

El anodizado no puede ocultar los problemas superficiales de una pieza. Al contrario, a menudo hace más visibles las marcas de mecanizado, los arañazos, la contaminación por aceite, las huellas dactilares, las diferencias en la estructura del material, el granallado desigual, las rebabas y la corrosión local. Muchos defectos, como las variaciones de color, los puntos negros, las marcas blancas, las picaduras, las quemaduras o el mal sellado, no se deben únicamente al proceso de anodizado. Suelen ser el resultado de la combinación de las condiciones del material, las soluciones químicas, los parámetros eléctricos y las operaciones de producción.
Por lo tanto, para obtener siempre piezas de aluminio anodizado de alta calidad, el control de calidad no debe esperar hasta la inspección final. Debe comenzar antes de la fase de anodizado electrolítico.

Defectos comunes del anodizado y su aspecto
En los últimos 15 años, Weldo Machining ha fabricado un gran número de piezas de aluminio anodizado para clientes de electrónica, equipos de automatización, robótica, dispositivos médicos y maquinaria industrial. A través de los comentarios de los clientes, los casos de retrabajo y los problemas de calidad de producción en masa, hemos resumido los problemas de acabado superficial que se observan con más frecuencia en nuestro departamento de inspección de calidad, como se muestra a continuación.
| Tipo de defecto | Aspecto común | Diagnóstico inicial |
|---|---|---|
| Variación del color | Las piezas de un mismo lote presentan tonalidades diferentes; el anodizado negro parece gris o amarillo; los colores varían según los lotes. | Problemas de lote de material, grosor del revestimiento, granallado, teñido o consistencia del sellado. |
| Puntos negros / marcas blancas | Puntos negros, marcas blancas, manchas de agua, manchas locales o blanqueamiento cerca de agujeros y bordes. | Residuos de aceite, limpieza insuficiente, líquido atrapado en los orificios, inclusiones de material, sellado deficiente |
| Líneas ásperas / marcas de mecanizado | Las marcas de herramientas, las marcas de vibración, las líneas longitudinales o la textura local irregular permanecen visibles después del anodizado. | Calidad de la superficie mecanizada, marcas de fijación, corrosión ácida o granallado irregular. |
| Picaduras / pequeñas picaduras | Pequeñas depresiones o defectos punteados en la superficie, zonas roscadas o cerca de las aberturas de los orificios. | Defectos de mecanizado, rebabas, corrosión local, decapado ácido o alcalino excesivo. |
| Superficie ardiente / gris | Los bordes o zonas locales se vuelven grises, negros, ásperos o pulverulentos. | Concentración de corriente, bordes afilados, mal contacto de la cremallera, temperatura anormal del baño |
| Decoloración / poca resistencia a la corrosión | El color se destiñe, se aclara, la superficie se mancha con facilidad o no supera la prueba de niebla salina. | Teñido inestable, sellado insuficiente, método de sellado inadecuado |
| Marcas de bastidor / arañazos de manipulación | Marcas de contacto, marcas de pinzas, arañazos, abolladuras o marcas de presión del embalaje en las superficies cosméticas. | Ubicación incorrecta de la estantería, mala fijación, manipulación o protección del embalaje insuficientes |
4 causas principales de los defectos de anodizado y cómo prevenirlos
Problemas relacionados con los materiales
El material es la base de la calidad del anodizado. Incluso cuando el proceso de anodizado es exactamente el mismo, los distintos grados de aluminio, lotes de material, estructuras de grano y microestructuras del metal base pueden dar lugar a resultados de anodizado diferentes.
Efecto del grado de aleación de aluminio
Las distintas aleaciones de aluminio contienen diferentes cantidades de magnesio, silicio, cobre, zinc, hierro y otros elementos. Estos elementos afectan directamente al color, el brillo, la uniformidad y la resistencia a la corrosión tras el anodizado.
