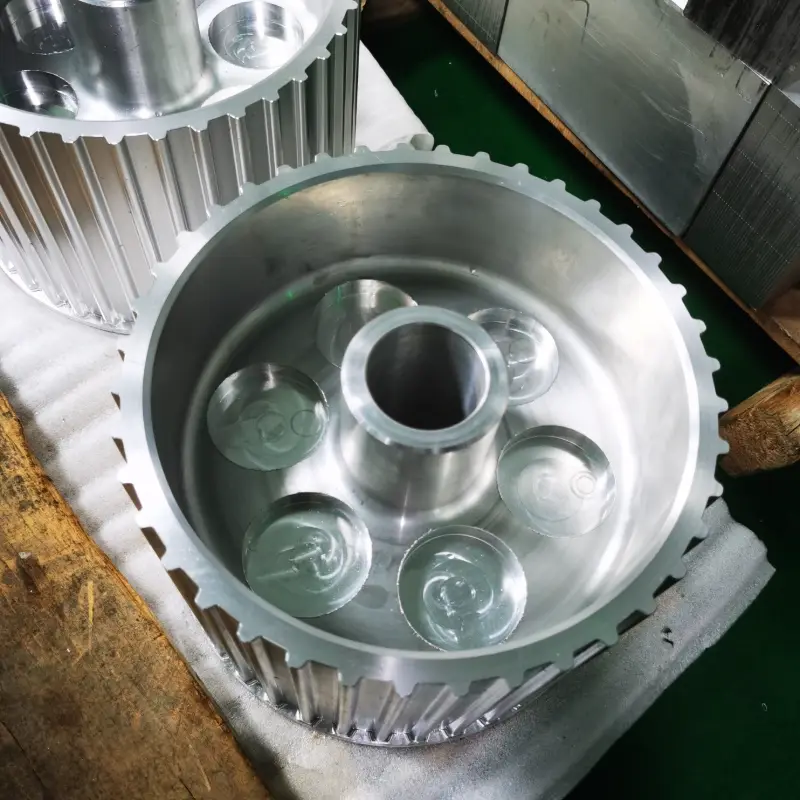
El aluminio 6061-T6 ofrece una buena resistencia a la tracción, al límite elástico, al cizallamiento, a la fatiga y una buena dureza. Se utiliza habitualmente para la fabricación mediante mecanizado CNC de soportes, conectores, placas de montaje y piezas estructurales ligeras. Estas propiedades no solo determinan la capacidad de carga de un componente, sino que también influyen en las fuerzas de corte, la carga de la herramienta, la estabilidad de sujeción y la precisión dimensional final.
La resistencia global del 6061-T6 es superior a la del aluminio puro y a la de muchas aleaciones de aluminio de baja resistencia, pero inferior a la de las aleaciones de aluminio de alta resistencia típicas y a la de la mayoría de los aceros estructurales. Su principal ventaja no radica en alcanzar el valor más alto en ninguna categoría concreta de resistencia, sino en lograr un equilibrio práctico entre resistencia, peso y maquinabilidad.
Datos sobre la resistencia del aluminio 6061-T6
Los siguientes valores representan las propiedades típicas habituales del aluminio 6061-T6. Los resultados reales pueden variar en función del espesor del material, la forma del producto, la dirección de la muestra y la norma de ensayo. Para su uso en producción, se debe considerar el certificado de material del proveedor como la referencia definitiva.
| Propiedad de resistencia | Valor típico |
| Resistencia máxima a la tracción | Aprox. 290–310 MPa |
| límite elástico | Aprox. 240–276 MPa |
| Resistencia al corte | Aprox. 190-210 MPa |
| Resistencia a la fatiga | Aprox. 95-100 MPa |
| Dureza Brinell | Aprox. 95 HBW |
El MPa es la unidad de tensión aceptada internacionalmente, y 1 MPa equivale a 1 N/mm². En los cálculos, la carga se expresa normalmente en newtons (N) o kilonewtons (kN), mientras que el área de la sección transversal se expresa en milímetros cuadrados (mm²). HBW es la designación estándar de la dureza Brinell y no es una unidad de tensión.
