
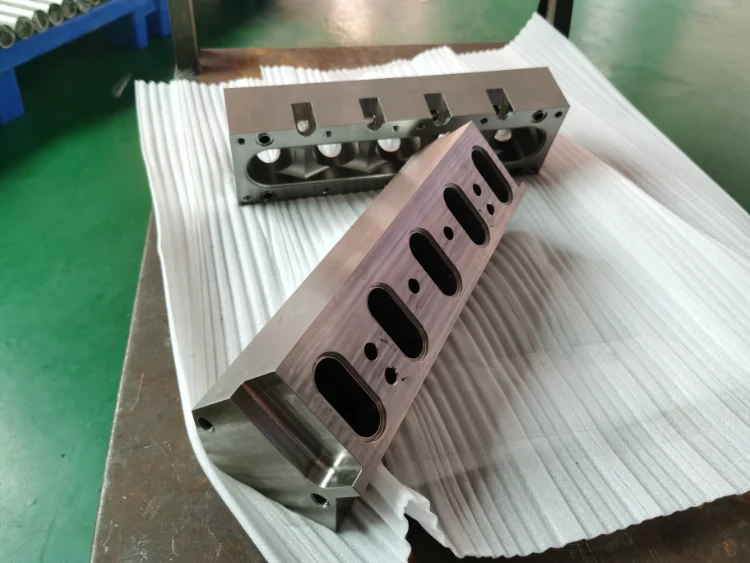
Nella lavorazione del blocco motore cnc di fascia alta, il blocco cilindri, in quanto componente fondamentale, influisce direttamente sulle prestazioni e sulla durata di vita a causa del materiale e della precisione di lavorazione. Recentemente, la nostra azienda ha ricevuto un progetto di lavorazione del blocco cilindri di un motore in acciaio inossidabile. Attraverso un processo composito di "3 assi sgrossatura + 5 assi finitura + EDMabbiamo raggiunto un'accuratezza dimensionale critica di ±0,01 mm, aiutando notevolmente il cliente nella modifica e nell'aggiornamento del gruppo propulsore automobilistico.
Un'innovazione nel materiale: Vantaggi e sfide delle prestazioni dei blocchi cilindrici in acciaio inossidabile
Vantaggi del materiale
Sulla base dei requisiti del cliente, questo blocco cilindri utilizza 347 acciaio inossidabile ad alta resistenza, con tre vantaggi fondamentali:
Resistenza alla corrosione: La resistenza alla corrosione del film di ossido superficiale è 5 volte superiore a quella della ghisa, adattandosi ad ambienti umidi e ad alta temperatura;
Stabilità alle alte temperature: Temperatura di esercizio a lungo termine fino a 816℃, temperatura di resistenza a breve termine fino a 900℃, punto di fusione da 1398℃ a 1446℃ e deformazione termica ridotta di 70% rispetto alle leghe di alluminio;
Resistenza strutturale: Resistenza alla trazione 520-550 MPa, per soddisfare i requisiti di carichi elevati e velocità elevate.
Sfide e soluzioni di lavorazione
L'elevata durezza (HRC28-35), la bassa conducibilità termica e le proprietà di indurimento del lavoro dell'acciaio inossidabile rappresentano una sfida:
Usura degli utensili: L'utilizzo di frese con rivestimento TiAlN a velocità di taglio di 80-120 m/min prolunga la durata dell'utensile di 3 volte;
Controllo della forza di taglio: Una strategia di "piccola profondità di taglio (0,2 mm), elevata velocità di avanzamento (0,15 mm/r)" riduce il carico del mandrino di 40%;
Soppressione delle deformazioni termiche: La spruzzatura di un fluido da taglio a bassa temperatura da 5-10℃ durante la lavorazione garantisce la stabilità dimensionale.
Sinergia dei processi di lavorazione di precisione
Centro di lavoro a 3 assi: Sgrossatura efficiente
La fase di sgrossatura utilizza un centro di lavoro verticale a 3 assi ad alta rigidità:
Fresatura a strati: Profondità di taglio monostrato 2 mm, tolleranza totale controllata entro 1,5 mm;
Regolazione dinamica dell'avanzamento: Velocità di avanzamento regolata in tempo reale in base alla durezza del materiale (80-120 mm/min);
Ottimizzazione della rimozione dei trucioli: Lo scivolo trucioli a spirale combinato con lo spurgo della pistola ad aria ad alta pressione evita il taglio secondario.
Al termine di questa fase, l'uniformità della tolleranza nei componenti chiave del blocco cilindri raggiunge ±0,05 mm, ponendo le basi per una lavorazione di precisione.

