

Usinage du fil edm
Nos professionnels Service d'usinage par électroérosion à fil peut répondre aux exigences d'usinage de pièces de haute précision et de forme complexe, sans contrainte de coupe.
Tolérance: ±0,001 pouce
Gamme de prix : 20~500 USD/PCs
Matériau d'usinage :
- Aluminium
- Acier inoxydable
- Carbure
- Acier
- Titane
- Cuivre
- Laiton
- tungstène
- molybdène
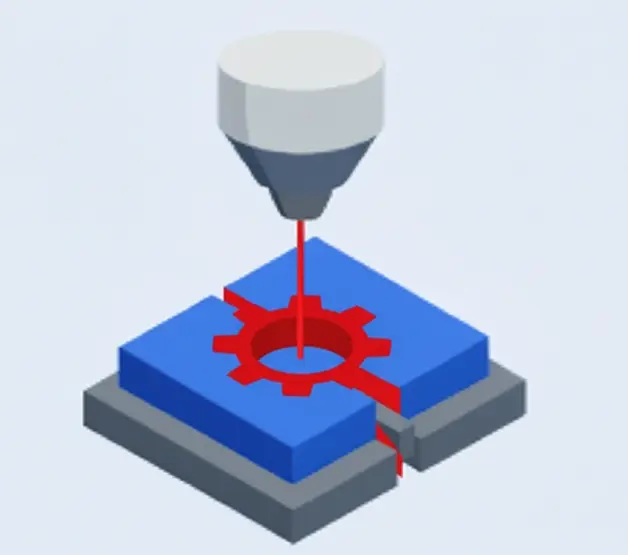
Qu'est-ce que l'usinage par électroérosion à fil ?
L'électroérosion à fil (EDM) est un procédé d'usinage de précision qui utilise un fil métallique fin (généralement en cuivre ou en molybdène) pour créer des étincelles électriques entre le fil et la pièce à usiner. Les étincelles font fondre ou vaporisent le matériau, ce qui permet une coupe précise. L'électroérosion à fil est largement utilisée pour l'usinage de formes complexes, de pièces de haute précision et de matériaux durs dans des secteurs tels que la fabrication de moules, l'aérospatiale et l'automobile. Ses principaux avantages sont l'absence d'usure de l'outil et une grande précision.
L'électroérosion est divisée en fil rapide, fil lent et fil moyen EDM
Matériau pour l'usinage par électroérosion à fil
L'usinage par électroérosion à fil permet de traiter des matériaux conducteurs d'une grande dureté, de formes complexes ou difficiles à traiter par l'usinage traditionnel.
Matériau :

Aluminium
L'aluminium est un matériau largement utilisé pour l'usinage de précision en raison de sa faible densité, de sa bonne solidité et de sa résistance à la corrosion. Il est couramment utilisé dans l'aérospatiale, les implants biomédicaux et les pièces automobiles.
Couleur : Argent.
Les types : Aluminium 6061、7075、2024、5052、6063 et MIC-6.
Finition de la surface : Polissage, brossage, sablage, chromage, anodisation, galvanisation, revêtement par poudre, gravure au laser.
Délai de livraison : 1-5 jours.
")
Acier inoxydable
L'acier inoxydable offre une excellente résistance à la corrosion et une surface lisse et facile à nettoyer. Il est largement utilisé dans les équipements de cuisine, les appareils médicaux, la construction et les pièces automobiles.
Couleur : Argent.
Les types : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finition de la surface : Polissage, brossage, sablage, galvanoplastie, pulvérisation, PVD (Physical Vapor Deposition), passivation, décapage, coloration.
Délai de livraison 2 à 5 jours.

Cuivre
Possède une conductivité électrique, une ductilité à la traction et des propriétés antimicrobiennes. Il est principalement utilisé pour la fabrication d'objets d'artisanat, d'articles de décoration et d'équipements médicaux.
Couleur Orange, jaune.
Les types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finition de la surface : Passivation, galvanisation, placage chimique, grenaillage, sablage, traitement chimique du film, polissage, nettoyage brillant.
Délai de livraison : 1-5 jours.

Bronze
Le bronze est un alliage de cuivre et d'étain (souvent avec des éléments comme le plomb ou le zinc) avec un point de fusion bas, une bonne fluidité et une forte résistance à la corrosion. Il est largement utilisé pour les sculptures, les roulements, les engrenages, les valves et les composants marins tels que les hélices, les accessoires de coque et les pompes.
Couleur : or/brun.
Les types : Bronze d'étain, bronze d'aluminium, bronze de béryllium, bronze de silicium, bronze de manganèse.
Finition de la surface : Sablage, polissage, moletage, meulage, passivation, revêtement chimique, coloration par imprégnation, coloration au pinceau/à la bombe, galvanisation, anodisation, revêtement par poudre, brossage.
Délai de livraison : 1-5 jours.

