zelfs vergroten.
Het startgat, het referentievlak en de opspanning moeten daarom worden vervaardigd en gecontroleerd als onderdeel van het doorstootproces. Een sferische steun kan, indien van toepassing, een beperkte zelfuitlijning mogelijk maken, maar vormt geen vervanging voor een degelijk ontwerp van het referentievlak en een goede voorbereiding van het gat.
Hoe moet een bewerkt onderdeel worden ontworpen met het oog op de produceerbaarheid?
De meeste problemen bij het ruimen zijn gemakkelijker in de tekening te voorkomen dan achteraf op de machine te verhelpen. De volgende vijf ontwerppunten hebben de grootste invloed op de haalbaarheid, het risico bij het gereedschap en de kosten per eenheid.
1. Geef de voorkeur aan een doorlopende functie
Een duidelijk in- en uitgangspad zorgt ervoor dat de broots door het werkstuk kan gaan en de spanen uit de snede kan afvoeren. Als een blindgat onvermijdelijk is, moet u, voordat de geometrie wordt goedgekeurd, nagaan of roterend brootsen, sleuffrezen, vonkverspaning of een ander proces geschikter is.
2. Zorg voor een geschikt startgat en de juiste randconditie
Het startgat moet de voorste geleider zonder kracht te hoeven uitoefenen kunnen opnemen en moet rondom het profiel een gelijkmatige snijspeling bieden. De in- en uitloopranden moeten voorzien zijn van de nodige afschuining of ontlasting om bramen, stootbelasting en interferentie met het gereedschap te voorkomen.
3. De wanddikte en de stijfheid van het onderdeel regelen
Dunne, onderbroken of ongelijkmatige wanden kunnen onder radiale snijkrachten vervormen en terugveren nadat het gereedschap erlangs is gegaan. Breng waar mogelijk versteviging aan, zorg voor een gelijkmatige wanddikte en plaats klemmen niet op plaatsen waar ze het afgewerkte onderdeel kunnen vervormen.
4. Definieer referentiepunten en toleranties duidelijk
Bepaal welk vlak het onderdeel tijdens het brootsen positioneert en welke oppervlakken functioneel verband houden met het gebroote profiel. Specificeer afmetingen, profiel, positie, rondloop en oppervlakteafwerking slechts zo nauwkeurig als de assemblage vereist, aangezien elke onnodige eis het risico op extra gereedschap, inspecties en uitval kan vergroten.
5. Vaststellen van de eisen voor warmtebehandeling en spline-verbinding
Geef aan of het onderdeel vóór of na de warmtebehandeling wordt gecontroleerd, en vermeld de uiteindelijke hardheid, de effectieve hardingsdiepte en eventuele toegestane speling voor het voor- of hardbroachen. Vermeld voor spiebanen de toepasselijke norm, het aantal tanden, de drukhoek, de module of diametrale steek, de klasse, de hoofd- en neven-diameters, de vereisten voor de ruimtebreedte en de meetcriteria.
| Designartikel | Voorkeursaanpak |
| Bewerkingsbaan | Zorg voor een rechte, onbelemmerde in- en uitgang die in lijn ligt met het profiel. |
| Startgat en randen | Zorg ervoor dat de geometrie van de boorgat en de voor het proces vereiste afschuining aan de ingang, ontlastingsvlak aan de uitgang en toegang voor ontbramen correct zijn uitgevoerd. |
| Ondersteuning van onderdelen | Zorg voor een stabiel referentievlak, voldoende wanddikte en een opspanning die het werkstuk niet vervormt. |
| Functionele eisen | Geef afzonderlijke specificaties op voor afmetingen, profiel, positie, rondloop, afwerking, warmtebehandeling en inspectie. |
| Productieplanning | Geef het jaarlijkse productievolume en de levensduur van het programma op, zodat het ontwerp van de gereedschappen, de machine, de automatisering en het plan voor reservegereedschappen gezamenlijk kunnen worden beoordeeld. |
Hoe verhoudt brootsen zich tot andere bewerkingsmethoden?