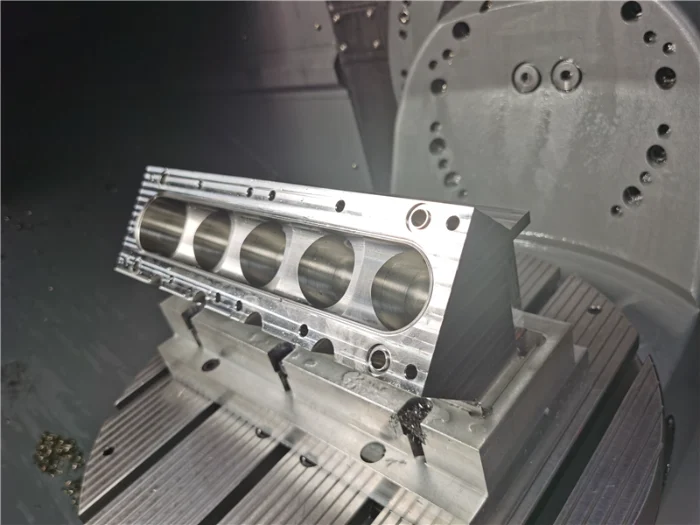
Lavorazione a 5 assi: Intaglio di superficie
La fase di lavorazione di precisione utilizza un centro di lavoro a 5 assi (come i centri di lavoro cnc a 5 assi Haas e Hurco):
Alesatura di precisione del foro del cilindro: Gli utensili di alesatura con rivestimento diamantato vengono utilizzati con un avanzamento di 0,05 mm/r per ottenere una cilindricità ≤0,005 mm;
Lavorazione della camicia d'acqua: il controllo a 5 assi dell'angolo dell'utensile consente di ottenere una rugosità superficiale di Ra0,8μm per il canale di flusso, aumentando l'efficienza di dissipazione del calore di 20%;
Coassialità del foro dell'albero a gomiti: Utilizzando come riferimento i due fori del perno di posizionamento sulla superficie inferiore, la lavorazione dei fori a 5 stadi viene completata in un unico setup, con un errore ≤0,008 mm.


Lavorazione a filo per elettroerosione: Finitura a livello di micron
Per la lavorazione delle imperfezioni sui blocchi cilindri (come le linee di intersezione dei fori e le fessure strette), una macchina per elettroerosione a filo medio viene introdotto:
Compensazione di precisione: Il sistema di misurazione online fornisce un feedback dei dati in tempo reale e regola automaticamente l'energia di scarica (tensione 20-100V, corrente 2-10A), stabilizzando la larghezza del taglio a 0,1±0,01 mm;
Qualità della superficie: I processi di taglio multipli (sgrossatura → semifinitura → finitura) riducono la rugosità superficiale da Ra6,3μm a Ra1,6μm, evitando le microfessure;
Ottimizzazione dell'efficienza: Il controllo intelligente dell'alimentazione a impulsi aumenta la velocità di taglio a 120 mm²/min, migliorando l'efficienza di 40%.

Opzione materiale per la lavorazione del blocco motore CNC
Lega di alluminio : I materiali più comuni includono leghe di alluminio-silicio. Leggeri, riducono efficacemente il peso complessivo del motore, migliorando il risparmio di carburante. Hanno inoltre una buona conducibilità termica, che favorisce il raffreddamento del motore.
Acciaio inox : Eccellente resistenza alla corrosione, protegge il blocco motore dalla corrosione in ambienti difficili. L'elevata resistenza garantisce la stabilità sotto alta pressione. Tuttavia, l'acciaio inossidabile è più costoso e relativamente difficile da lavorare.
Lavorazione del blocco motore dell'auto Finitura superficiale:
Fosfatazione : Forma una pellicola di conversione chimica al fosfato sulla superficie del blocco cilindri. Questa pellicola migliora la resistenza alla corrosione, prevenendo la ruggine durante lo stoccaggio e l'uso. Inoltre, migliora l'adesione tra il blocco cilindri e i rivestimenti successivi, fornendo una buona base per la successiva verniciatura e altri processi di trattamento superficiale.
Anodizzazione (per blocchi cilindri in lega di alluminio) : Forma una densa pellicola di ossido sulla superficie del blocco cilindri in lega di alluminio, migliorando notevolmente la durezza superficiale, la resistenza all'usura e alla corrosione. Questa pellicola di ossido può anche essere tinta per conferire al blocco cilindri colori diversi per soddisfare determinati requisiti estetici.
Rivestimento : Ad esempio, la spruzzatura di un rivestimento resistente alle alte temperature può migliorare la resistenza del blocco cilindri all'ossidazione e agli shock termici in ambienti ad alta temperatura, proteggendo la struttura interna. La spruzzatura di un rivestimento anti-attrito può ridurre l'attrito tra parti in movimento come il pistone e il blocco cilindri, riducendo la perdita di energia e migliorando l'efficienza del motore.
Galvanotecnica : Ad esempio, la cromatura può conferire alla superficie del blocco cilindri una durezza e una resistenza all'usura estremamente elevate, migliorando al contempo la levigatezza della superficie, che contribuisce a ridurre l'attrito e l'usura. La zincatura è utilizzata principalmente per migliorare la resistenza alla corrosione del blocco cilindri e prevenire la ruggine.