| Aleación de aluminio | Rendimiento de anodizado | Recomendación |
| 6061 | Buen rendimiento general | Adecuado para la mayoría de las piezas de aluminio mecanizado anodizado |
| 6063 | Buen aspecto estético | Adecuado para piezas decorativas y cosméticas |
| 6082 | Rendimiento de anodizado relativamente estable | Adecuado para piezas estructurales y mecánicas |
| 7075 | Alta resistencia, pero el color tiende a ser más oscuro | Adecuado para piezas funcionales; mayor riesgo de variación cosmética del color |
| 2024 | Alto contenido en cobre, mayor riesgo cosmético y de corrosión | No recomendado para piezas anodizadas de alta cosmética |
| ADC12 / A380 | Alto contenido en silicio, con tendencia al aspecto gris, negro o moteado. | No apto para anodizado cosmético de alta calidad |
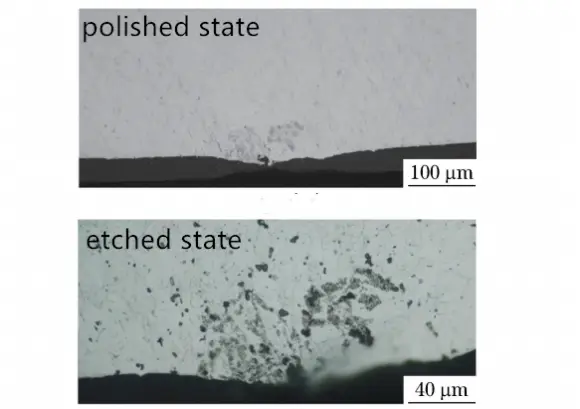
Lote de material y diferencias de microestructura
Incluso con el mismo grado de 6061, diferentes proveedores, lotes o condiciones de tratamiento térmico pueden causar variaciones visibles de color después del anodizado. En el caso de varias piezas cosméticas utilizadas en el mismo producto, la mezcla de lotes de material puede provocar fácilmente diferencias de color gris, negro o amarillento.
La microestructura del material también afecta a los resultados del anodizado. Las inclusiones superficiales, la distribución anormal de los dispersoides o las diferencias de grano pueden causar manchas negras, rayas, variaciones de color, moteado o aspecto bicolor.
Dado que la causa raíz procede del propio material, estos defectos no suelen poder resolverse completamente ajustando los parámetros de tintura o sellado.
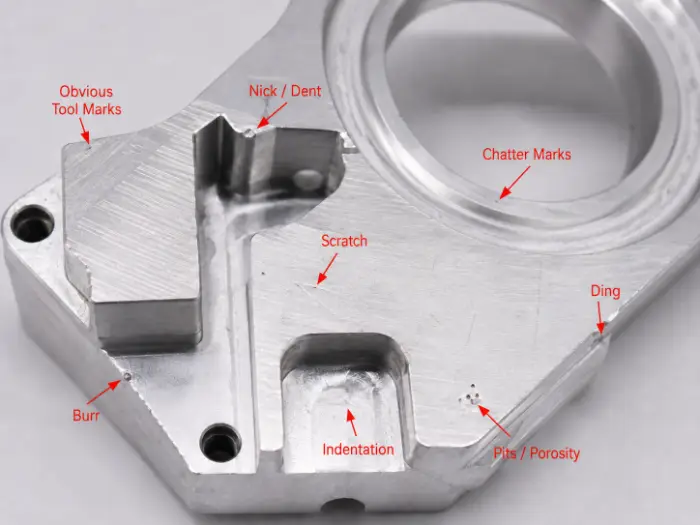
Defectos de mecanizado
Muchos defectos de anodizado se originan durante el mecanizado. Por ejemplo, marcas de herramientas, rebabas, defectos de roscado, abolladuras de fijación y corrosión local formada durante el mecanizado. Fresado CNC pueden hacerse más evidentes tras el anodizado.
Algunos ejemplos típicos son:
- Las líneas de mecanizado elevadas pueden sufrir corrosión local durante el decapado ácido o el pulido químico, formando líneas rugosas después del anodizado.
- Los defectos o rebabas de la rosca pueden corroerse y aparecer como picaduras después del anodizado.
- Las abolladuras de la fijación pueden convertirse en diferencias de color visibles o en marcas oscuras después del anodizado.
- Las marcas profundas de las herramientas pueden permanecer visibles incluso después del granallado.
- Las rebabas alrededor de los orificios, los fondos de las ranuras y los bordes afilados pueden provocar bordes ennegrecidos, picaduras o anomalías locales en el revestimiento después del anodizado.
El anodizado no es un proceso para ocultar defectos de mecanizado. Las superficies cosméticas deben ser estables, estar limpias y no presentar defectos evidentes antes del anodizado.
Soluciones
- Para piezas de alta cosmética, dé prioridad al 6061 o 6063 y evite los materiales de aluminio fundido a presión como ADC12 y A380.
- Utilice el mismo lote de material para las piezas cosméticas del mismo producto siempre que sea posible para reducir la variación de color tras el anodizado.
- Para los materiales de mayor riesgo, como 7075 y 2024, realice un anodizado de prueba antes de la producción en serie para verificar el color y el aspecto.
- Si tras el mecanizado se observan marcas de herramientas, arañazos, rebabas o bordes afilados, repárelos mediante rectificado, biselado, repasado o remecanizado antes de enviar las piezas a anodizar.
