








Drahterodieren
Unser Profi Drahterodiermaschinen-Bearbeitung kann die Anforderungen an die Bearbeitung von hochpräzisen, komplex geformten Teilen erfüllen, ohne Schnittbelastung.
Toleranz: ±0,001 Zoll
Preisspanne: 20~500 USD/Stk.
Material für die Bearbeitung:
- Aluminium
- Rostfreier Stahl
- Hartmetall
- Stahl
- Titan
- Kupfer
- Messing
- Wolfram
- Molybdän
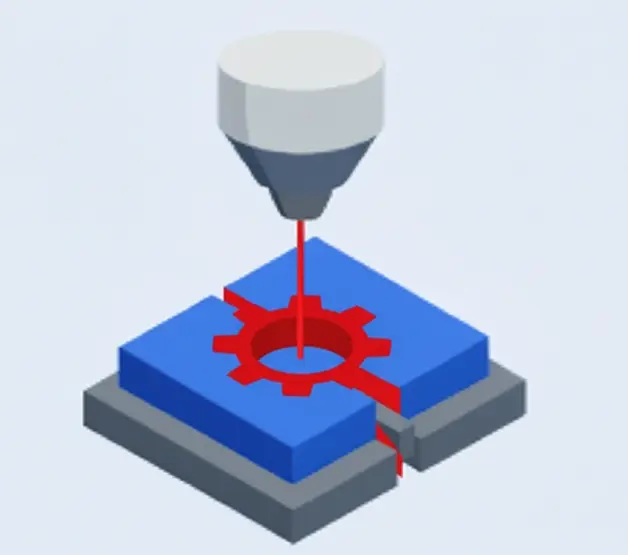
Was ist Drahterodieren?
Drahterodieren (Electrical Discharge Machining) ist ein Präzisionsbearbeitungsverfahren, bei dem ein feiner Metalldraht (in der Regel Kupfer oder Molybdän) verwendet wird, um elektrische Funken zwischen dem Draht und dem Werkstück zu erzeugen. Die Funken schmelzen oder verdampfen das Material und ermöglichen so ein präzises Schneiden. Drahterodieren wird häufig für die Bearbeitung komplexer Formen, hochpräziser Teile und harter Materialien in Branchen wie dem Formenbau, der Luft- und Raumfahrt und der Automobilindustrie eingesetzt. Zu den wichtigsten Vorteilen gehören der geringe Werkzeugverschleiß und die hohe Genauigkeit.
EDM wird unterteilt in schneller Draht, langsamer Draht und Mitteldraht EDM
Material für die Drahterodierbearbeitung
Mit der Drahterosion können leitfähige Materialien mit hoher Härte, komplexen Formen oder solchen, die mit der herkömmlichen Bearbeitung schwer zu bearbeiten sind, bearbeitet werden.
Material :

Aluminium
Aluminium ist aufgrund seiner geringen Dichte, guten Festigkeit und Korrosionsbeständigkeit ein weit verbreitetes Material für die Präzisionsbearbeitung. Es wird häufig in der Luft- und Raumfahrt, bei biomedizinischen Implantaten und bei Automobilteilen eingesetzt.
Farbe : Silber.
Typen : Aluminium 6061、7075、2024、5052、6063 und MIC-6.
Oberflächengüte : Polieren, Bürsten, Sandstrahlen, Verchromen, Eloxieren, Galvanisieren, Pulverbeschichten, Lasergravieren.
Lieferfrist : 1-5 Tage.
")
Rostfreier Stahl
Edelstahl bietet eine ausgezeichnete Korrosionsbeständigkeit und eine glatte, leicht zu reinigende Oberfläche. Er wird häufig in Küchengeräten, medizinischen Geräten, im Bauwesen und in der Automobilindustrie verwendet.
Farbe : Silber.
Typen : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Oberflächengüte : Polieren, Bürsten, Sandstrahlen, Galvanisieren, Spritzen, PVD (Physical Vapor Deposition), Passivieren, Beizen, Färben.
Lieferfrist 2-5 Tage.

Kupfer
Es ist elektrisch leitfähig, dehnbar und hat antimikrobielle Eigenschaften. Es wird hauptsächlich für die Verarbeitung zu Kunsthandwerk, Dekorationsartikeln und medizinischen Geräten verwendet.
Farbe Orange, gelb.
Typen : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Oberflächengüte : Passivierung, Galvanisierung, chemische Beschichtung, Kugelstrahlen, Sandstrahlen, chemische Filmbehandlung, Polieren, Glanzreinigung.
Lieferfrist : 1-5 Tage.

