









"Qual è la paura più grande quando si trasforma un prodotto da progetto a realtà? Sicuramente 'il prodotto finito non corrisponde alle specifiche'. Riprogettazione, rilavorazione, spreco di materiali, tempo e denaro sono tutti sprecati. È qui che entra in gioco la lavorazione cnc dei prototipi: è come un "traduttore veloce, accurato ed efficiente": basta un disegno 3D per trasformare la vostra idea in un oggetto fisico in poche ore, con una precisione fino a 0,01 millimetri. La levigatezza e la rugosità della superficie possono essere regolate! La curvatura delle custodie dei telefoni, le parti mediche, le strutture leggere degli aerei: tutto può essere stampato in una sola volta senza ripetere le modifiche. I progettisti possono verificare rapidamente, gli ingegneri possono correggere gli errori in anticipo e i capi possono risparmiare sui costi di produzione di prova. In breve, Fast lavorazione cnc è la chiave per 'evitare le insidie e accelerare' l'innovazione!".

Tipi di processo e caratteristiche di precisione della lavorazione CNC di prototipi
Caratteristiche della tecnologia di lavorazione CNC per prototipi multiasse
Lavorazione CNC a 3 assi raggiunge la lavorazione di superfici planari o curve semplici attraverso il collegamento a 3 assi X/Y/Z, con una precisione di ±0,01~0,03 mm. È adatto per prototipi di verifica strutturale come gli alloggiamenti elettronici. I suoi vantaggi tecnici risiedono nel basso costo dell'attrezzatura e nella semplicità di programmazione.
Lavorazione CNC a 4 assi aggiunge una funzione di rotazione dell'asse A al modello a 3 assi, realizzando la lavorazione di contorni complessi come fori eccentrici e grezzi di ingranaggi, migliorando la precisione a ±0,005~0,02 mm.
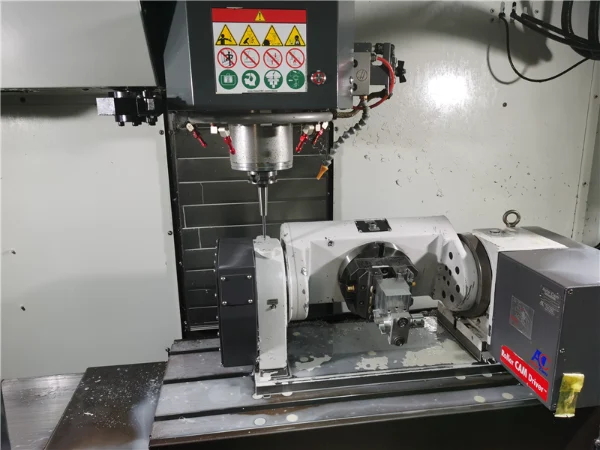
Lavorazione CNC a 5 assi utilizza il doppio asse rotante A/C, raggiungendo una precisione di ±0,002~0,01 mm, soddisfacendo le esigenze di lavorazione di prototipi sfaccettati e di prototipi con superfici curve complesse. Il nostro Centro macchine Weldo, utilizzando Haas e Hurco Macchine CNC a 5 assi, possono eseguire fresature di precisione su prototipi di varie dimensioni, raggiungendo una precisione di posizionamento di 0,002 mm e una rugosità superficiale di Ra 0,08μm.
Fresatrici ordinarieattraverso l'avanzamento manuale o motorizzato degli assi X/Y/Z, esegue il taglio multilama intermittente sui pezzi, producendo piani, scanalature, superfici a gradini e superfici curve semplici, con una precisione di lavorazione di ±0,05~0,1 mm e una rugosità superficiale Ra 3,2~6,3μm.
Torni cnc ordinariGrazie al coordinamento della rotazione del pezzo e del movimento lineare dell'utensile, si ottiene la lavorazione di parti rotanti, con tolleranze di forma e posizione: rotondità ±0,02 mm e cilindricità ±0,05 mm. Rugosità superficiale: Ra 1,6~6,3μm.