Resistencia a la tracción y mecanizado CNC
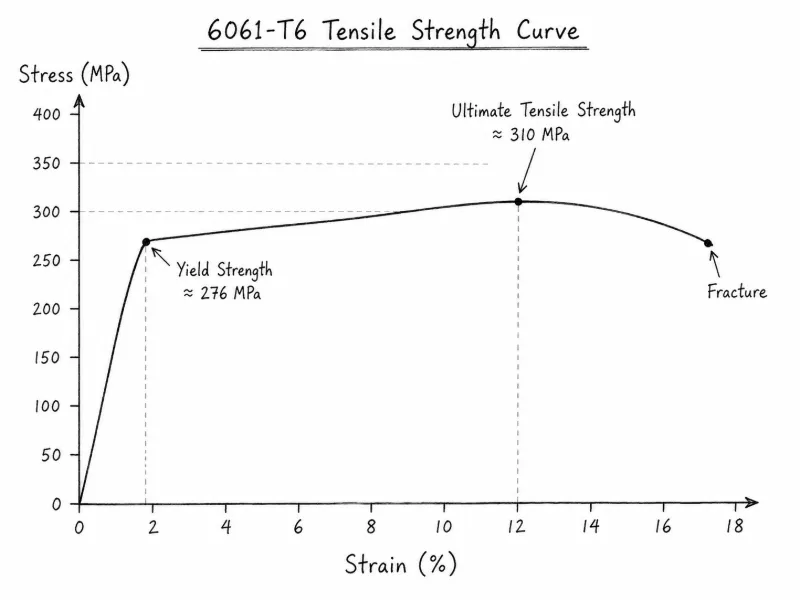
La resistencia a la tracción máxima típica del aluminio 6061-T6 es de aproximadamente 290–310 MPa. La resistencia a la tracción representa la tensión máxima que el material puede soportar antes de romperse bajo tracción y suele medirse mediante un ensayo de tracción normalizado. Durante el ensayo, se somete a tracción una probeta normalizada en una máquina de ensayos universal hasta que se produce la rotura, registrándose al mismo tiempo la carga máxima aplicada.
El cálculo es el siguiente:
Resistencia a la tracción máxima (MPa) = Carga máxima de tracción (N) ÷ Área de la sección transversal original (mm²)
Por ejemplo, si una probeta con un área de sección transversal original de 50 mm² alcanza una carga máxima de tracción de 15 000 N, su resistencia a la tracción máxima es de 300 MPa.
Esta resistencia se debe principalmente a los finos precipitados de refuerzo formados por magnesio y silicio. Estas partículas se distribuyen por toda la matriz de aluminio y limitan el movimiento de las dislocaciones, lo que dificulta la deformación plástica continua. Una pequeña cantidad de cobre también puede contribuir al comportamiento de endurecimiento por envejecimiento.
Con una resistencia a la tracción de entre 290 y 310 MPa, el 6061-T6 resulta adecuado para soportes de equipos, conectores mecánicos, componentes de bastidores y placas de montaje sometidos a cargas moderadas. En el mecanizado CNC, la resistencia a la tracción refleja la resistencia general del material a la rotura por tracción, pero no puede utilizarse por sí sola para predecir la fuerza de corte. La carga real de mecanizado también se ve influida por la resistencia al cizallamiento, la dureza, la geometría de la herramienta y los parámetros de corte.
Límite elástico y deformación por mecanizado
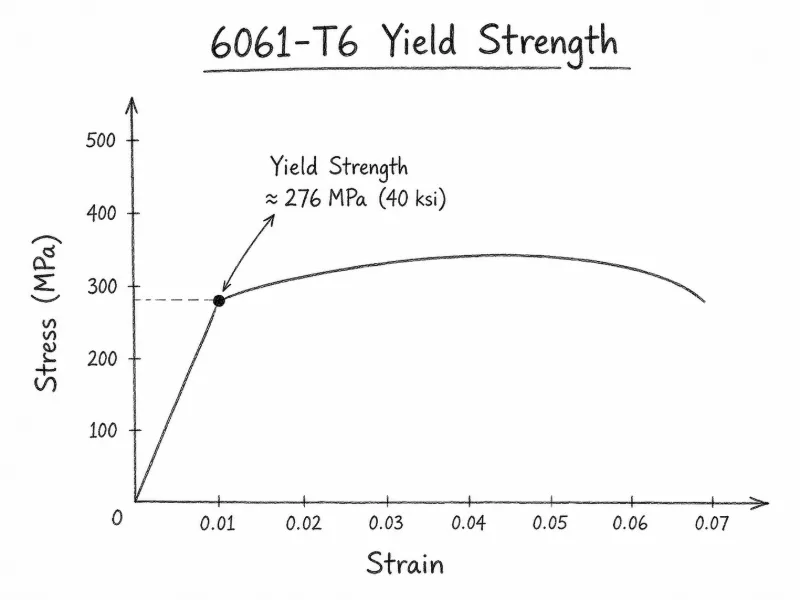
El límite de elasticidad típico del aluminio 6061-T6 es de aproximadamente 240–276 MPa. Representa la tensión a la que el material comienza a sufrir una deformación plástica permanente. Dado que el 6061-T6 no suele presentar una meseta de fluencia claramente definida, los ingenieros suelen utilizar el método de desplazamiento 0,2% y determinan el valor a partir de la curva tensión-deformación obtenida durante un ensayo de tracción.