Bronze
Bronze ist eine Kupfer-Zinn-Legierung (oft mit Elementen wie Blei oder Zink) mit niedrigem Schmelzpunkt, guter Fließfähigkeit und hoher Korrosionsbeständigkeit. Sie wird häufig für Skulpturen, Lager, Zahnräder, Ventile und Schiffskomponenten wie Propeller, Rumpfbeschläge und Pumpen verwendet.
Farbe : gold/braun.
Typen : Zinnbronze, Aluminiumbronze, Berylliumbronze, Siliziumbronze, Manganbronze.
Oberflächengüte : Sandstrahlen, Polieren, Rändeln, Schleifen, Passivieren, chemische Filmbeschichtung, Imprägnierfärbung, Bürsten-/Sprühfärbung, Galvanisieren, Eloxieren, Pulverbeschichtung, Bürsten.
Lieferfrist : 1-5 Tage.
Stahl
Stahl ist eine Eisen-Kohlenstoff-Legierung mit einstellbaren Eigenschaften wie Festigkeit, Zähigkeit und Korrosionsbeständigkeit.
Es wird häufig für mechanische Teile, Schneidwerkzeuge und Motorkomponenten verwendet.
Farbe : Silber .
Typen : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Oberflächengüte :Sandstrahlen, Hochglanzbeschichtung, PVD-Beschichtung, gebürstetes Finish, Sprühbeschichtung, Galvanisieren.
Lieferfrist : 1-5 Tage

Magnesium
Magnesium hat eine geringe Dichte, eine niedrige Härte und eine gute Wärmeleitfähigkeit. Sein Verhältnis von Festigkeit zu Gewicht übertrifft das von Aluminiumlegierungen und Stahl, und seine ausgezeichneten Dämpfungseigenschaften machen es für Anwendungen in der Luft- und Raumfahrt, der Automobilindustrie und der Elektronik geeignet.
Farbe : Silber.
Typen : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Oberflächengüte : Chemische Konversionsbeschichtung, Eloxieren, Vernickeln, Galvanisieren, Verbundbeschichtung, Spritzlackierung, Pulverbeschichtung, elektrophoretische Beschichtung.
Lieferfrist : 1-5 Tage.

Graphit
Graphitleitfähigkeit wird für Präzisionsformen verwendet, um die durch die Bearbeitung verursachte Staubbelastung zu vermeiden. Es wird hauptsächlich für die Herstellung von Elektroden und EDM-Formen verwendet.
Farbe : Schwarz.
Oberflächengüte : Mechanisches Schneiden, Beizen, elektrolytische Behandlung, Beschichtung, Polieren, EDM-Oberflächenverfestigung.
Lieferfrist : 3-5 Tage