| Proces | Het meest geschikt voor | Belangrijkste afweging |
| Brootsen | Herhaal interne of externe profielen die een hoge productiecapaciteit en een consistente geometrie vereisen | Meestal zijn speciale gereedschappen en voldoende bewegingsruimte voor de gereedschappen nodig |
| Groeven of vormgeven | Sleutelgroeven met kleine doorsnede, inwendige vertanding, reparatiewerkzaamheden en flexibele geometrie | Langere cyclustijd en grotere afhankelijkheid van de machine-instellingen |
| Frezen | Open profielen, prototypes en onderdelen waarvoor regelmatig ontwerpwijzigingen nodig zijn | De interne doorgang en de kleine hoekradii kunnen beperkt zijn |
| Draad EDM | Harde materialen, scherpe binnenhoeken en precisieprofielen met een klein volume | Langzaam snijden en een vereiste doorgang voor de draad |
| Zink-vonkverspaning | Blinde holtes en complexe interne geometrie in geleidende materialen | Kosten van de elektroden, langere cyclustijd en overwegingen met betrekking tot de hergietlaag |
| Roterend brootsen | Korte veelhoekige gaten op draaibanken of bewerkingscentra | De beperkingen met betrekking tot diepte, afmetingen, profiel en machinebelasting zijn strenger dan bij lineair ruimen |
De laagste prijs voor het gereedschap betekent niet altijd de laagste productiekosten. Bij een terugkerende spline of spiebaan kan brootsen weliswaar een grotere initiële investering vergen, maar dit levert een veel kortere cyclustijd en consistentere onderdelen op. Voor prototypes of frequente ontwerpwijzigingen kan een flexibel proces, zoals sleuven frezen, frezen of vonkverspaning, voordeliger zijn.
Welke factoren zijn van invloed op de kosten van het ruimen?
Een offerte voor het brootsen omvat meer dan alleen de machinetijd. Het ontwerp en de fabricage van het gereedschap, de ontwikkeling van de opspanning, het instellen, de verwachte levensduur van het gereedschap, het naslijpen, de keuring en het productievolume dragen allemaal bij aan de uiteindelijke kosten per eenheid.
| Kostenfactor | Waarom dit belangrijk is | Een mogelijke manier om de kosten te verlagen |
| Complexiteit van het profiel | Complexe vormen vereisen meer ontwerpwerk, een nauwkeurigere productie van de broots en gespecialiseerde inspectie | Vereenvoudig waar mogelijk niet-functionele hoeken, uitsparingen of gecombineerde elementen |
| Afmetingen en lengte | Lange of grote profielen zorgen voor een grotere snijkracht, een grotere gereedschapslengte, meer spaanderruimte en hogere eisen aan de machine | Houd de brootslengte en de materiaalreserve zo groot als functioneel noodzakelijk is |
| Materiaal en hardheid | Taai, schurend, door verharding verhard of gehard materiaal verkort de levensduur van het gereedschap | Houd de toestand van het materiaal in de gaten en leg de volgorde van de warmtebehandelingen in een vroeg stadium vast |
| Tolerantie en afwerking | Strengere eisen leiden tot een hogere nauwkeurigheid van gereedschappen, betere procesbeheersing, verbeterde inspectie en een grotere kans op uitval | Gebruik op functies gebaseerde toleranties en bepaal de kritische kenmerken |
| Constructie van een broots | Massieve, segmentgewaarde, samengestelde, HSS-, hardmetaal- en gecoate gereedschappen hebben verschillende aanschaf- en levenscycluskosten | Beoordeel de aankoopprijs in combinatie met de strategie voor naslijpen, opnieuw coaten en vervanging |
| Productiehoeveelheid | Bij kleine hoeveelheden zijn de kosten voor het speciale gereedschap en de instelkosten per onderdeel hoger | Geef realistische jaarlijkse en totale bedragen op voor de afschrijving van kosten |
| Automatisering en inspectie | Het laden, het verwijderen van spanen, controle tijdens het productieproces, meetinstrumenten en traceerbaarheid brengen weliswaar extra investeringen met zich mee, maar zorgen voor minder arbeid en minder variatie | Stem het automatiserings- en inspectieniveau af op het productierisico en het productievolume |
Bij een terugkerend productieproces moet de broots worden beschouwd als een productiemiddel en niet als een verbruiksartikel dat uitsluitend op basis van de aanschafprijs wordt aangeschaft. De levensduur van het gereedschap per slijpbeurt, het aantal mogelijke herslijpbeurten, de coatingcycli, de reparatiemogelijkheden, de voorraad reservegereedschap en de doorlooptijd zijn allemaal van invloed op de totale kosten.