Acier
L'acier est un alliage de fer et de carbone aux propriétés modulables telles que la solidité, la ténacité et la résistance à la corrosion.
Il est largement utilisé pour les pièces mécaniques, les outils de coupe et les composants de moteurs.
Couleur : Argent .
Les types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finition de la surface :Sablage, finition miroir, revêtement PVD, finition brossée, revêtement par pulvérisation, galvanoplastie.
Délai de livraison : 1-5 jours

Magnésium
Le magnésium a une faible densité, une faible dureté et une bonne conductivité thermique. Son rapport résistance/poids est supérieur à celui des alliages d'aluminium et de l'acier, et ses excellentes propriétés d'amortissement le rendent adapté aux applications aérospatiales, automobiles et électroniques.
Couleur : Argent.
Les types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finition de la surface : Revêtement par conversion chimique, anodisation, nickelage, galvanoplastie, revêtement composite, peinture par pulvérisation, revêtement par poudre, revêtement par électrophorèse.
Délai de livraison : 1-5 jours.

Graphite
La conductivité du graphite est utilisée pour le moulage de précision afin d'éviter la pollution par la poussière causée par l'usinage. Il est principalement utilisé pour la fabrication d'électrodes et de moules EDM.
Couleur : Noir.
Finition de la surface : Découpage mécanique, décapage, traitement électrolytique, revêtement, polissage, renforcement de la surface par électroérosion.
Délai de livraison : 3-5 jours

Pièce en céramique conductrice
Les céramiques conductrices, utilisées dans l'aérospatiale et les composants tels que les capteurs et les pièces électroniques, offrent une dureté et une stabilité chimique élevées, mais sont difficiles à usiner.
La décharge pulsée permet un traitement à haute température et sans contact, réduisant les contraintes et les fissures.
Type : Céramiques conductrices oxydes/non-oxydes, céramiques conductrices composites
Couleur : blanc, or, rose, noir, etc.
Délai de livraison : 3-5 jours
Finition de surface pour l'usinage par électroérosion à fil
Les pièces usinées par électroérosion à fil présentent souvent des marques de fusion superficielle et de légères déformations après l'usinage.
Un post-traitement est nécessaire pour améliorer leurs performances et leur apparence.

Finition usinée
Le prototype traité par la machine-outil conserve des traces d'usinage de l'outil.

Anodisation
Améliore la résistance à la corrosion et à l'usure des métaux. Peut être coloré et recouvert d'un revêtement protecteur.

Polonais
Améliore la douceur et l'aspect de la surface des métaux, des céramiques, des plastiques et du PMMA.

Sablage
Utilise des abrasifs à haute pression pour créer une surface propre, rugueuse et mate.

Finition brossée
Ajoute des motifs texturés aux surfaces métalliques, améliorant ainsi l'esthétique.

Revêtement en poudre
L'application électrostatique et le durcissement à chaud permettent de former une couche dense qui améliore la résistance à la corrosion des pièces.

Placage électrolytique finir
Dépose une couche de métal pour améliorer la résistance à la corrosion et à l'usure.

Oxydation noire
Forme un revêtement antireflet peu coûteux sur les surfaces métalliques par simple oxydation chimique.

Alodine
Forme un revêtement résistant à la corrosion par conversion chimique, améliorant l'adhérence et la conductivité.

