
Алюминиевая экструзия:
Выберите Вельдо Процесс экструзии алюминия для производства высококачественных алюминиевых профилей на заказ. Быстро выведите свои изделия из алюминиевого прутка на всеобщее обозрение. Свяжитесь с нами сегодня, чтобы обсудить ваш проект и разместить заказ.
- Оптимизированная стоимость оснастки
- Точность до 0,01 мм
- Высококачественная отделка поверхности
- Возможность быстрой доставки
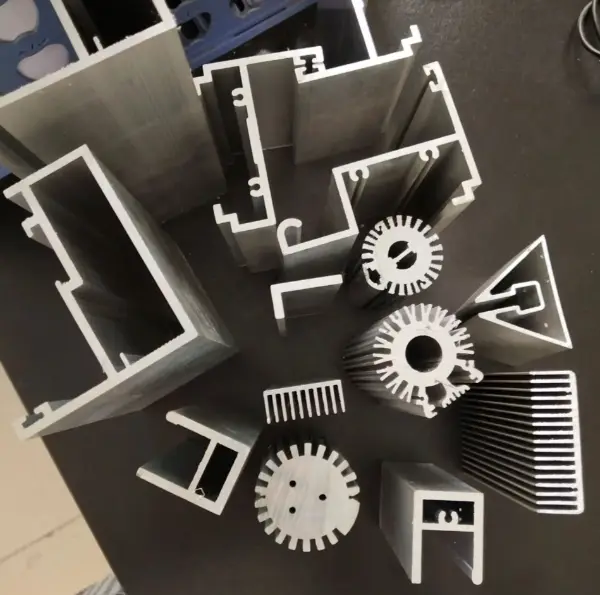
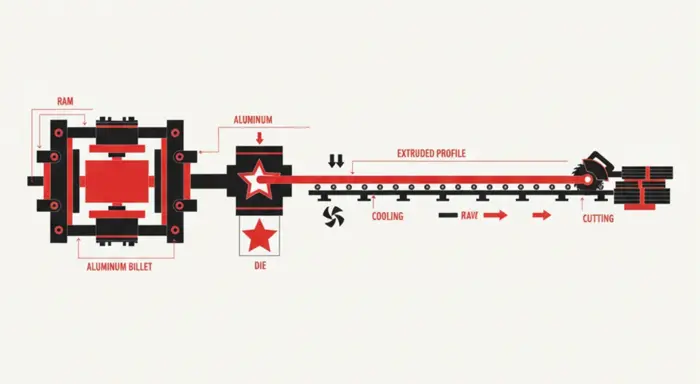
Что такое алюминиевая экструзия?
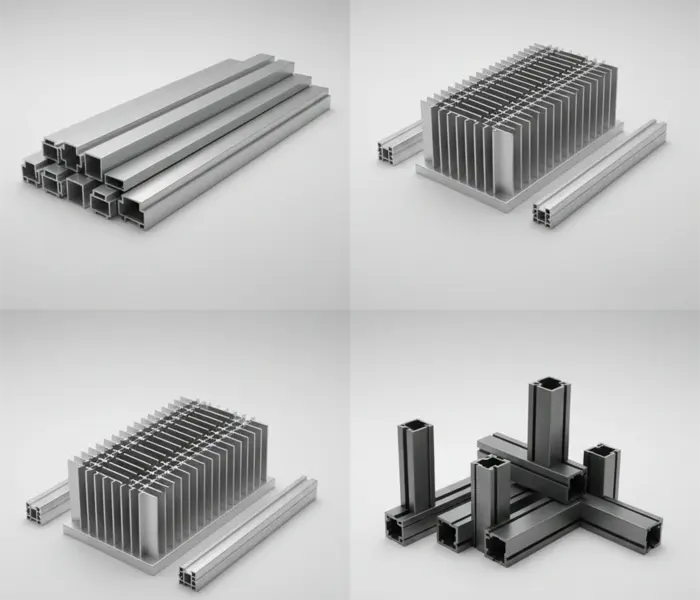
Экструзия алюминия - это производственный процесс, в ходе которого нагретые заготовки из алюминиевого сплава (400-500°C) превращаются в непрерывные профили поперечного сечения путем продавливания их через фильеру под высоким давлением. По способу перемещения фильеры процесс подразделяется на прямую экструзию (заготовки перемещаются, а фильеры остаются неподвижными) и непрямую экструзию (фильеры перемещаются, а заготовки остаются неподвижными). В последнем случае снижается трение и улучшается качество поверхности.
Обрабатываемые материалы для экструзии алюминия
Распространенные марки и свойства алюминиевых сплавов
| СЕРИИ | ТИПОВОЙ НОМЕР МОДЕЛИ | ОСНОВНЫЕ ЭЛЕМЕНТЫ СПЛАВА | ОСНОВНЫЕ ХАРАКТЕРИСТИКИ | СЦЕНАРИИ ПРИМЕНЕНИЯ |
|---|---|---|---|---|
| 6xxx | 6061-T6 | Mg, Si | Прочность на разрыв 310 МПа, устойчивость к анодному окислению | Конструктивные элементы автомобилей, велосипедные рамы |
| 6xxx | 6063-T5 | Mg, Si | Скорость удлинения 12%, отличная рациональность обработки поверхности | Архитектурные двери и окна, радиаторы |
| 5xxx | 5052-H32 | Mg (2.5%) | Коррозионная стойкость к морской воде, плотность 2,68 г/см³ | Палубы кораблей, топливные баки |
| 7xxx | 7075-T651 | Zn, Mg, Cu | Твердость 150HB, прочность превышает прочность некоторых стальных материалов | Лопасти для авиадвигателей, подвески для гоночных автомобилей |
Отделка поверхности алюминиевого экструзионного профиля

Механическая обработка
Прототип, обработанный на станке, сохраняет следы обработки инструментом.

