

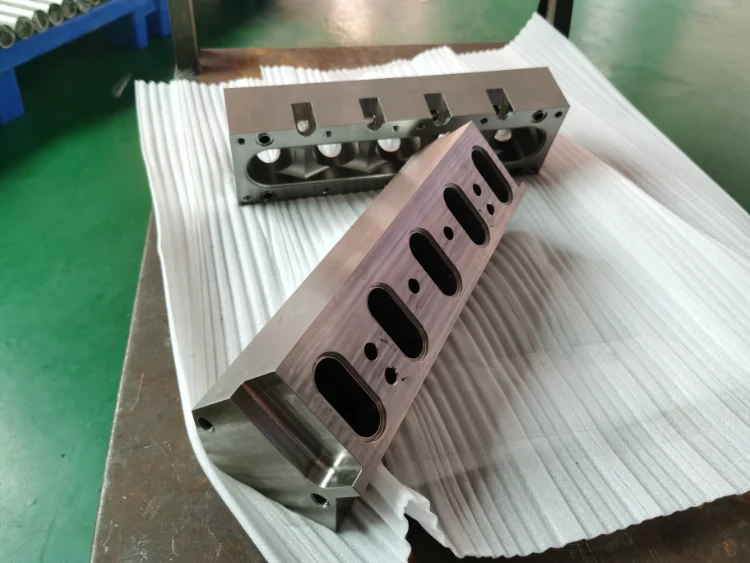
En el mecanizado cnc de alta gama de bloques de motor, el bloque de cilindros, como componente central, influye directamente en el rendimiento y la vida útil debido a su material y a la precisión del mecanizado. Recientemente, nuestra empresa recibió un proyecto de mecanizado de bloques de cilindros de motores de acero inoxidable. Mediante un proceso compuesto de "3 ejes desbaste + 5 ejes acabado + EDMlogramos una precisión dimensional crítica de ±0,01 mm, lo que contribuyó en gran medida a la modificación y actualización de la cadena cinemática del automóvil del cliente.
Avance de materiales: Ventajas de rendimiento y retos de los bloques de cilindro de acero inoxidable
Ventajas del material
Según los requisitos del cliente, este bloque de cilindros utiliza 347 acero inoxidable de alta resistencia, que posee tres ventajas fundamentales:
Resistencia a la corrosión: La resistencia a la corrosión de la película de óxido superficial es 5 veces superior a la del hierro fundido, adaptándose a ambientes húmedos y de alta temperatura;
Estabilidad a altas temperaturas: Temperatura de funcionamiento a largo plazo de hasta 816℃, temperatura de resistencia a corto plazo de hasta 900℃, punto de fusión de 1398℃ a 1446℃, y deformación térmica reducida en 70% en comparación con las aleaciones de aluminio;
Resistencia estructural: Resistencia a la tracción 520-550 MPa, cumpliendo los requisitos de altas cargas y altas velocidades.
Retos y soluciones de mecanizado
La elevada dureza (HRC28-35), la baja conductividad térmica y las propiedades de endurecimiento por deformación del acero inoxidable plantean dificultades:
Desgaste de la herramienta: El uso de fresas recubiertas de TiAlN a velocidades de corte de 80-120 m/min prolonga la vida útil de la herramienta 3 veces;
Control de la fuerza de corte: Una estrategia de "pequeña profundidad de corte (0,2 mm), alta velocidad de avance (0,15 mm/r)" reduce la carga del husillo en 40%;
Supresión de la deformación térmica: La pulverización de 5-10℃ fluido de corte a baja temperatura durante el mecanizado garantiza la estabilidad dimensional.
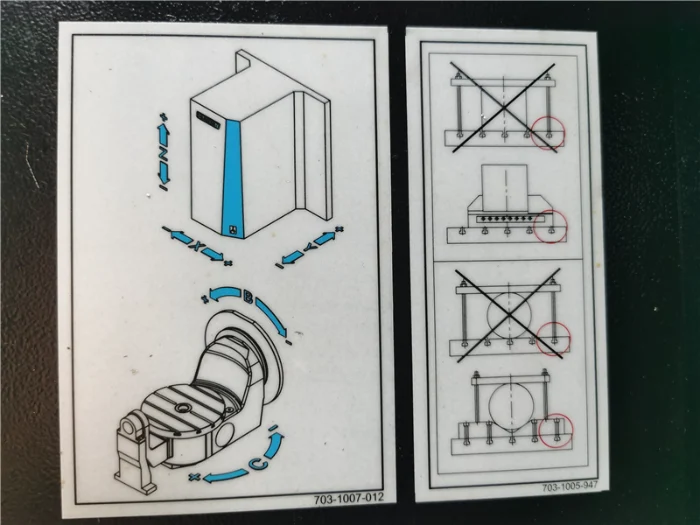
Sinergia del proceso de mecanizado de precisión
Centro de mecanizado de 3 ejes: Desbaste eficaz
La etapa de desbaste utiliza un centro de mecanizado vertical de 3 ejes de alta rigidez:
Fresado por capas: Profundidad de corte de una capa de 2 mm, sobremedida total controlada dentro de 1,5 mm;
Ajuste dinámico del avance: Velocidad de avance ajustada en tiempo real en función de la dureza del material (80-120 mm/min);
Optimización de la eliminación de virutas: El vertedero de virutas en espiral combinado con la purga con pistola de aire a alta presión evita el corte secundario.
Una vez completada esta etapa, la uniformidad de la tolerancia en los componentes clave del bloque de cilindros alcanza ±0,05 mm, sentando las bases para el mecanizado de precisión.