Caratteristiche del processo della tavola di tornitura e fresatura CNC
Velocità del mandrino del tornio CNC: 800-2000 giri/min, precisione di lavorazione: grado IT7-IT8 (±0,015-0,03 mm), adatto alla lavorazione di prototipi di alberi come gli alberi motore.
I torni di fresatura ordinari sono azionati manualmente/semi-automaticamente, con una precisione di ±0,05~0,1 mm, adatti alla prototipazione di bassa precisione e ad alta velocità, come i supporti meccanici. Sebbene la loro efficienza di lavorazione sia inferiore a quella delle apparecchiature CNC, il costo dell'apparecchiatura è solo 1/5 di quello di una macchina CNC. Centro di lavoro a 3 assiche li rende adatti alla lavorazione in produzione con requisiti di precisione inferiori e quantità di produzione ridotte.
Precisione-Complessità-Costo Confronto tridimensionale
| Tipi di processo | Gamma di precisione | Scenari tipici | Livelli di costo (per ora) |
| CNC a 3 assi | ±0,01~0,03 mm | Involucri elettronici, verifica della struttura semplice | $20~45 |
| 5 assi CNC | ±0,002~0,01 mm | Pale di turbina, stampi di precisione | $80~200 |
| Tornio CNC | ±0,015~0,03 mm | Alberi motore, parti a disco | $15~30 |
| Mulini CNC | ±0,05~0,1 mm | Supporti meccanici, telai di bassa precisione | $10~20 |
Elettroerosione a filocome processo specializzato, raggiunge una precisione di ±0,002 mm e una rugosità superficiale di Ra0,4μm con elettroerosione a filo lentoche lo rende adatto a prototipi di materiali difficili da lavorare, come il carburo cementato. Elettroerosione a filo medio, attraverso tecniche di taglio multiple (sgrossatura 120 mm²/min + finitura 40 mm²/min), raggiunge un equilibrio tra precisione ed efficienza di ±0,005 mm.

Compatibilità dei materiali dei prototipi in metallo e plastica
Compatibilità dei materiali dei prototipi in metallo
La lavorazione dei prototipi in metallo richiede la corrispondenza dei parametri di processo in base alle proprietà del materiale. La compatibilità dei materiali di base è la seguente:
Alluminio (6061-T6): Adatto per lavorazioni a 3/4 assi, velocità di taglio 150-300 m/min, UTS fino a 260-310 MPa, finitura superficiale Ra≤1,6 μm.
Acciaio inox (304): Consigliato per 4 assi o Tornitura CNC, velocità di taglio 80-120 m/min. Richiede utensili in metallo duro con raffreddamento efficiente per evitare l'indurimento da lavoro. La sua resistenza alla corrosione è adatta per stent medici e attrezzature alimentari, con una precisione di ±0,005 mm.
Lega di titanio (TC4): Richiede una lavorazione a 5 assi con raffreddamento ad aria fredda a -10℃, controllo di precisione ±0,005 mm. A causa della scarsa conducibilità termica (7,2 W/m-K), è necessario un taglio a bassa velocità (800-1500 giri/min) e mole speciali.
Ottone (H62/C26000): Velocità di taglio 120-250 m/min, UTS 320-380 MPa, Ra≤0,8μm, adatto alla lavorazione a 3/4 assi di parti decorative di alta precisione e componenti resistenti alla corrosione.
Bronzo (Bronzo allo stagno QSn6,5-0,1): Velocità di taglio 80-150 m/min, UTS 400-500 MPa, elevata resistenza all'usura, specificamente progettato per la lavorazione rigida a 3 assi di ingranaggi e boccole per cuscinetti per impieghi gravosi.
Magnesio Lega (AZ91D): Taglio ad alta velocità 300-600 m/min, UTS 220-280 MPa, notevole vantaggio in termini di leggerezza, adatto alla lavorazione a 3 assi ad alta efficienza di alloggiamenti 3C e strutture aerospaziali.
Acciaio legato (42CrMo4/AISI 4140): Lavorazione dura a bassa velocità a 60-120 m/min, UTS 980-1080 MPa, elevata forza e resistenza alla fatica, adatto per la formatura di precisione a 4/5 assi di alberi motore e mandrini di stampi.
