

Precisie-draadvonkenbewerking
Draadvonken snijdt elektrisch geleidende materialen met gecontroleerde elektrische ontladingen, waardoor complexe profielen, smalle sleuven en fijne interne details worden vervaardigd zonder mechanische snijkracht.
*De uiteindelijke nauwkeurigheid, hoekradius, sleufbreedte en afwerking zijn afhankelijk van de draaddiameter, materiaaldikte, geometrie, snijstrategie en inspectiemethode.
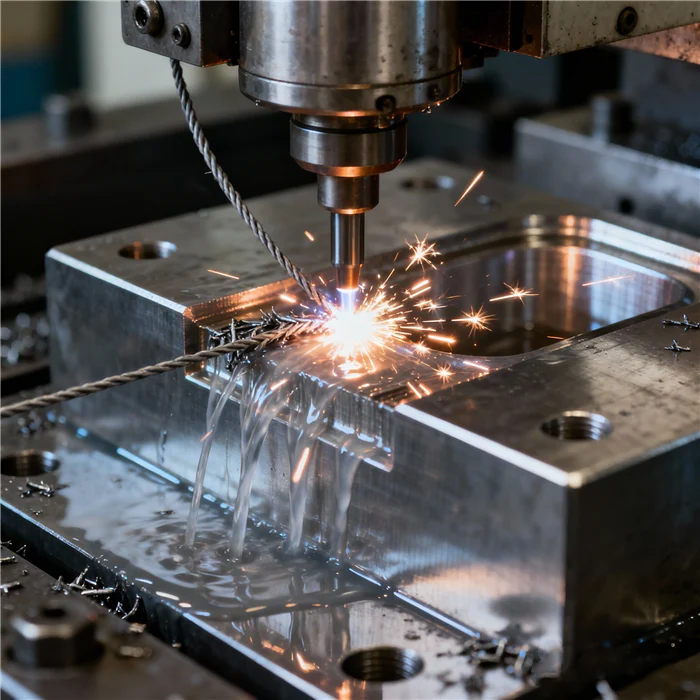
Hoe draadvonken werkt
Een dunne draad van messing of molybdeen fungeert als elektrode. Gecontroleerde vonken smelten en verdampen microscopisch kleine delen van het geleidende werkstuk, terwijl diëlektrische vloeistof de deeltjes verwijdert en de ontladingsopening stabiliseert.
Het profiel programmeren
Zet de tekening om in een gecontroleerd snijpad en een offset-strategie.
Uitlijnen en op één lijn brengen
Stel de draaddiameter, de spanning, de geleiders, het referentiepunt van het werkstuk en de diëlektrische omstandigheden in.
Snijden door afvoer
Elektrische pulsen verwijderen materiaal zonder mechanische snijdruk.
Afwerken en controleren
Aanvullende afschuiningen zorgen voor betere afmetingen en een betere oppervlakteafwerking vóór de keuring.
Snelle, gemiddelde en langzame draadvonkenbewerking
De keuze voor het proces wordt bepaald door de tolerantie, de oppervlakteafwerking, de materiaaldikte, de geometrie, het productievolume en het budget.

Snelle draadvonkenbewerking
Herbruikbare molybdeendraad voor het voordelig snijden van algemene geleidende onderdelen.
Algemene nauwkeurigheid en een snellere, kostenbewuste productie.
Middelgrote draadvonkmachine
Combineert sneller grof frezen met gecontroleerde afwerkingsbewerkingen.
Een evenwicht tussen nauwkeurigheid, afwerking en productie-efficiëntie.
Langzame draadvonken
Maakt gebruik van messingdraad of gecoate draad in één doorgang, met meerdere precisiesneden.
De beste keuze voor nauwe toleranties en een uitstekende oppervlaktekwaliteit.| Vergelijking | Snelle draad | Medium draad | Langzame draad |
|---|---|---|---|
| Draadbeweging | Snelle heen-en-weerbeweging | Gecontroleerde heen-en-weerbeweging | Unidirectioneel bij lage snelheid |
| Typische nauwkeurigheid | Algemene nauwkeurigheid | Ongeveer ±0,005–0,01 mm | Ongeveer ±0,001–0,005 mm |
| Oppervlakteafwerking | Grofere afwerking | Ra 0,8–3,2 μm | Ra 0,1–0,8 μm |
Materialen voor draadvonken
Voor draadvonken is een elektrisch geleidend werkstuk vereist. De hardheid van het materiaal is minder bepalend dan de geleidbaarheid, maar de dikte, het warmtegedrag en de spoelomstandigheden hebben nog steeds invloed op het proces.