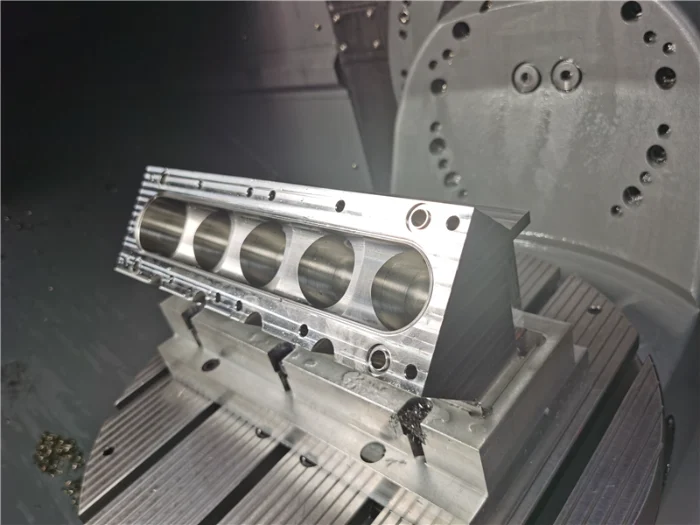
Mecanizado en 5 ejes: Talla en superficie
La fase de mecanizado de precisión utiliza un centro de mecanizado de 5 ejes (como los centros de mecanizado CNC de 5 ejes Haas y Hurco):
Mandrinado de precisión del orificio del cilindro: Se utilizan herramientas de mandrinar recubiertas de diamante con una velocidad de avance de 0,05 mm/r para lograr una cilindricidad ≤0,005 mm;
Mecanizado de la camisa de agua: el control de enlace de 5 ejes del ángulo de la herramienta consigue una rugosidad superficial de Ra0,8μm para el canal de flujo, lo que aumenta la eficiencia de disipación del calor en 20%;
Coaxialidad del orificio del cigüeñal: Utilizando los dos orificios del pasador de localización de la superficie inferior como referencia, el mecanizado de orificios de 5 etapas se completa en una sola configuración, con un error ≤0,008 mm.


Mecanizado por hilo EDM: Acabado de nivel micrométrico
Para el mecanizado de imperfecciones en bloques de cilindros (como líneas de intersección de orificios y ranuras estrechas), un máquina de electroerosión por hilo mediana se introduce:
Compensación de precisión: El sistema de medición en línea proporciona retroalimentación de datos en tiempo real y ajusta automáticamente la energía de descarga (voltaje 20-100V, corriente 2-10A), estabilizando el ancho de corte en 0,1±0,01mm;
Calidad de la superficie: Los múltiples procesos de corte (desbaste → semiacabado → acabado) reducen la rugosidad superficial de Ra6,3μm a Ra1,6μm, evitando las microfisuras;
Optimización de la eficiencia: El control inteligente de la alimentación por impulsos aumenta la velocidad de corte a 120 mm²/min, mejorando la eficiencia en 40%.

Opción de material para el mecanizado CNC de bloques de motor
Aleación de aluminio : Los materiales más comunes son las aleaciones de aluminio y silicio. Al ser ligeros, reducen eficazmente el peso total del motor, lo que mejora el ahorro de combustible. También tienen una buena conductividad térmica, lo que contribuye a la refrigeración del motor.
Acero inoxidable : Excelente resistencia a la corrosión, protegiendo el bloque motor de la corrosión en ambientes agresivos. Su gran resistencia garantiza la estabilidad a altas presiones. Sin embargo, el acero inoxidable es más caro y relativamente difícil de mecanizar.
Mecanizado de bloques de motor Acabado superficial:
Fosfatado : Forma una película de conversión química de fosfato en la superficie del bloque de cilindros. Esta película mejora la resistencia a la corrosión, evitando la oxidación durante el almacenamiento y el uso. También mejora la adherencia entre el bloque de cilindros y los recubrimientos posteriores, proporcionando una buena base para el posterior pintado y otros procesos de tratamiento de superficies.
Anodizado (para bloques de cilindros de aleación de aluminio) : Forma una densa película de óxido en la superficie del bloque de cilindros de aleación de aluminio, mejorando significativamente la dureza superficial, la resistencia al desgaste y la resistencia a la corrosión. Esta película de óxido también se puede teñir para dar al bloque de cilindros diferentes colores para satisfacer ciertos requisitos estéticos.
Revestimiento : Por ejemplo, la pulverización de un revestimiento resistente a altas temperaturas puede mejorar la resistencia del bloque de cilindros a la oxidación y al choque térmico en entornos de altas temperaturas, protegiendo la estructura interna. La pulverización de un revestimiento antifricción puede reducir la fricción entre las piezas móviles, como el pistón y el bloque de cilindros, reduciendo la pérdida de energía y mejorando la eficiencia del motor.
Galvanoplastia : Por ejemplo, el cromado puede dar a la superficie del bloque de cilindros una dureza y una resistencia al desgaste extremadamente altas, al tiempo que mejora la suavidad de la superficie, lo que ayuda a reducir la fricción y el desgaste. El cincado se utiliza principalmente para mejorar la resistencia a la corrosión del bloque de cilindros y evitar la oxidación.