La relación básica es la siguiente:
Tensión de fluencia (MPa) = Carga de fluencia (N) ÷ Área de la sección transversal original (mm²)
Por ejemplo, si una probeta con un área de sección transversal de 50 mm² alcanza una deformación permanente de 0,21 TP3T bajo una carga de 13 000 N, el límite elástico correspondiente es de aproximadamente 260 MPa.
El límite elástico también se debe principalmente a los precipitados de endurecimiento por envejecimiento formados por magnesio y silicio. Estas partículas finas limitan el deslizamiento de las dislocaciones, por lo que el material debe soportar una tensión mayor antes de que comience la deformación permanente. Un envejecimiento artificial insuficiente o un engrosamiento excesivo de los precipitados pueden reducir el límite elástico.
El límite elástico relativamente alto ayuda a que las piezas de 6061-T6 resistan la deformación permanente causada por las fuerzas de sujeción y corte. Esto hace que el material sea adecuado para bases de fijación, placas de unión y componentes estructurales sometidos a cargas de montaje. Sin embargo, las piezas de paredes delgadas, alargadas o sin soporte local pueden seguir presentando abolladuras, deformaciones o errores dimensionales si la presión de sujeción se concentra en exceso.
Resistencia al cizallamiento y fuerza de corte
La resistencia al corte típica del aluminio 6061-T6 es de aproximadamente 190–210 MPa. La resistencia al cizallamiento describe la capacidad del material para resistir la rotura cuando actúan fuerzas paralelas en direcciones opuestas. Normalmente se mide mediante un ensayo de cizallamiento simple o ensayo de doble cizallamiento.
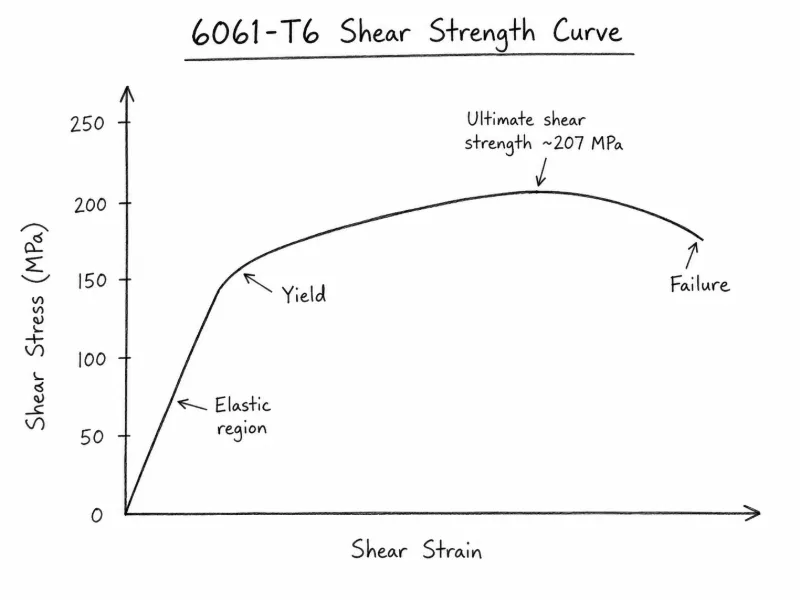
El cálculo es el siguiente:
Resistencia al corte (MPa) = Carga máxima de corte (N) ÷ Área efectiva de corte (mm²)
Por ejemplo, si el área efectiva de corte es de 40 mm² y la carga máxima de corte es de 8.000 N, la resistencia al corte es de 200 MPa. En un ensayo de doble corte, hay dos planos de corte, por lo que las áreas de ambos planos deben incluirse en el cálculo.