Compatibilità dei materiali dei prototipi in plastica
I prototipi in plastica richiedono un equilibrio tra efficienza di lavorazione e controllo della deformazione termica. Le caratteristiche tipiche della lavorazione dei materiali sono le seguenti:
ABS: Adatto alla fresatura a 3 assi, facile da verniciare e galvanizzare, costo $2-5/kg. La composizione del butadiene può formare pori liberi e l'adesione galvanica raggiunge il grado 5B.
PEEK: resistenza alle alte temperature fino a 260℃, richiede una lavorazione a 5 assi per prototipi medicali complessi, prezzo $50-150/kg. Durante la lavorazione è necessario un raffreddamento ad aria compressa e portautensili antivibranti per garantire la stabilità dimensionale dei pezzi a parete sottile.
POM: basso coefficiente di attrito (0,08), adatto alla tornitura di prototipi di ingranaggi, controllo della tolleranza ±0,03 mm. La temperatura di taglio deve essere controllata per evitare la fusione; si consigliano utensili e refrigeranti al carburo.
PC: adatto alla fresatura ad alta velocità su 3/5 assi, con elevata durezza superficiale (durezza della matita 2H-3H), eccellente resistenza agli urti e un costo di $8-15/kg. La struttura in bisfenolo A conferisce al materiale un'elevata trasmittanza luminosa (oltre 90%) e una temperatura di distorsione termica (130-140℃), raggiungendo un'adesione 4B dopo la spruzzatura e rendendolo adatto a lenti ottiche e componenti strutturali resistenti agli agenti atmosferici.
PMMA: Adatto al taglio di precisione a 3 assi, con una lucentezza superficiale di oltre 92% e una trasmittanza luminosa di 92-93% (simile a quella del vetro) e un costo di $3-8/kg. I suoi monomeri di metilmetacrilato polimerizzano formando dense catene molecolari, raggiungendo un'adesione galvanica di 5B (richiede l'attivazione di un pretrattamento), ed è ampiamente utilizzato nella lavorazione di scaffalature per espositori e lastre a guida luminosa.
Il costo dei materiali è correlato positivamente alle prestazioni: le plastiche ordinarie (ABS, POM) costano $2-5/kg, mentre le plastiche ad alte prestazioni (PEEK) costano $50-150/kg.


Analisi costi-benefici della lavorazione CNC dei prototipi
Analisi della composizione dei costi: I costi principali di prototipo di lavorazione CNC sono costituiti da ammortamento delle attrezzature, consumo di utensili e costi di manodopera. Per quanto riguarda le attrezzature, il tasso di ammortamento annuale per i CNC a 3 assi è di 15%, mentre per le attrezzature a 5 assi raggiunge 25% a causa della rapida iterazione tecnologica. Inoltre, la tariffa oraria per CNC a 5 assi (US$75-150) è significativamente superiore a quello dei 3 assi (US$40-75). In termini di costi degli utensili, gli utensili in metallo duro hanno una durata di vita di circa 800-1200 pezzi/bordo di taglio. I costi di manodopera possono essere ridotti di 60% grazie alla lavorazione automatizzata.
Modello di confronto dei benefici: La costruzione di un modello a triangolo "precisione-costo-ciclo" rivela che il costo per pezzo per la lavorazione a 3 assi è di 20-50 usd, con un tempo di ciclo di 1-3 giorni, adatto al proof-of-concept. Mentre il costo per la lavorazione a 5 assi raggiunge i 100-300 usd e il tempo di ciclo è di 3-7 giorni, gli errori di serraggio sono ridotti di oltre 50%, migliorando l'affidabilità della verifica funzionale. La scelta del materiale ha un impatto diretto sull'efficienza: il costo di un prototipo in lega di alluminio 6061 (precisione ±0,1 mm) è di 1-3 usd per pezzo, mentre il costo di lavorazione della lega di titanio è 8-10 volte superiore. La resa è sensibile ai costi; in un caso, un tasso di resa di 95% ha ridotto i costi degli scarti di materiale di 23% rispetto a un tasso di resa di 80%.