Traitement thermique
Modifie la microstructure du métal afin d'améliorer la dureté, la solidité, la ténacité et la résistance à l'usure.
Avantage de l'usinage par électroérosion à fil
Haute précision : Il permet d'obtenir une très grande précision jusqu'à ±0,001 mm, ce qui est idéal pour les pièces complexes à haute tolérance.
Non Contact physique : L'usinage sans contact évite l'usure de l'outil et la déformation thermique, et convient à divers matériaux.
Usinage de formes complexes : Permet de réaliser facilement des géométries complexes et des détails fins tels que des petits trous et des coupes étroites.
Convient aux matériaux de haute dureté : Capable d'usiner des matériaux de plus de 60 HRC, y compris le carbure et les alliages de titane.
Pas de contrainte mécanique : Élimine la concentration de contraintes, préservant la stabilité et la précision de la pièce.
Haute qualité de surface : Produit des surfaces lisses avec une faible rugosité, ce qui réduit les besoins de post-traitement.
Fonctionnement stable à long terme : Permet un usinage continu et stable pour une production en grande quantité.
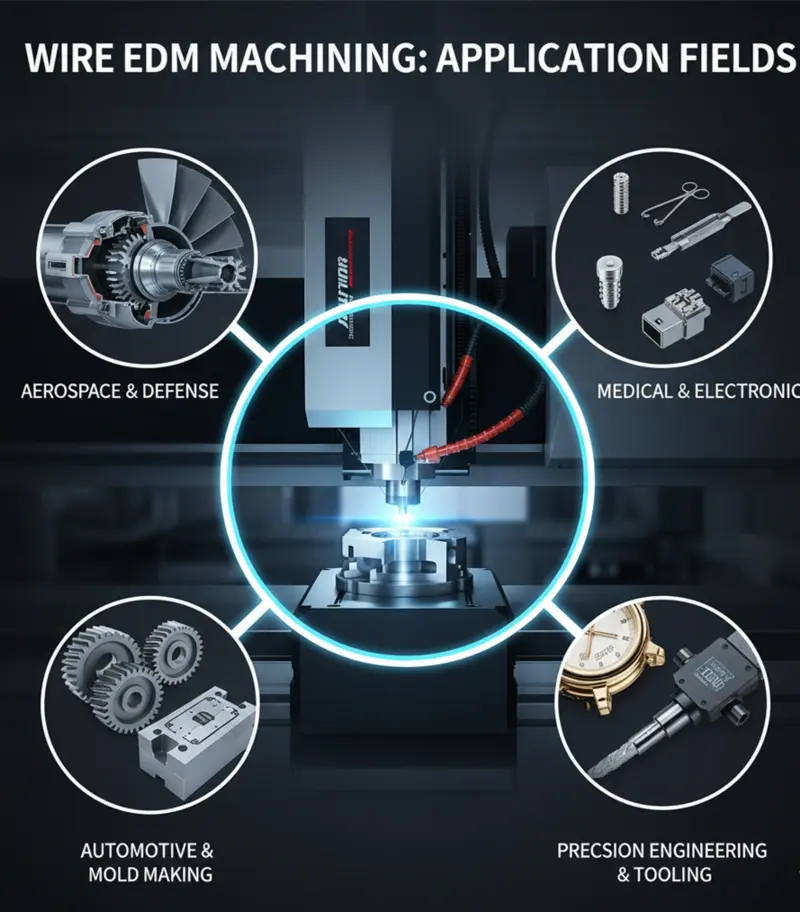
Application de l'usinage des pièces par électroérosion à fil
Fabrication de moules : Produit des composants de moules de haute précision tels que des cavités, des inserts et des canaux de refroidissement.
Aérospatiale : Usine des pièces complexes et de haute précision telles que des composants de moteur, des aubes de turbine et des engrenages.
Automobile : Fabrique des pièces automobiles de précision, notamment des composants de moteur, des orifices de refroidissement et des buses de carburant.
Dispositifs médicaux : Utilisé pour les instruments chirurgicaux de haute précision et les équipements dentaires avec une excellente finition de surface.
Machines de précision : Production d'engrenages, de roulements et d'outils de coupe à géométrie complexe et de haute précision.
Industrie de l'énergie : Crée des pièces très résistantes à la corrosion pour des applications dans les domaines de l'énergie nucléaire et de l'énergie éolienne.
Travail des métaux et art : Permet de réaliser des gravures complexes et des motifs décoratifs pour la bijouterie et les travaux artistiques.
FAQ sur l'usinage par électroérosion à fil
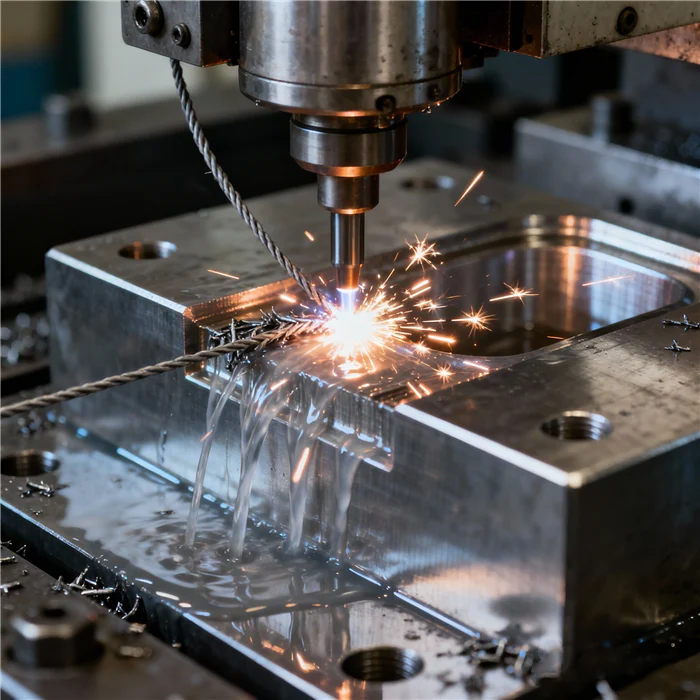
Quel est le principe de fonctionnement de l'électroérosion à fil ?
L'électroérosion à fil (EDM) découpe les matériaux conducteurs en générant des étincelles électriques à haute tension entre un fil métallique fin (généralement en molybdène ou en laiton) et la pièce à usiner. La température élevée instantanée (jusqu'à plusieurs milliers de degrés Celsius) fait fondre et vaporise le matériau, tandis que l'eau déminéralisée évacue les débris fondus. L'ensemble du processus est contrôlé avec précision par un système CNC.
Quelle est la précision de l'électroérosion à fil ?
L'électroérosion à fil permet généralement d'obtenir une précision de ±0,002-0,005 mm avec une rugosité de surface inférieure à Ra0,8μm.
Avantages :
- Peut couper des fentes étroites (0,05 mm de large) et des angles internes aigus (R0,1 mm ou moins) ;
- Grande précision de positionnement répété pour la production de masse ;