Voor een nauwkeurige offerte zijn daarom zowel de onderdeengegevens als het productieplan nodig. Als er alleen op basis van de profielafmetingen een offerte wordt opgesteld, kunnen er grote verschillen verborgen blijven op het gebied van materiaal, hardheid, brootslengte, referentiepuntcontrole, meetvereisten en het verwachte jaarlijkse volume.
Veelvoorkomende defecten bij het ruimen en kwaliteitscontrole
| Defect | Veelvoorkomende oorzaken | Beheersmaatregelen |
| Schilferachtige scheurtjes of een ruw oppervlak | Opgebouwde rand, ongeschikte snelheid, te grote stijging per tand, botte tanden, slechte materiaalconditie of onvoldoende smering | Optimaliseer de snelheid en de stijging per tand, houd de snijkant scherp, regel de hardheid en gebruik een geschikte smeer- en snijvloeistof |
| Onregelmatige krassen | Spaanders of opgebouwde randen aan de snijtanden, ruwe snijgroeven of beschadigde randen | Reinig na elke slag, polijst of slijp beschadigde plekken bij, en houd de spaankanalen glad |
| Doorlopende lengtemarkeringen | Afgebroken maatbepalingsstanden of opstaande beschadigingen aan de achterste geleider | Bescherm de broots bij gebruik en opslag; slijp beschadigde delen weg of slijp ze opnieuw voor gebruik |
| Omtreksgolving | Periodieke schommelingen in de snijkracht, te weinig tanden in de snede, trillingen van de machine of een onregelmatige tandgeometrie | De processtabiliteit verhogen, de tandafstand en de stijging per tand optimaliseren, en de stijfheid van de machine en het gereedschap controleren |
| Te grote of te kleine boring | Slijpgraten, gereedschapsslijtage, elastisch herstel, dunne wanden, thermische effecten of onjuiste afmetingen van de tandprofielen | Controleer of een geslepen broach geschikt is, controleer de afmetingen van het gereedschap, zorg voor een goede ondersteuning van het werkstuk en stel de compensatie vast door middel van proeven |
| Profiel- of positiefout | Verkeerde uitlijning, onjuiste geometrie van het startgat, vervuilde referentievlakken, ongelijkmatige materiaalhardheid of eenzijdige vloeistoftoevoer | Controleer het startgat en het referentiepunt, reinig de opstelling, richt het gereedschap uit en verdeel de snijvloeistof gelijkmatig |
| Afgebroken tand of breuk in de broach | Onvoldoende spaanderruimte, te veel kracht, harde plekken, onjuiste warmtebehandeling, verbogen gereedschap, slechte montage of spaanders die in de groeven zijn achtergebleven | Controleer de kracht en de capaciteit van de spaan, inspecteer de toestand van het materiaal en het gereedschap, zorg ervoor dat alles goed is uitgelijnd en forceer nooit een vastgelopen broots |
Beheer van de levensduur van broots en het naslijpen
Voor elke broots moet een gereedschapsdossier worden bijgehouden met daarin het onderdeelnummer, de volgorde van de gereedschappen, de uitgiftedatum, het aantal geproduceerde onderdelen, de cumulatieve hoeveelheid, het aantal naslijpbeurten, de coatinggeschiedenis, de inspectieresultaten en afwijkende gebeurtenissen. Bij het naslijpen moet zo min mogelijk materiaal worden verwijderd om een scherpe snijkant te herstellen, waarbij de ontworpen spaanhoek, de stijging per tand, de tandvorm en de geometrie van de tandgroef behouden blijven.