Pratiche di strategia di ottimizzazione:
Sostituzione del processo: L'utilizzo di "fresatura a 3 assi + rettifica manuale" riduce i costi di 30% rispetto al processo puro. Lavorazione a 5 assi.
Ottimizzazione del materiale: La sostituzione della lega di titanio con l'alluminio riduce i tempi di lavorazione di 40% e il costo dell'anodizzazione della lega di alluminio 6061 è solo 1/4 di quello della lega di alluminio 6061. 7075 lega di alluminio.
Miglioramento del design: Il design modulare riduce i processi di 30%.
Applicazione della lavorazione cnc di prototipi
La prototipazione, che utilizza la progettazione assistita da computer e la tecnologia delle macchine utensili CNC, produce rapidamente prototipi di prodotti per convalidare i progetti ed è ampiamente utilizzata nei seguenti settori:
Industria automobilistica
Test delle parti: I prototipi vengono prodotti per essere sottoposti a prove di carico e di vibrazione per identificare tempestivamente i problemi di progettazione e ridurre i costi.
Design leggero: I materiali leggeri, come le leghe di alluminio e magnesio, sono lavorati per ridurre il peso dei pezzi mantenendo la resistenza.
Aerospaziale
Requisiti di alta precisione: La lavorazione di pezzi con requisiti strutturali e di materiale molto severi garantisce la sicurezza e l'affidabilità degli aeromobili.
Lavorazione di forme complesse: Le macchine utensili CNC multiasse sono utilizzate per lavorare pezzi geometrici complessi per soddisfare i requisiti di progettazione.
Dispositivi medici
Conformità alla precisione: La produzione di pezzi di precisione conformi agli standard medici (come strumenti chirurgici e impianti) garantisce la sicurezza.
Tempi rapidi di commercializzazione: L'accelerazione dei test e della convalida dei prototipi di prodotto accorcia il ciclo di sviluppo dei dispositivi medici.
Industria dei beni di consumo
Valutazione dell'aspetto: Creazione rapida di modelli di aspetto del prodotto per la valutazione e il miglioramento dell'efficacia del design.
Produzione personalizzata: Supporto della lavorazione di piccoli lotti e di pezzi di alta precisione per soddisfare esigenze personalizzate.
Altri campi
Prodotti elettronici: Verifica dell'involucro e della struttura interna per garantire l'affidabilità e la stabilità del prodotto.
Arte e cultura: Utilizzato per la riproduzione di cimeli culturali, la progettazione e la produzione di sculture e di oggetti d'arte e artigianato.

Tendenze tecnologiche e direzioni di ottimizzazione della lavorazione CNC dei prototipi
La lavorazione di prototipi a controllo numerico sta ottenendo progressi in termini di alta precisione ed efficienza attraverso l'integrazione tecnologica, formando un ciclo chiuso completo di "base tecnologica - pratica applicativa - tendenze future". Nella produzione ibrida multiasse e additiva, la "Stampato in 3D Il modello "grezzo + lavorazione di precisione CNC" abbrevia il ciclo di prototipazione delle staffe aerospaziali di 57% (da 7 giorni a 3 giorni) e riduce lo spreco di materiale di 50%, rendendolo particolarmente adatto alla prototipazione rapida di parti strutturali aerospaziali complesse. Lo sviluppo intelligente dei prototipi si basa su una libreria di parametri di processo guidati dall'intelligenza artificiale (come la corrispondenza automatica della velocità di 1500-3000 giri al minuto per la lega di alluminio 6061) e sulla tecnologia dei gemelli digitali (errore di previsione ±0,003 mm) per ottenere una programmazione autonoma e una pre-simulazione della deformazione di lavorazione. Progettazione integrata materiale-processo, attraverso DFM La revisione e l'ottimizzazione della struttura (a parete sottile ≥1,5 mm per evitare deformazioni), combinata con il processo composito "ossidazione anodica + incisione laser", risolve i problemi di qualità superficiale dei prototipi complessi e riduce i costi di adeguamento del processo di produzione di massa di 30%.
FAQ della lavorazione cnc dei prototipi
Che cos'è la lavorazione CNC di prototipi?