Controllo qualità: Ispezione a ciclo chiuso durante tutto il processo
Misurazione online e controllo ad anello chiuso
Il centro di lavoro integra un interferometro laser e una sonda a contatto per l'ispezione online 100% di dimensioni chiave come il diametro del foro del cilindro e la posizione del foro dell'albero motore. Se il valore rilevato si discosta dalla zona di tolleranza (±0,01 mm), il sistema corregge automaticamente il percorso di lavorazione per il pezzo successivo, realizzando un ciclo chiuso di "rilevamento-feedback-correzione".
Ispezione finale tramite misurazione a coordinate
Il blocco cilindri finito viene sottoposto a un controllo rigoroso con una macchina di misura a coordinate (come Hexagon PC-DMIS). Questa verifica principalmente le aree che non possono essere misurate con calibri a corsoio, micrometri o normali misuratori di altezza, generando un rapporto completo sui dati dimensionali.

Conclusione della lavorazione del blocco motore cnc
Dalla selezione dei materiali in acciaio inossidabile alla sgrossatura a 3 assi, alla finitura a 5 assi e alla finitura di precisione a livello di micron tramite elettroerosione, la nostra azienda ha costruito una barriera tecnologica completa che ha come fulcro la "precisione di 0,01 mm". Questa tecnologia è stata applicata in settori come i motori aeronautici, le auto da corsa ad alte prestazioni e le turbine a gas industriali, fornendo ai clienti soluzioni di alimentazione più leggere, più durevoli e più efficienti. In futuro, con l'integrazione dell'ottimizzazione dei processi AI e della tecnologia di ultra-precisione, la nostra società Weldo continuerà a guidare blocco cilindri in acciaio inox produzione a standard ancora più elevati.
FAQ di lavorazione del blocco motore cnc
Quale livello di precisione si può raggiungere in Lavorazione CNC di blocchi motore?
La lavorazione CNC dei blocchi cilindri dei motori offre un'elevata precisione, con un'accuratezza dimensionale nelle aree chiave che raggiunge ±0,01 mm o addirittura superiore. Le macchine utensili a controllo computerizzato, combinate con utensili da taglio e sistemi di misurazione avanzati, assicurano una lavorazione precisa di componenti come i diametri degli alesaggi dei cilindri, garantendo un funzionamento efficiente del motore.
Quali materiali sono comunemente utilizzati nella lavorazione CNC dei blocchi cilindri dei motori?
I materiali più comuni sono la ghisa (ghisa grigia, ghisa duttile) e le leghe di alluminio. La ghisa grigia offre smorzamento delle vibrazioni, resistenza all'usura e buona conducibilità termica; la ghisa duttile vanta resistenza e duttilità superiori; le leghe di alluminio sono leggere e migliorano l'efficienza dei consumi. La scelta del materiale dipende dalle prestazioni del motore, dal costo e dal modello di veicolo.
Quanto tempo occorre per completare la lavorazione CNC di un blocco cilindri?
I tempi di lavorazione variano a seconda della complessità del progetto del blocco cilindri, del numero di lavorazioni, del tipo di macchina utensile e dei parametri di processo. La lavorazione grezza e la finitura parziale di un blocco cilindri semplice possono essere completate in poche ore, mentre i blocchi cilindri complessi possono richiedere decine di ore o addirittura più tempo per tutti i processi.
Quali sono le fasi principali della lavorazione CNC dei blocchi cilindri dei motori?
Le fasi principali comprendono la preparazione del grezzo, il serraggio e il posizionamento, la lavorazione di sgrossatura, la semifinitura e la finitura. Dopo il serraggio e il posizionamento del pezzo grezzo, la lavorazione di sgrossatura rimuove il materiale in eccesso, la semifinitura prepara la strada per la finitura e la finitura assicura le dimensioni finali e la qualità della superficie.
Come garantire la qualità del blocco motore dopo la lavorazione CNC?
Esaminare e simulare rigorosamente il programma prima della lavorazione; selezionare gli utensili appropriati e controllarli e sostituirli regolarmente; monitorare le dimensioni in tempo reale durante la lavorazione; dopo la lavorazione, ispezionare in modo completo le dimensioni e la rugosità della superficie ed eseguire test non distruttivi per garantire che il blocco cilindri sia conforme agli standard.