La resistencia al cizallamiento depende de la matriz de aluminio, de los precipitados de refuerzo de Mg₂Si, de pequeñas cantidades de cobre y de la estructura granular. Los precipitados finos y distribuidos uniformemente mejoran la resistencia a la deformación por cizallamiento, mientras que las partículas gruesas de fase secundaria pueden convertirse en puntos locales de inicio de grietas.
El corte CNC consiste, básicamente, en eliminar material mediante la deformación por cizallamiento y la separación del material por delante del filo de corte. Por lo tanto, la resistencia al cizallamiento guarda una relación relativamente directa con la fuerza de corte, la formación de virutas y la carga del husillo. Al mecanizar ranuras estrechas, bordes de orificios o secciones delgadas, una herramienta desafilada o una velocidad de avance excesiva pueden aumentar la aparición de rebabas, el desgarro de los bordes y la deformación local.
Dureza Brinell y carga de la herramienta
La dureza Brinell típica del aluminio 6061-T6 es de aproximadamente 95 HBW, lo que se considera un nivel medio-alto entre las aleaciones de aluminio más utilizadas. La sigla HBW indica que el valor de dureza se midió utilizando un indentador de bola de carburo de tungsteno. No se trata de una unidad de tensión como el MPa o el N/mm².
Durante el ensayo, se presiona una bola de carburo de tungsteno contra la superficie del material con una fuerza determinada. Tras retirar la carga, se mide el diámetro medio de la indentación y se calcula la dureza a partir de la fuerza de ensayo, el diámetro de la bola y el tamaño de la indentación. La fuerza de ensayo se expresa en newtons (N), los diámetros de la bola y de la hendidura en milímetros (mm), y el tiempo de contacto en segundos (s).
Un resultado completo puede expresarse de la siguiente manera:
95 HBW 10/500/30
Dónde:
El número 10 indica que el diámetro del indentador es de 10 mm
500 indica el nivel de fuerza de ensayo
30 indica un tiempo de permanencia de 30 s
La dureza del 6061-T6 se debe principalmente a los precipitados finos formados por magnesio y silicio. Una pequeña cantidad de cobre puede potenciar la respuesta al endurecimiento por envejecimiento, mientras que el cromo ayuda a controlar la estructura del grano y la recristalización. El hierro no es un elemento de refuerzo principal, y unas fases de hierro-silicio excesivamente gruesas pueden reducir la ductilidad y la uniformidad de la superficie tras el mecanizado.
Una dureza de aproximadamente 95 HBW confiere al 6061-T6 una resistencia razonable a la indentación y ayuda a mantener limpios los bordes de los orificios, las roscas y los perfiles mecanizados. En el mecanizado CNC, la dureza influye en la penetración de la herramienta y en el desgaste del filo. A medida que la herramienta se va desafilando, el proceso puede pasar de un corte limpio a un roce y una compresión, lo que aumenta la acumulación de material en el filo, las rebabas, los desgarros superficiales y la variación dimensional.
Resistencia a la fatiga y calidad de la superficie
La resistencia a la fatiga típica del aluminio 6061-T6 es de aproximadamente 95–100 MPa, pero este valor debe interpretarse siempre junto con el número de ciclos de carga especificado. Las aleaciones de aluminio no suelen tener un límite de fatiga permanente claramente definido, por lo que la resistencia a la fatiga no debe utilizarse sin tener en cuenta el número de ciclos.
El comportamiento frente a la fatiga se mide normalmente mediante ensayos de carga cíclica de flexión-rotación o axial. Las probetas se someten repetidamente a diferentes niveles de tensión, se registra el número de ciclos hasta la rotura y se traza una curva S-N. En esta curva, S representa la tensión cíclica en MPa, mientras que N representa el número de ciclos hasta la rotura.