Monitoring van het productieproces
De snijkracht, cyclustijd, oppervlakteafwerking, spaandervorm, maatontwikkeling, toestand van de smeervloeistof en ongebruikelijke trillingen of geluiden moeten worden gecontroleerd. Een plotselinge toename van de snijkracht of een verslechtering van de oppervlakteafwerking kan wijzen op een botte snijkant, ophoping van spanen, een verkeerde uitlijning, materiaalvariatie of onvoldoende smering, nog voordat er een ernstige storing optreedt.
Inspectie en traceerbaarheid van de kwaliteit
De inspectie moet aansluiten bij de functionele eisen. Afhankelijk van het onderdeel kan dit onder meer bestaan uit boormetermetingen, coördinatenmetingen, profielinspectie, metingen aan de hand van pennen, GO- en NO-GO-mallen voor spline-verbindingen, slingercontrole, metingen van de oppervlakteruwheid, hardheidscontrole en registratie van de hardingsdiepte. De resultaten van de eerste-exemplaar- en tussentijdse controles moeten worden gekoppeld aan de broots, de machine, de productielot en de warmtebehandelingsbatch.
Hoe kies je een betrouwbare leverancier van brootsmachines?
Een bekwame leverancier moet in staat zijn om de gehele productieketen te beoordelen, en niet alleen maar een onderdeel op een beschikbare machine te plaatsen. De volgende punten zijn het waard om te controleren voordat de gereedschappen worden vrijgegeven.
Ervaring met het vereiste profiel, materiaal, hardheid, tolerantie en productievolume
Geschikte apparatuur voor horizontaal, verticaal, hydraulisch, servo-, oppervlakte-, roterend of hardbrootsen
Ontwerp, productie, inspectie, naslijpen, opnieuw coaten en ondersteuning bij reservegereedschap van broachen
Ontwerp van bevestigingsmiddelen en DFM-mogelijkheden voor het startgat, referentiepunten, wanddikte en ondersteuning van het onderdeel
Een vastomlijnd proces voor het gebruik van snijvloeistof, spanenbeheersing, gereedschapsreiniging en preventief onderhoud
Inspectiemogelijkheden voor afmetingen, vorm, spline- of tandwielparameters, slingering, oppervlakteafwerking, hardheid en traceerbaarheid
Goedkeuring van het eerste exemplaar, beheer van proceswijzigingen, leveringsplanning en het reageren op schade aan gereedschap of kwaliteitsproblemen
Vraag bij een doorlopend programma hoe de leverancier de productie op peil kan houden terwijl een broots wordt geslepen of gerepareerd. Reservegereedschap, gekwalificeerde reserveapparatuur, gedocumenteerde instelgegevens en een realistische levertijd voor vervangend gereedschap zijn net zo belangrijk als het eerste monster.

Welke gegevens zijn nodig voor een offerte voor het ruimen?
| Informatie | Te verstrekken gegevens |
| Onderdeelbestanden | Een gestandaardiseerde 2D-tekening en, indien beschikbaar, een 3D-model |
| Materiaal | Materiaalkwaliteit, specificaties, leveringsvoorwaarden en eventuele certificaatvereisten |
| Warmtebehandeling | Procesvolgorde, uiteindelijke hardheid, inhardingsdiepte, vervormingsgrenzen en of hardbroeien vereist is |
| Geprofileerd onderdeel | Profielafmetingen, gegevens over tanden of groeven, brootslengte, afmetingen van het startgat, afschuiningen en vrijloopvlakken |
| Toleranties | Afmetingen, profiel, spoed, positie, rondloop, oppervlakteafwerking en vastgestelde kritische kenmerken |
| Inspectie | Toepasselijke normen, eisen inzake meetinstrumenten, meetmethode, rapportageformaat en bemonsteringsfrequentie |
| Aantal | Aantal prototypes, bestelhoeveelheid, jaarlijkse vraag, looptijd van het programma en productieschema |
| Commerciële vereisten | Beoogde levering, verpakking, traceerbaarheid, speciale goedkeuringen en of de gereedschappen eigendom zijn van de klant |
Hoe vollediger deze informatie is, hoe gemakkelijker het is om het juiste proces aan te bevelen en de eenmalige kosten voor gereedschap te onderscheiden van de terugkerende kosten voor onderdelen. Het vermindert ook het risico dat een offerte nog verandert nadat men al is begonnen met het ontwerpen van de broots of de opspanning.