- Si se detectan granos gruesos, inclusiones superficiales, microestructura anormal u otros defectos del material, considere cambiar primero el material y, si es necesario, añada la inspección de la microestructura superficial en lugar de ajustar repetidamente los parámetros de anodizado.
Problemas de soluciones químicas
El anodizado no implica sólo un tanque de anodizado. Un proceso completo suele incluir desengrasado, grabado alcalino, desmutado, anodizado, teñido, sellado y múltiples pasos de aclarado. Cualquier condición anormal en estas soluciones puede causar defectos finales.
Desengrase y limpieza insuficientes
Si no se elimina completamente el líquido de corte, el aceite, el antioxidante, las huellas dactilares o el compuesto de pulido de las piezas de aluminio mecanizadas, puede interferir en la formación de la película de óxido. Esto puede causar manchas negras, marcas blancas, tintes desiguales, zonas locales sin recubrimiento o manchas de agua después del sellado. Las zonas complejas como orificios, ranuras, roscas y cavidades internas son más propensas a retener contaminantes y soluciones de procesado, lo que las hace más propensas a marcas blancas, corrosión o anomalías de color.
Grabado alcalino, decapado ácido o desmutado anormales
El grabado alcalino suele utilizarse para eliminar la capa de óxido natural, la contaminación lumínica y las irregularidades locales de la superficie. La solución de hidróxido de sodio es un medio habitual. Sin embargo, si no se controlan bien los parámetros del grabado alcalino, el decapado ácido o el pulido químico, pueden atacar en exceso el sustrato de aluminio. Por ejemplo, un grabado alcalino excesivo puede aumentar la rugosidad de la superficie, mientras que un decapado ácido excesivo puede causar corrosión local.
Además, después del grabado alcalino, la superficie de aluminio puede retener residuos grises oscuros formados por silicio, cobre, hierro, zinc u otros elementos de aleación. Si el desmutado es insuficiente, estos residuos pueden interferir con el crecimiento uniforme de la película de óxido y causar puntos negros, manchas grises, moteado o tintado desigual.
Electrolito de anodizado, solución de teñido y solución de sellado anómalos
El anodizado de tipo II suele utilizar un electrolito de ácido sulfúrico, con un espesor de revestimiento típico de unos 5-25 μm. El anodizado duro de tipo III requiere una temperatura más baja, una mayor densidad de corriente y un control más estricto del proceso, con un espesor de revestimiento típico de unos 25-75 μm.
Si la concentración de electrolito, la temperatura, el nivel de impurezas o las condiciones del baño son anormales, pueden provocar un espesor de revestimiento inestable, una superficie gris, quemaduras, un revestimiento suelto, un color inestable o una menor resistencia a la corrosión.
Las soluciones de tintura y sellado también afectan a la calidad final. Unos parámetros de tintura inestables pueden provocar variaciones de color. Un sellado insuficiente puede provocar decoloración, manchas, marcas de agua o menor resistencia a la corrosión.
Los métodos de sellado más comunes son:
| Método de sellado | Medio común | Aplicación |
| Sellado de agua caliente | Agua desionizada hirviendo o casi hirviendo | Anodizado transparente y protección general contra la corrosión |
| Sellado de acetato de níquel | Solución de acetato de níquel | Anodizado negro y teñido de color |
| Sellado en frío | Sistema a base de fluoruro de níquel | Anodizado decorativo de gran volumen |
| Sellado con dicromato | Solución de dicromato | Aplicaciones especiales resistentes a la corrosión, aeroespaciales o militares |
El anodizado teñido de Tipo II suele requerir sellado para mejorar la estabilidad del color y la resistencia a la corrosión. El sellado del anodizado duro de Tipo III depende de la aplicación. La decisión debe sopesar la resistencia al desgaste y la resistencia a la corrosión.
Soluciones
- La solución desengrasante debe eliminar eficazmente el líquido de corte, el aceite, las huellas dactilares y los compuestos de pulido.
- El tiempo de grabado alcalino y decapado ácido no debe ser demasiado largo para evitar una corrosión excesiva de la superficie.
- El desmuflado debería ser suficiente, especialmente para 7075, 2024 y materiales que contengan silicio.
- Los baños de anodizado con ácido sulfúrico deben controlar la concentración, la temperatura y los niveles de impurezas.
- La solución de sellado debe controlar el pH, la temperatura, el tiempo y la calidad del agua para garantizar la estabilidad del color y la resistencia a la corrosión.