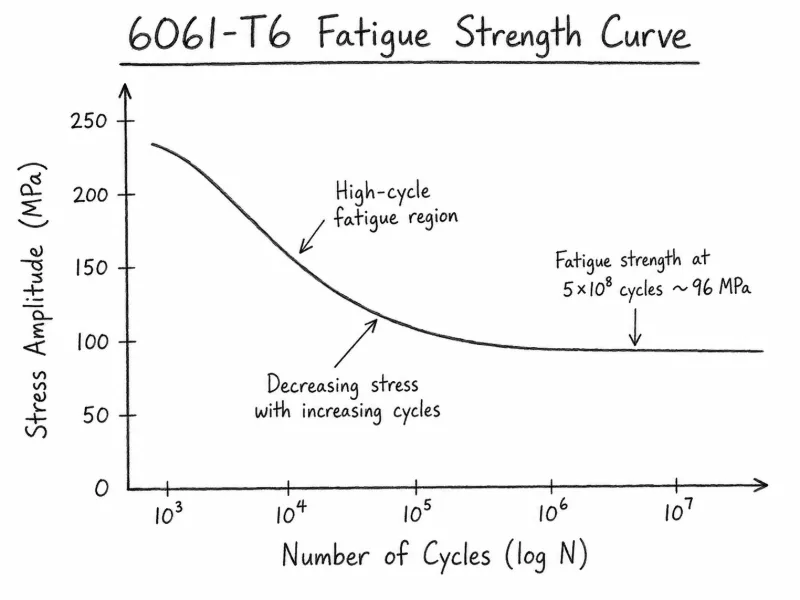
La tensión cíclica se puede calcular a partir de la carga y el área de la sección transversal:
Tensión cíclica (MPa) = Carga cíclica (N) ÷ Área efectiva de la sección transversal (mm²)
El comportamiento frente a la fatiga no solo se ve influido por los precipitados de refuerzo de magnesio-silicio, sino también por el tamaño del grano, las partículas gruesas de fase secundaria, las inclusiones y los defectos superficiales. Los precipitados finos y distribuidos uniformemente contribuyen a reforzar la matriz, mientras que las partículas gruesas y las inclusiones pueden convertirse en puntos de inicio de grietas por fatiga.
En el caso de los componentes mecanizados con CNC sometidos a vibraciones, movimientos alternativos o cargas alternas, las marcas profundas de la herramienta, las rebabas en los bordes de los orificios, los arañazos y las esquinas afiladas pueden provocar concentraciones de tensiones. Por lo tanto, las piezas de 6061-T6 utilizadas en conectores robóticos, soportes antivibratorios y estructuras de montaje sometidas a cargas repetidas requieren un control minucioso de la velocidad de avance en el acabado, la excentricidad de la herramienta, el biselado y la calidad del desbarbado.
Cómo influye la resistencia en el corte CNC
Las diferentes propiedades de resistencia del 6061-T6 influyen en Mecanizado CNC de diferentes maneras. La resistencia a la tracción refleja la capacidad general de soportar cargas; el límite elástico está relacionado con la deformación permanente; la resistencia al cizallamiento influye en la fuerza necesaria para separar el material; y la dureza afecta al agarre de la herramienta, a la fricción y al desgaste del filo.
En comparación con el aluminio puro, el 6061-T6 presenta una mayor resistencia al corte, aunque esta sigue siendo significativamente inferior a la del acero. Por lo tanto, resulta muy adecuado para el fresado y torneado CNC a alta velocidad. Las piezas estructurales estándar suelen mantener perfiles estables, mientras que las paredes delgadas, las cavidades profundas y los voladizos largos pueden seguir experimentando desplazamientos, recuperación elástica o vibraciones debido a una rigidez local limitada.
Estos valores de resistencia no pueden convertirse directamente en velocidades fijas del husillo ni en velocidades de avance. La fuerza de corte real también depende del diámetro de la herramienta, el número de canales, el ángulo de inclinación, el saliente de la herramienta, la profundidad axial de corte y la anchura radial de corte.