Leitfähiges Keramikteil
Leitende Keramiken, die in der Luft- und Raumfahrt und bei Komponenten wie Sensoren und elektronischen Bauteilen verwendet werden, bieten eine hohe Härte und chemische Stabilität, sind aber schwer zu bearbeiten.
Die gepulste Entladung ermöglicht eine berührungslose Bearbeitung bei hohen Temperaturen und reduziert Spannungen und Risse.
Art : Leitende Oxid/Nichtoxid-Keramik, leitende Verbundkeramik
Farbe : weiß, gold, rosa, schwarz, usw.
Lieferfrist : 3-5 Tage
Vorteil der Drahterodierbearbeitung
Hohe Präzision: Erzielt eine ultrahohe Genauigkeit von bis zu ±0,001 mm, ideal für komplexe Teile mit hohen Toleranzen.
Kein Körperkontakt: Berührungslose Bearbeitung vermeidet Werkzeugverschleiß und thermische Verformung, geeignet für verschiedene Materialien.
Bearbeitung komplexer Formen: Erzeugt mühelos komplizierte Geometrien und feine Details wie kleine Löcher und schmale Schnitte.
Geeignet für hochharte Materialien: Geeignet für die Bearbeitung von Materialien über 60 HRC, einschließlich Hartmetall und Titanlegierungen.
Keine mechanische Belastung: Eliminiert Spannungskonzentrationen und bewahrt die Stabilität und Genauigkeit der Teile.
Hohe Oberflächenqualität: Erzeugt glatte Oberflächen mit geringer Rauheit, wodurch sich der Nachbearbeitungsbedarf verringert.
Langfristig stabiler Betrieb: Unterstützt eine kontinuierliche, stabile Bearbeitung für die Großserienproduktion.
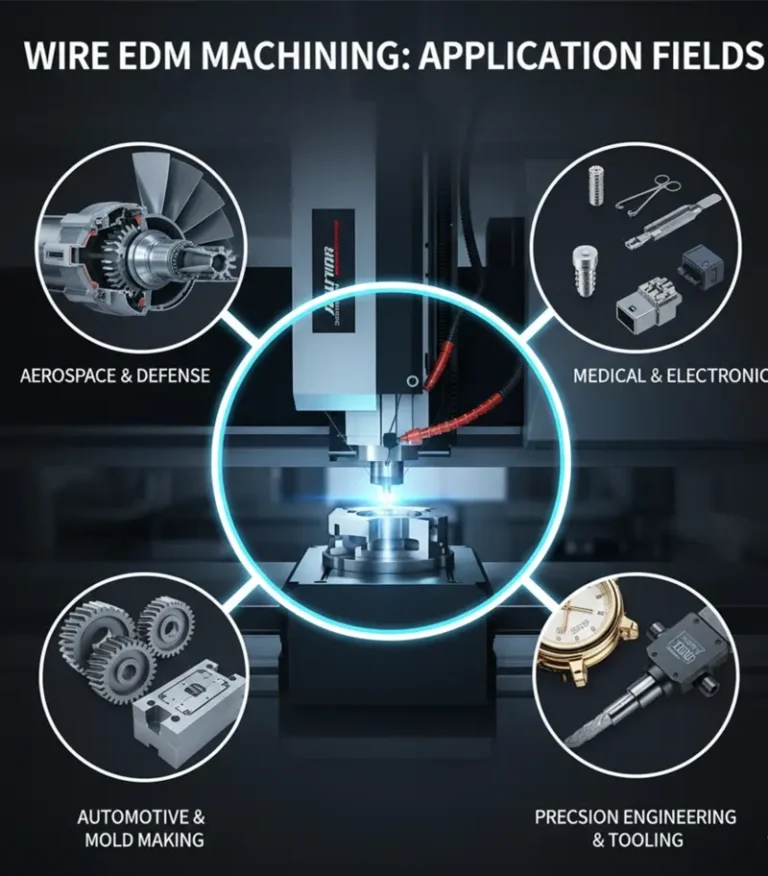
Anwendung der Drahterodierbearbeitung von Teilen
Formenbau: Produziert hochpräzise Formkomponenten wie Kavitäten, Einsätze und Kühlkanäle.
Luft- und Raumfahrt: Bearbeitet komplexe, hochpräzise Teile wie Triebwerkskomponenten, Turbinenschaufeln und Zahnräder.
Automobilindustrie: Stellt Präzisionsteile für die Automobilindustrie her, darunter Motorkomponenten, Kühlöffnungen und Kraftstoffdüsen.
Medizinische Geräte: Wird für hochpräzise chirurgische Instrumente und zahnmedizinische Geräte mit hervorragender Oberflächengüte verwendet.
Präzisionsmaschinen: Produziert Zahnräder, Lager und Schneidwerkzeuge mit komplexen Geometrien und hoher Genauigkeit.
Energiewirtschaft: Herstellung hochfester, korrosionsbeständiger Teile für Anwendungen in der Kern- und Windenergie.
Metallbearbeitung und Kunst: Ermöglicht komplizierte Gravuren und dekorative Designs für Schmuck und künstlerische Arbeiten.
FAQ zur Drahterodierbearbeitung
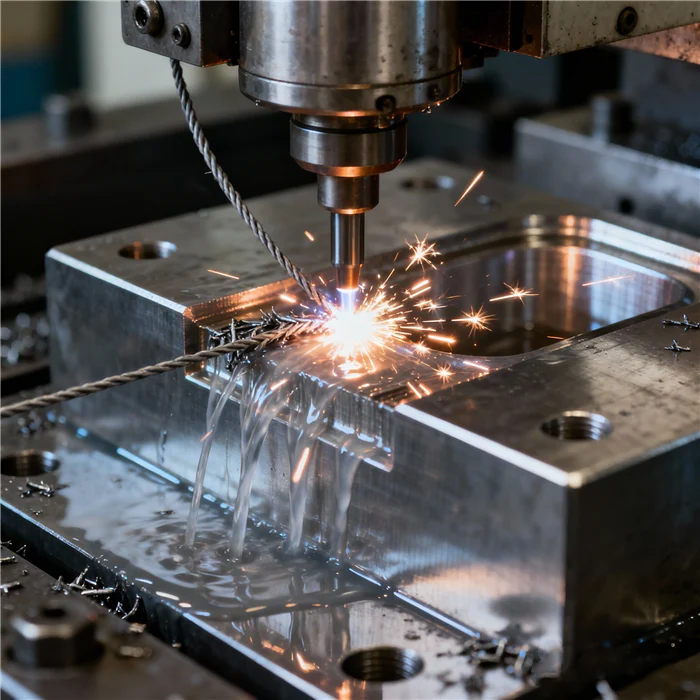
Was ist das Funktionsprinzip des Drahterodierens?
Beim Drahterodieren (Electrical Discharge Machining) werden leitfähige Werkstoffe durch die Erzeugung elektrischer Hochspannungsfunken zwischen einem dünnen Metalldraht (in der Regel Molybdän oder Messing) und dem Werkstück geschnitten. Durch die sofortige hohe Temperatur (bis zu mehreren tausend Grad Celsius) schmilzt und verdampft das Material, während entionisiertes Wasser die geschmolzenen Ablagerungen wegspült. Der gesamte Prozess wird von einem CNC-System präzise gesteuert.
Welche Genauigkeit kann das Drahterodieren erreichen?