La lavorazione CNC dei prototipi è un metodo di produzione rapida basato sulla tecnologia del controllo numerico computerizzato (CNC). Utilizza un software pre-programmato per controllare una macchina utensile, tagliando e modellando con precisione materiali come metalli e plastiche per ottenere prototipi funzionali o parti che soddisfano i requisiti di progettazione. I suoi vantaggi sono l'elevata precisione (±0,01 mm), l'alta ripetibilità, la capacità di lavorare geometrie complesse e il supporto di più materiali. È una tecnologia chiave per verificare la fattibilità del progetto durante la fase di sviluppo del prodotto.
Quali sono i materiali comunemente utilizzati per la lavorazione CNC dei prototipi?
Materiali metallici: Alluminio (come l'alluminio aerospaziale), acciaio inox, acciaio, ottone, ecc. L'alluminio aerospaziale può raggiungere una precisione di lavorazione di 0,01 mm, adatta a prototipi strutturali ad alta resistenza.
Materiali plastici: ABS, nylon (PA11/PA12), poliossimetilene (POM), policarbonato, ecc. Le plastiche morbide (come il PVC) tendono ad attaccarsi all'utensile e richiedono un trattamento speciale.
Materiali compositi: Le plastiche rinforzate con fibre, ecc. richiedono utensili e parametri di lavorazione specifici. Materiali diversi hanno caratteristiche di lavorazione significativamente diverse. Ad esempio, la rugosità superficiale dell'acciaio inossidabile dopo la lucidatura a specchio può raggiungere Ra 0,05μm, mentre la lavorazione del POM richiede il controllo delle sollecitazioni interne per evitare la deformazione.
Qual è il flusso di lavoro e il tempo di ciclo tipico per la lavorazione CNC dei prototipi?
Flusso di lavoro: Progettazione e modellazione → Programmazione → Bloccaggio del materiale → Lavorazione → Post-processing.
Programmazione: Software tradizionali come Mastercam e Siemens NX; strumenti professionali come HyperMill per la lavorazione multiasse.
Tempo di ciclo: pezzi semplici in 2D: poche ore; pezzi complessi in 3D/5 assi (come i dischi delle turbine): diversi giorni, a seconda della complessità del pezzo, della durezza del materiale e dei requisiti di qualità della superficie.
Post-lavorazione: Sabbiatura, anodizzazione, elettrolucidatura, ecc., che rappresentano 20%-30% del tempo totale del ciclo.
Come risolvere i problemi più comuni nella lavorazione CNC dei prototipi?
Precisione insufficiente: Calibrare la planarità della macchina utensile, ottimizzare le attrezzature, controllare gli errori di indicizzazione dell'asse rotativo (Lavorazione a 4 assi ≤ ±0.015°).
Rugosità superficiale: Regolazione dei parametri di taglio, sostituzione degli utensili usurati, elettrolucidatura (la Ra può essere ridotta a meno di 0,05μm).
Deformazione del materiale: Taglio a strati per le parti in plastica; trattamento di distensione prima della lavorazione di parti metalliche, come la ricottura delle leghe di alluminio.
Confronto dei costi della lavorazione CNC per i prototipi con altre tecnologie di stampaggio?
Prototipi in piccoli lotti (1-50 pezzi): Lavorazione CNC ha un vantaggio in termini di costi.
Costi delle attrezzature: Le fresatrici verticali a 4 assi hanno prezzi variabili a seconda della configurazione, adatti alle piccole e medie imprese.
Costo unitario: i prototipi semplici in metallo costano circa 8-30 usd/pezzo; le strutture complesse (come gli strumenti medico chirurgici) possono superare gli 80 usd, a seconda dell'utilizzo del materiale e del tempo di lavorazione.
Costi di post-trattamento: Anodizzazione, nichelatura elettrolitica, ecc. aumentano i costi totali di 15%-30%, mentre le lavorazioni di base come la sabbiatura hanno costi inferiori (sabbia al silicio circa 4-8 usd/pezzo). Per strutture ultracomplesse o per lotti molto grandi, il CNC può essere sostituito da Stampa 3D o lo stampaggio a iniezione, ma la flessibilità di progettazione e i vantaggi di precisione della fase di prototipazione rimangono significativi.