Parámetros de fresado CNC para el 6061-T6
Cuando se utilice una fresa de carburo macizo de 2 o 3 canales, afilada y diseñada para aluminio, se pueden emplear los siguientes parámetros generales de arranque:
| Parámetros de mecanizado | Desbaste | Acabado |
| Velocidad de corte | 250–600 m/min | 300–800 m/min |
| Avance por diente | 0,03–0,12 mm/diente | 0,01–0,06 mm/diente |
| Profundidad de corte axial | 0,3–1,0 × el diámetro de la herramienta | 0,1–0,5 mm |
| Ancho radial de corte | 10%–40% × diámetro de la herramienta | 2%–10% × diámetro de la herramienta |
Unas velocidades de avance más altas y unas profundidades de corte mayores pueden mejorar las tasas de eliminación de material, pero también aumentan la fuerza de corte y la carga sobre la herramienta. Al mecanizar piezas de paredes delgadas, con cavidades profundas o de alta precisión, reducir el contacto radial y la carga de corte por pasada puede ayudar a limitar el desplazamiento de la pieza y la deflexión de la herramienta.
Estos valores solo deben utilizarse como referencia inicial. Los ajustes finales deben adaptarse en función del diámetro de la herramienta, el número de canales, la rigidez de la máquina, el saliente de la herramienta y las condiciones de sujeción.
Selección de herramientas y lubricación
Las herramientas de carburo de 2 o 3 canales, afiladas y diseñadas para el aluminio, suelen ser adecuadas para el mecanizado del 6061-T6. Los canales de viruta amplios y los filos de corte afilados ayudan a reducir la fuerza de corte, la acumulación de material en el filo y la formación de rebabas.
La lubricación con cantidad mínima (MQL) puede reducir la fricción entre la herramienta y la pieza de trabajo, al tiempo que ayuda a controlar el desgaste de la herramienta y la rugosidad de la superficie. Los experimentos realizados al respecto indican que la velocidad de avance y la profundidad de corte influyen de manera significativa en la calidad de la superficie mecanizada del 6061-T6, mientras que la velocidad del husillo y el caudal de lubricante también deben ajustarse conjuntamente.
En determinadas circunstancias MQL En las condiciones de ensayo, las herramientas de carburo recubiertas con una doble capa de TiAlN+TiN arrojaron resultados favorables en cuanto a la rugosidad superficial. Sin embargo, en la producción real, la selección de la herramienta debe seguir basándose en la geometría de la misma, las condiciones de la máquina y los parámetros de corte seleccionados.
Control de la deformación durante el mecanizado
El 6061-T6 tiene un límite elástico relativamente alto, pero las piezas de paredes delgadas y los componentes que requieren una eliminación considerable de material pueden deformarse debido a las fuerzas de corte, la presión de sujeción y los cambios en el equilibrio de las tensiones internas.
Entre los métodos de control habituales se incluyen:
Aplicar una presión de sujeción uniforme y moderada
Refuerzo de zonas de paredes delgadas y sin soporte
Retirar material de forma simétrica
Separar el desbaste y el acabado en distintas fases
Dejar un margen de acabado uniforme
Mecanizar las dimensiones críticas en último lugar
El objetivo principal de estas medidas es reducir las cargas de corte concentradas y limitar la recuperación elástica y la variación dimensional tras el mecanizado.
Cómo mecaniza Weldo las piezas de 6061-T6
Mecanizado Weldo determina las herramientas, el método de sujeción y la secuencia de mecanizado en función del espesor de la pared, el volumen de material a retirar, las tolerancias críticas y los requisitos de carga de cada componente de 6061-T6.
En el caso de piezas de paredes delgadas, cavidades profundas y alta planitud, se suele recurrir a la eliminación de material por etapas y al acabado con baja carga para reducir la influencia de la fuerza de corte en las dimensiones y la calidad de la superficie. Tras el mecanizado, se pueden inspeccionar las dimensiones críticas, las posiciones de los orificios y la rugosidad de la superficie para comprobar que cumplen los requisitos del plano.
Conclusión
La resistencia a la tracción, el límite elástico, la resistencia al cizallamiento, la resistencia a la fatiga y la dureza del 6061-T6 le permiten cumplir los requisitos de carga de muchos componentes estructurales ligeros, al tiempo que mantiene una buena maquinabilidad CNC.
En el mecanizado práctico, la resistencia al corte y la dureza influyen principalmente en la fuerza de corte y la carga de la herramienta; el límite elástico está relacionado con la deformación permanente, y la resistencia a la fatiga está estrechamente relacionada con la integridad de la superficie mecanizada. Es necesario un control adecuado de las herramientas, los parámetros de corte, la sujeción y la secuencia de mecanizado para aprovechar al máximo las ventajas de resistencia del aluminio 6061-T6.