Aluminium
Lichtgewicht geleidende onderdelen, waaronder 6061, 7075, 2024 en gereedschapsplaat.

Roestvrij staal
Corrosiebestendige onderdelen voor de medische sector, de voedingsmiddelenindustrie, de bouw en de automobielindustrie.
Staal en hardmetaal
Geharde matrijsinzetstukken, snijgereedschappen, tandwielen en slijtvaste onderdelen.

Koper en messing
Geleidende elektroden, contacten, inzetstukken en precisieonderdelen.

Titanium en hittebestendige legeringen
Componenten voor de lucht- en ruimtevaart en de medische sector die met conventionele methoden moeilijk te bewerken zijn.

Wolfraam en molybdeen
Geleidende materialen met een hoog smeltpunt voor precisieprofielen en -onderdelen.

Grafiet
EDM-elektroden en matrijzen waarvoor een gecontroleerde bewerking met geringe kracht vereist is.

Geleidende keramiek
Harde, broze geleidende keramiek die wordt gebruikt in sensoren en technische componenten.
Niet-geleidende kunststoffen, glas en gewoon keramiek kunnen niet rechtstreeks met standaard draadvonken worden gesneden.
Draadvonkenproces en kwaliteitscontrole
Voor stabiel snijden zijn een goed op elkaar afgestemde programmering, de juiste draadkeuze, de juiste ontladingsparameters, regeling van de diëlektrische eigenschappen en maatcontrole vereist.
Beoordeling van de tekening
Controleer het referentiepunt, het profiel, het startgat, de conus, de tolerantie, de ruwheid en de materiaaldikte.
Procesconfiguratie
Selecteer de draaddiameter, spanning, offset, pulsinstellingen en diëlektrische omstandigheden.
Grove en fijne sneden
Gebruik gecontroleerde bewerkingen om een evenwicht te vinden tussen bewerkingstijd, maatnauwkeurigheid en afwerking.
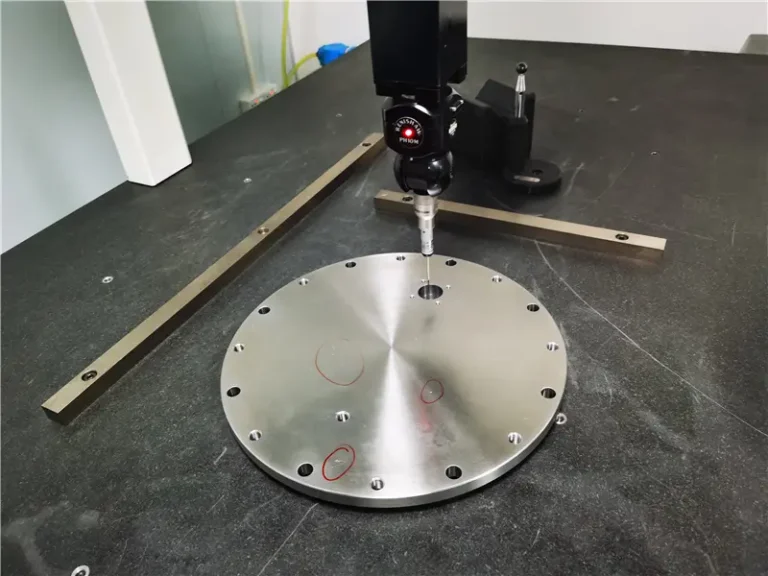
Controle en vrijgave
Meet de cruciale profielen en afmetingen, en reinig en bescherm vervolgens de afgewerkte onderdelen.