Problemas con los parámetros eléctricos
El anodizado es un proceso electroquímico. La corriente, el voltaje, el tiempo, la temperatura, el contacto eléctrico y la distribución de la corriente afectan a la calidad del revestimiento.
Densidad de corriente y control de temperatura inadecuados
Una densidad de corriente excesiva puede provocar reacciones demasiado rápidas en esquinas afiladas, paredes finas y zonas con poco contacto eléctrico, lo que provoca quemaduras, superficies grises, asperezas o recubrimientos pulverulentos. En el anodizado duro, el control de la temperatura del baño es especialmente importante. Una temperatura excesiva puede alterar el equilibrio entre el crecimiento y la disolución de la película de óxido.
Control inadecuado del tiempo de anodizado y del espesor del revestimiento
Anodizado El espesor depende del tiempo, la densidad de corriente, la aleación y el estado del baño. Si el tiempo es demasiado corto, el revestimiento puede ser demasiado fino, lo que reduce la resistencia a la corrosión y la absorción del tinte. Si el tiempo es demasiado largo, el revestimiento puede volverse demasiado grueso, provocando una desviación dimensional, un aumento de la rugosidad o un color más oscuro.
El anodizado de tipo II suele tener un grosor de capa de entre 5 y 25 μm y es adecuado para el aspecto, la protección contra la corrosión y el teñido. El anodizado duro de tipo III suele tener un grosor de 25-75 μm y es adecuado para la resistencia al desgaste, el aislamiento y el refuerzo funcional.
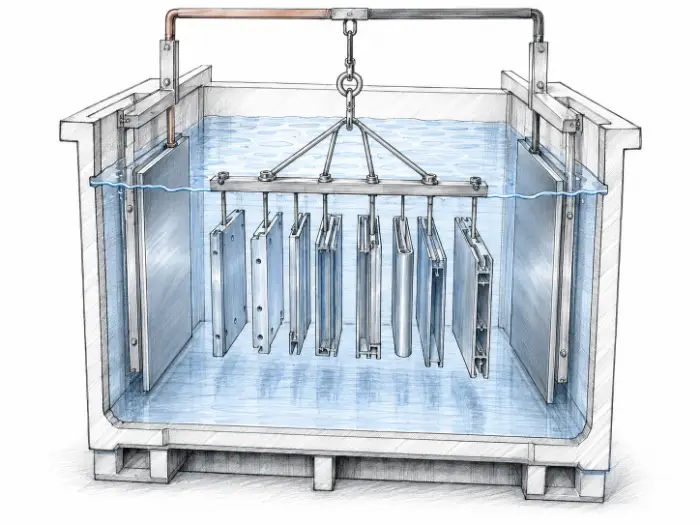
Mal contacto eléctrico
Los bastidores no sólo sirven para sujetar piezas, sino también para la conducción eléctrica. Si el área de contacto de las cremalleras es demasiado pequeña, los puntos de contacto están sueltos o una capa de óxido existente afecta a la conductividad, las piezas pueden mostrar zonas locales sin recubrimiento, un grosor desigual, anomalías de color, quemaduras locales o ennegrecimiento cerca de los puntos de las cremalleras.

Soluciones
- Calcule la corriente adecuada en función de la superficie de la pieza y controle la densidad de corriente y la temperatura del baño para evitar quemaduras y anomalías de revestimiento en bordes y paredes finas.
- Optimice el bastidor y el contacto eléctrico para garantizar una conductividad estable, mejorar la distribución de la corriente y reducir el grosor desigual o las diferencias locales de color.
- Controle el tiempo de anodizado en función de los requisitos de espesor, confirme si se puede conseguir el espesor requerido en orificios profundos, ranuras estrechas y cavidades internas, y considere la compensación dimensional por adelantado.
Errores operativos
Además del material, las soluciones químicas y los parámetros eléctricos, las operaciones manuales y el control del proceso también pueden causar defectos de anodizado, especialmente en piezas cosméticas y piezas anodizadas en negro.
Pretratamiento superficial inconsistente
El granallado, el cepillado y el pulido afectan directamente a la consistencia del color y el aspecto tras el anodizado. Unos parámetros de granallado inconsistentes pueden causar diferencias en el brillo y el color. Las piezas cepilladas deben mantener la misma dirección del grano. Las piezas pulidas deben limpiarse a fondo para eliminar el compuesto de pulido y la cera; de lo contrario, pueden producirse tintes desiguales, manchas o anomalías en el revestimiento.