Анодирование
Повышает коррозионную и износостойкость металла, может окрашиваться и наносить защитные покрытия.

Польша
Улучшает гладкость и внешний вид поверхности металлов, керамики, пластмасс и ПММА.
Пескоструйная обработка
Использует абразивные материалы высокого давления для создания чистой, шероховатой, матовой поверхности.

Матовая отделка
Придает металлическим поверхностям текстурированный рисунок, улучшая эстетику.

Порошковое покрытие
Электростатическое нанесение и термоотверждение образуют плотный слой, повышающий коррозионную стойкость деталей.
Гальваническое покрытие отделка
Наносит металлический слой для повышения коррозионной и износостойкости.

Черное окисление
Образует недорогое антибликовое покрытие на металлических поверхностях путем простого химического окисления.

Алодин
Образует коррозионно-стойкое покрытие путем химического преобразования, улучшая адгезию и проводимость.

Термическая обработка
Модифицирует микроструктуру металла для повышения твердости, прочности, вязкости и износостойкости.
Возможность экструзии алюминия:
| ITEM | СПЕЦИФИКАЦИЯ |
|---|---|
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЗАГОТОВОК | Диаметр 100-500 мм, длина 1-7 м |
| МАКСИМАЛЬНОЕ СЕЧЕНИЕ ЭКСТРУЗИИ | Ширина 1100 мм |
| МИНИМАЛЬНАЯ ТОЛЩИНА СТЕНКИ | 0,8 мм |
| ТОЧНЫЙ КОНТРОЛЬ | ±0,05 мм (при длине 5 м),Глубина кольца крупного зерна ≤ 0,3 мм,Прямолинейность ≤ 0,3 мм/м |
Руководство по экструзии алюминия:
| ITEM | СПЕЦИФИКАЦИЯ |
|---|---|
| ТЕМПЕРАТУРА НАГРЕВА | Сплав 6063: 480±20°C; Сплав 7075: 450±10°C |
| СКОРОСТЬ ЭКСТРУЗИИ | 20-50 м/мин (простое сечение); 5-15 м/мин (сложное сечение) |
| ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ ПРЕСС-ФОРМЫ | 450-500°C (формовочная сталь H13) |
| ДОПУСК НА РАЗМЕРЫ | Класс точности ±0,1 мм/м |
| ОБРАБОТКА ПОВЕРХНОСТИ | Толщина анодированной пленки ≥ 10 мкм (архитектурный материал); Испытание соляным туманом ≥ 1000 часов |
| МЕХАНИЧЕСКИЕ СВОЙСТВА | 6061-T6 Предел текучести ≥ 276 МПа, Удлинение ≥ 10% |
Преимущество алюминиевой экструзии:
Коэффициент использования материала: Почти 95% (при традиционной обработке достигается только 60%)
Гибкость конструкции: Возможность формирования сложных поперечных сечений (например, профилей теплоотвода с несколькими отверстиями)
Преимущество в стоимости: Себестоимость единицы продукции при массовом производстве на 30% ниже, чем при литье под давлением
Снижение веса: 40-60% легче, чем стальные конструкции
Устойчивое развитие: 100% можно перерабатывать; переработанный алюминий требует только 5% энергии, необходимой для производства первичного алюминия
Применение алюминиевой экструзии:
Строительная промышленность:
Используется в дверях, окнах, навесных фасадах и т.д. для улучшения архитектурной эстетики и долговечности, снижая нагрузку на конструкцию.
Транспорт:
Производство легких компонентов для автомобилей и поездов для повышения топливной эффективности и эксплуатационных характеристик.
Электроника и бытовая техника:
Служат теплоотводами и материалами корпуса, обеспечивая стабильную работу устройства и продлевая срок службы.
Машины и оборудование:
Используется в рамах, направляющих и других подобных конструкциях для обеспечения высокопрочной опоры и точного перемещения оборудования.
Мебель для дома:
Мебельные каркасы и декоративные элементы обеспечивают гибкость дизайна, подчеркивая стиль и долговечность домашних интерьеров.
Возобновляемые источники энергии:
Солнечные панели и опоры ветряных турбин отличаются коррозионной стойкостью и легкостью конструкции, что способствует реализации инициатив в области экологически чистой энергии.
Часто задаваемые вопросы по алюминиевой экструзии
Как устранить поверхностные пузыри в алюминиевых экструзиях?
① Гомогенизация заготовки (560°C/6 часов); ② Глубина вентиляционных канавок в пресс-форме 0,03-0,05 мм; ③ Снижение скорости экструзии на 15%
Как выбрать между сплавами 6061 и 6063?
Выберите 6061 для несущих конструкций (высокая прочность); выберите 6063 для декоративных компонентов (превосходная обработка поверхности).
Какие факторы ограничивают максимальную длину экструзии?
① Длина слоя экструдера (обычно ≤50 м); ② Жесткость профиля (отношение длины к диаметру >200 приводит к нестабильности).
Как контролировать деформацию в тонкостенных профилях?
Используйте "прогрессивное охлаждение" (быстрое охлаждение в начальной секции, постепенное охлаждение в конечной секции), поддерживая удлинение в пределах 0,8-1,2%
Точка безубыточности между алюминиевой экструзией и 3D-печатью?
Для партий 1000 штук экономичнее использовать алюминиевую экструзию (меньшая стоимость пресс-формы).