- Souvent, il n'est pas nécessaire de procéder à un polissage ultérieur.
Cas : Dans l'aérospatiale, les trous de refroidissement des pales de turbines doivent être usinés avec une tolérance de ±0,003 mm, ce qui fait de l'électroérosion à fil la seule solution viable.
Quelle est l'efficacité de l'électroérosion à fil par rapport au fraisage ?
Caractéristiques d'efficacité :
- Vitesse en une seule pièce : plus lente que le fraisage (~50-200 mm²/min), mais idéale pour les formes complexes ;
- Avantage de la production de masse : Permet un fonctionnement sans surveillance 24 heures sur 24, 7 jours sur 7, grâce au filetage automatique (AWT) et à la programmation CNC ;
- Adaptation aux matériaux : Plus efficace que le fraisage pour les matériaux durs (par exemple, HRC60+).
Comparaison avec le broyage :
– Avantages : Pas de force de coupe (évitant la déformation de la pièce) ; peut traiter des matériaux très durs ;
– Inconvénients : Plus lent que le broyage ; peut former des couches d'oxyde nécessitant un nettoyage ultérieur.
L'électroérosion à fil crée-t-elle des couches d'oxyde sur les surfaces ? Comment les traiter ?
Causes de la couche d'oxyde : Des étincelles à haute température oxydent la surface, formant une couche noire/grise de 0,01 à 0,05 mm d'épaisseur.
Méthodes de traitement :
- Élimination mécanique : Meulage au papier de verre, sablage ;
- Nettoyage chimique : Lavage acide ou alcalin ;
- Polissage électrochimique : améliore la finition de la surface.
Pratiques de l'industrie : Pour les implants médicaux, les couches d'oxyde doivent être complètement éliminées pour garantir la biocompatibilité.
Quels sont les risques pour la sécurité dans l'électroérosion à fil ? Comment les prévenir ?
Principaux risques :
- Choc électrique : des étincelles de haute tension peuvent provoquer une électrocution ;
- Blessure mécanique : Rupture du fil ou éjection de la pièce ;
- Incendie : Conductivité anormale de l'eau désionisée ou des liquides de refroidissement inflammables à base d'huile.
Mesures de prévention :
- Protection de l'équipement : Installer une protection contre la foudre et des boutons d'arrêt d'urgence ;
- Normes d'utilisation : Ne jamais toucher le fil ; garder les armoires électriques fermées pendant le traitement ;
- Contrôle de l'environnement : Maintenir les zones de travail sèches et inspecter régulièrement les liquides de refroidissement.
Quels sont les facteurs qui influencent les coûts de l'électroérosion à fil ?
Éléments de coût :
- Dépréciation de l'équipement : Les machines haut de gamme coûtent ~$70,000-$280,000 ;
- Consommables : Fil (~$70-$280 par rouleau), eau déminéralisée (à remplacer régulièrement) ;
- Consommation d'énergie : ~5-15kWh par heure d'usinage ;
- Coûts de main-d'œuvre : Nécessite des programmeurs/opérateurs qualifiés.
Suggestions d'optimisation :
- Production de masse : Réduire les interventions manuelles grâce à la programmation CNC ;
- Sélection des matériaux : Donner la priorité aux matériaux hautement conducteurs (par exemple, le cuivre) afin de réduire le temps de traitement ;
- Optimisation du processus : Utilisez l'usinage en deux étapes ébauche+finition pour équilibrer l'efficacité et la précision.