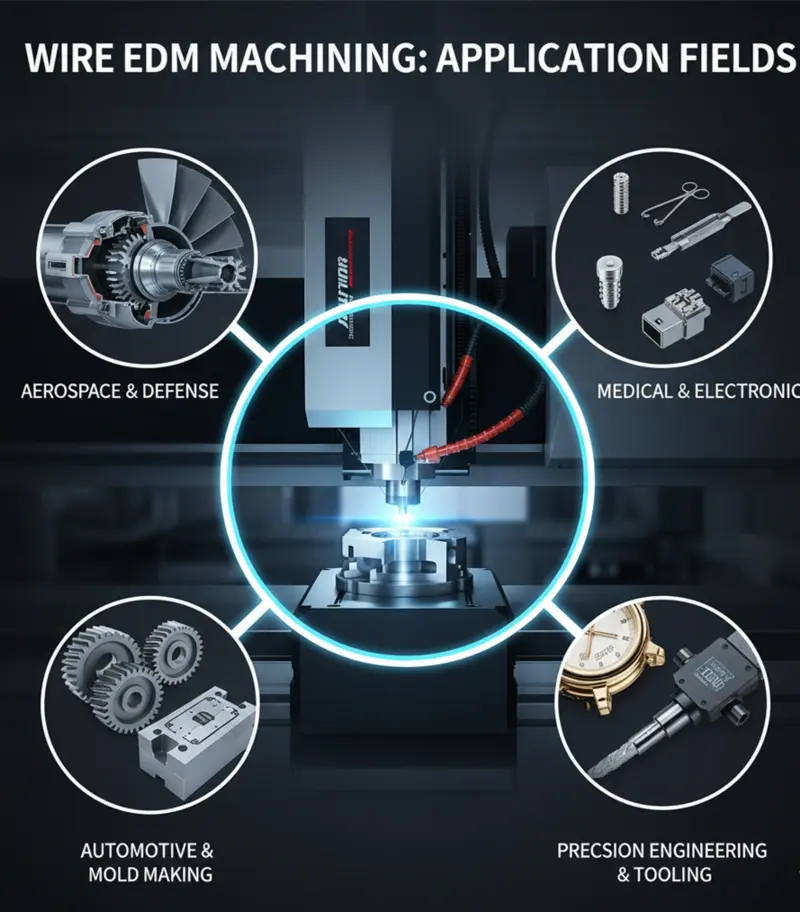
Toepassingen van draadvonken
Draadvonken komt het best tot zijn recht wanneer conventionele snijgereedschappen niet geschikt zijn vanwege de geometrie, de hardheid van het materiaal of de vereiste lage kracht.
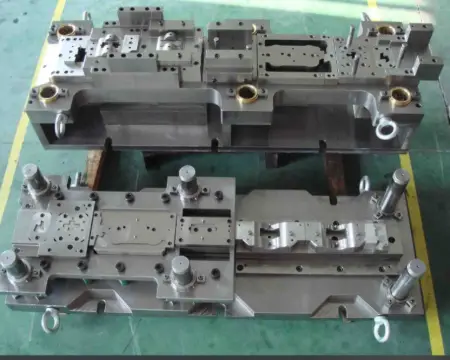
Vormbouw
Uithollingen, inzetstukken, koelfuncties en precisieonderdelen voor matrijzen.
Lucht- en ruimtevaart
Motoronderdelen, turbineonderdelen en complexe profielen van geleidende legeringen.
Automobielindustrie
Brandstofsproeiers, koelsystemen, tandwielen en precisieonderdelen voor de aandrijflijn.
Medische hulpmiddelen
Chirurgische instrumenten, tandheelkundige instrumenten en fijne geleidende onderdelen.
Precisiemachines
Tandwielen, lagers, snijgereedschappen en smalle precisiesleuven.
Energieapparatuur
Zeer sterke en corrosiebestendige onderdelen voor veeleisende systemen.
Metaalbewerking en kunst
Fijne gravures, sieradenonderdelen en decoratieve profielen.