Aclarado y secado insuficientes
El aclarado y el secado después del anodizado afectan directamente al aspecto final y a la resistencia a la corrosión. Si el líquido de procesado permanece en agujeros, ranuras, roscas o cavidades internas, puede causar marcas blancas, manchas de agua, corrosión, tintado desigual o mal sellado. Los agujeros profundos, los agujeros ciegos y las estructuras complejas deben someterse a un control adicional de aclarado, soplado y secado.
Enmascaramiento y planificación inadecuados
Algunas zonas de las piezas de aluminio mecanizadas, como las roscas, los orificios de los cojinetes, las superficies de conexión a tierra, las superficies de ajuste a presión y las superficies de sellado, a menudo necesitan enmascararse de acuerdo con los requisitos funcionales. Una mala planificación del enmascarado puede provocar cambios dimensionales, problemas de montaje, reducción de la conductividad eléctrica o marcas de cremallera en las superficies estéticas.
Manipulación y envasado deficientes
Muchas piezas anodizadas son aceptables una vez finalizado el proceso, pero se rayan o contaminan durante la inspección, el traslado, el embalaje o el envío. Esto es especialmente evidente en las piezas anodizadas negras, donde ligeros arañazos, abolladuras o roces entre piezas pueden dejar al descubierto el aluminio brillante que hay debajo.
Soluciones
- Confirme la ubicación de las marcas de la cremallera antes de anodizar.
- Enmascarar las roscas, los orificios de los cojinetes, las superficies de sellado, las superficies de conexión a tierra y las superficies de ajuste a presión según sea necesario.
- El aclarado y el secado deben cubrir los orificios, las ranuras y las cavidades internas.
- Las piezas anodizadas en negro no deben rozar directamente entre sí.
- Las piezas cosméticas deben utilizar envases individuales, separadores blandos o bandejas blíster.

Requisitos que deben definirse en los planos y las órdenes de compra
En el caso de las piezas de aluminio mecanizadas, escribir únicamente “anodizado” o “anodizado negro” en un plano o un pedido no suele ser suficientemente claro. Para evitar variaciones de color, espesores de revestimiento incoherentes, problemas dimensionales, decoloración del color o problemas de montaje, deben definirse al menos los seis requisitos siguientes.
Tipo de anodizado: Definir claramente el tipo de anodizado, como Tipo II, Tipo III, anodizado transparente, anodizado negro o anodizado bronce, porque a diferentes procesos corresponden diferentes requisitos de aspecto, protección contra la corrosión, resistencia al desgaste y funcionalidad.
Espesor del revestimiento: El espesor del revestimiento afecta a la resistencia a la corrosión, la resistencia al desgaste, el color y las dimensiones. En el plano debe especificarse la gama de espesores. Para el anodizado duro, deben considerarse al mismo tiempo la tolerancia dimensional y la holgura de montaje.
Calidad del material: Especifique claramente el grado de aleación de aluminio y utilice el mismo lote de material siempre que sea posible. Esto ayuda a mejorar la consistencia del color tras el anodizado y reduce la variación de color.
Estándar de apariencia: Definir claramente los requisitos cosméticos y de color. Se recomienda una muestra aprobada como norma de aceptación.
Requisito de sellado: Defina claramente si es necesario el sellado y qué método de sellado debe utilizarse, porque la calidad del sellado afecta directamente a la estabilidad del color, la resistencia a las manchas y la resistencia a la corrosión.
Requisitos de enmascaramiento y dimensiones: Defina claramente las zonas que necesitan enmascaramiento y los requisitos dimensionales finales para evitar que la capa anodizada afecte a la precisión del montaje o a la conductividad eléctrica.
Ejemplo de especificación simplificada
Material: Aluminio 6061-T6
Proceso: Anodizado negro con ácido sulfúrico de tipo II
Espesor del revestimiento: 10-15 μm
Color: Igual a la muestra aprobada
Sellado: Se requiere sellado de acetato de níquel
Enmascaramiento: Las roscas y los orificios de los cojinetes deben enmascararse
Conclusión
Los defectos de anodizado rara vez se deben a un único factor. Suelen ser el resultado combinado del estado del material, los parámetros del proceso, el tratamiento químico y las operaciones de producción. Sólo controlando todo el proceso, desde la preparación del mecanizado hasta la manipulación posterior al anodizado, se puede conseguir un aspecto estable y un rendimiento funcional.
Para reducir estos defectos, es mejor trabajar con una fábrica de mecanizado integral con experiencia como Mecanizado Weldo. Esto ayuda a garantizar una mayor estabilidad de las piezas personalizadas y la calidad de la superficie. Si desea obtener más información o comparar citas, No dude en ponerse en contacto con nosotros.









{kind=link}
{kind=link}