Das Drahterodieren erreicht in der Regel eine Genauigkeit von ±0,002-0,005 mm bei einer Oberflächenrauheit von unter Ra0,8 μm.
Vorteile:
- Kann schmale Schlitze (0,05 mm breit) und scharfe Innenecken (R0,1 mm oder weniger) schneiden;
- Hohe Wiederholgenauigkeit für die Massenproduktion;
- Oft muss nicht nachpoliert werden.
Fall: In der Luft- und Raumfahrt müssen Kühlbohrungen für Turbinenschaufeln mit einer Toleranz von ±0,003 mm bearbeitet werden, so dass Drahterodieren die einzige praktikable Lösung ist.
Wie ist die Effizienz des Drahterodierens im Vergleich zum Fräsen?
Effizienzmerkmale:
- Einteilige Geschwindigkeit: Langsamer als Fräsen (~50-200mm²/min), aber ideal für komplexe Formen;
- Vorteil Massenproduktion: Ermöglicht 24/7 unbeaufsichtigten Betrieb mit automatischem Drahteinfädeln (AWT) und CNC-Programmierung;
- Anpassungsfähigkeit an das Material: Effizienter als Fräsen bei harten Materialien (z. B. HRC60+).
Vergleich mit dem Fräsen:
- Vorteile: Keine Schnittkraft (verhindert Verformung des Werkstücks); kann ultraharte Materialien bearbeiten;
- Benachteiligungen: Langsamer als Fräsen; kann Oxidschichten bilden, die eine Nachreinigung erfordern.
Entstehen beim Drahterodieren Oxidschichten auf Oberflächen? Wie sind sie zu behandeln?
Oxidschicht verursacht: Hochtemperaturfunken oxidieren die Oberfläche und bilden eine 0,01-0,05 mm dicke schwarz/graue Schicht.
Behandlungsmethoden:
- Mechanische Entfernung: Sandpapierschleifen, Sandstrahlen;
- Chemische Reinigung: Saures oder alkalisches Waschen;
- Elektrochemisches Polieren: Verbessert die Oberflächengüte.
Praxis in der Industrie: Bei medizinischen Implantaten müssen die Oxidschichten vollständig entfernt werden, um die Biokompatibilität zu gewährleisten.
Welche Sicherheitsrisiken bestehen beim Drahterodieren? Wie kann man sie vermeiden?
Hauptrisiken:
- Stromschlag: Hochspannungsfunken können einen Stromschlag verursachen;
- Mechanische Verletzungen: Drahtbruch oder Herausschleudern des Werkstücks;
- Feuer: Abnormale Leitfähigkeit von entionisiertem Wasser oder entflammbaren Kühlmitteln auf Ölbasis.
Präventionsmaßnahmen:
- Schutz der Ausrüstung: Blitzschutz und Not-Aus-Taster installieren;
- Betriebsnormen: Berühren Sie niemals das Kabel; halten Sie die Schaltschränke während der Verarbeitung geschlossen;
- Umweltkontrolle: Für trockene Arbeitsbereiche sorgen und Kühlmittel regelmäßig überprüfen.
Welche Faktoren beeinflussen die Kosten des Drahterodierens?
Kostenelemente:
- Abschreibung der Ausrüstung: Hochwertige Maschinen kosten ~$70.000-$280.000;
- Verbrauchsmaterial: Draht (~$70-$280 pro Rolle), deionisiertes Wasser (muss regelmäßig ersetzt werden);
- Stromverbrauch: ~5-15kWh pro Bearbeitungsstunde;
- Arbeitskosten: Erfordert qualifizierte Programmierer/Bediener.
Optimierungsvorschläge:
- Massenproduktion: Reduzieren Sie manuelle Eingriffe durch CNC-Programmierung;
- Materialauswahl: Bevorzugen Sie hochleitende Materialien (z. B. Kupfer), um die Bearbeitungszeit zu verkürzen;
- Prozessoptimierung: Verwenden Sie die zweistufige Bearbeitung mit Schruppen und Schlichten, um Effizienz und Präzision in Einklang zu bringen.