Control de calidad: Inspección en bucle cerrado durante todo el proceso
Medición en línea y control en bucle cerrado
El centro de mecanizado integra un interferómetro láser y una sonda de contacto para la inspección en línea 100% de dimensiones clave como el diámetro del orificio del cilindro y la posición del orificio del cigüeñal. Si el valor detectado se desvía de la zona de tolerancia (±0,01 mm), el sistema corrige automáticamente la trayectoria de mecanizado para la siguiente pieza, logrando un bucle cerrado de "detección-alimentación-corrección".
Inspección final mediante medición por coordenadas
El bloque de cilindros acabado se somete a una inspección rigurosa con una máquina de medición de coordenadas (como la Hexagon PC-DMIS). En ella se comprueban principalmente las áreas que no pueden medirse con calibres vernier, micrómetros o medidores de altura ordinarios, generando un informe completo de datos dimensionales.

Conclusión del mecanizado cnc del bloque motor
Desde la selección de materiales de acero inoxidable hasta el desbaste en 3 ejes, el acabado en 5 ejes y el acabado de precisión a nivel de micras mediante electroerosión, nuestra empresa ha construido una barrera tecnológica completa con la "precisión de 0,01 mm" como núcleo. Esta tecnología se ha aplicado en campos como los motores aeronáuticos, los coches de carreras de alto rendimiento y las turbinas de gas industriales, proporcionando a los clientes soluciones energéticas más ligeras, duraderas y eficientes. En el futuro, con la integración de la optimización de procesos de IA y la tecnología de ultraprecisión, nuestra empresa Weldo seguirá liderando bloque de cilindros de acero inoxidable fabricación a estándares aún más elevados.
Preguntas frecuentes sobre el mecanizado cnc de bloques de motor
¿Qué nivel de precisión puede alcanzarse en Mecanizado CNC de bloques de motor?
El mecanizado CNC de bloques de cilindros de motores ofrece una gran precisión, con una exactitud dimensional en áreas clave que alcanza ±0,01 mm o incluso más. Las máquinas herramienta controladas por ordenador, combinadas con herramientas de corte y sistemas de medición avanzados, garantizan el mecanizado preciso de componentes como los diámetros interiores de los cilindros, lo que asegura el funcionamiento eficiente del motor.
¿Qué materiales se utilizan habitualmente en el mecanizado CNC de bloques de cilindros de motor?
Los materiales más comunes son la fundición (gris y dúctil) y las aleaciones de aluminio. La fundición gris ofrece amortiguación de vibraciones, resistencia al desgaste y buena conductividad térmica; la fundición dúctil tiene mayor resistencia y ductilidad; las aleaciones de aluminio son ligeras y mejoran la eficiencia del combustible. La selección del material depende del rendimiento del motor, el coste y el modelo de vehículo.
¿Cuánto se tarda en completar el mecanizado CNC de un bloque de cilindros de motor?
El tiempo de mecanizado varía en función de la complejidad del diseño del bloque de cilindros, el número de características de mecanizado, el tipo de máquina herramienta y los parámetros del proceso. El mecanizado en bruto y el acabado parcial de un bloque de cilindros sencillo pueden completarse en unas pocas horas, mientras que los bloques de cilindros complejos pueden requerir decenas de horas o incluso más tiempo para todos los procesos.
¿Cuáles son los pasos clave en el mecanizado CNC de bloques de cilindros de motor?
Los pasos clave incluyen la preparación de la pieza en bruto, la sujeción y el posicionamiento, el mecanizado de desbaste, el semiacabado y el acabado. Después de sujetar y colocar la pieza en bruto, el mecanizado de desbaste elimina el material sobrante, el semiacabado prepara el camino para el acabado y el acabado garantiza las dimensiones finales y la calidad de la superficie.
¿Cómo garantizar la calidad del bloque motor tras el mecanizado CNC?
Revise y simule estrictamente el programa antes del mecanizado; seleccione las herramientas adecuadas y compruébelas y sustitúyalas periódicamente; controle las dimensiones en tiempo real durante el mecanizado; después del mecanizado, inspeccione exhaustivamente las dimensiones y la rugosidad de la superficie y realice ensayos no destructivos para garantizar que el bloque de cilindros cumple las normas.