Conclusie
Bij het ruimen worden een hoge productiecapaciteit, herhaalbare geometrie en een goede oppervlaktekwaliteit gecombineerd in één gecontroleerde slag. De voordelen komen het best tot hun recht wanneer het te bewerken kenmerk, het materiaal van het werkstuk, het gereedschap, de machine, de opspanning, de koelvloeistof, de inspectiemethode en de productiehoeveelheid als één geheel worden gepland. Het is niet voor elk onderdeel de beste oplossing, maar voor herhalende inwendige spline-vertandingen, spiebanen, inwendige tandwielen, tandstangen en gevormde profielen kan het de cyclustijd en de kosten per eenheid aanzienlijk verlagen.
Als uw onderdeel een inwendige spline, spiebaan, inwendig tandwiel of een ander complex gevormd profiel bevat, kunt u gerust een 2D-tekening, een 3D-model, de materiaalkwaliteit, de hardheid en de verwachte hoeveelheid doorgeven. Wij Weldo Verspaning kan DFM-aanbevelingen bieden op basis van de geometrie van het onderdeel, u helpen bij het beoordelen van de meest geschikte bewerkingsmethode en een meer nauwkeurige offerte.
Veelgestelde vragen
Kan een blindgat worden opgeboord?
Bij een conventionele lineaire binnenbrootsbewerking moet het gereedschap doorgaans door het werkstuk heen gaan, waardoor een echt blindgat meestal niet geschikt is. Korte, blinde veelhoekige elementen kunnen mogelijk worden vervaardigd met roterend brootsen, terwijl voor blinde spiebanen of interne vormen mogelijk sleufbewerking, vormfrezen, vonkverspaning of gespecialiseerd gereedschap nodig is.
Moet het ruimen vóór of na de warmtebehandeling plaatsvinden?
Het meeste conventionele HSS-brootsen vindt plaats vóór de definitieve harding, omdat het materiaal dan gemakkelijker te bewerken is en de standtijd van het gereedschap langer is. Indien vervorming door de warmtebehandeling ertoe zou leiden dat de uiteindelijke spline niet aan de functionele eisen voldoet, kan een gecontroleerde zachte broots-toeslag worden toegepast, gevolgd door hard brootsen met hardmetalen gereedschap.
Is voor elk onderdeel een op maat gemaakte broots nodig?
Nee. Standaard brootsen voor spiebanen, bussen, vulplaatjes en sommige roterende brootsen zijn geschikt voor veel gangbare afmetingen. Een op maat gemaakte broots is doorgaans nodig voor een eigen spline, een inwendige tandwieloverbrenging, een gecombineerd profiel, een speciale tolerantie, een grote productieserie of een kenmerk dat niet met een standaardgereedschap kan worden vervaardigd.
Hoe weet je wanneer een broots opnieuw geslepen moet worden?
Typische waarschuwingssignalen zijn onder meer een toenemende snijkracht, bramen, scheuren, een verslechterende oppervlakteafwerking, maatafwijkingen, slechte spaandervorming en zichtbare slijtage aan de flanken of afbrokkeling van de snijkanten. Het naslijpen moet worden ingepland voordat ernstige slijtage zich uitbreidt naar de volgende tanden of tot breuk leidt.








