

Lorsqu'une pièce comporte une cannelure interne, une rainure de clavette, un engrenage interne, un trou carré ou tout autre profil façonné, fraisage, rainurage, électroérosion à fil, et le brochage peuvent tous sembler être des options envisageables. Cependant, lorsque le projet exige des dimensions constantes, des temps de cycle courts et une production en série, le brochage s'avère souvent le choix le plus pratique.
Le brochage est particulièrement bien adapté à la production en moyennes et grandes séries, mais il ne se limite pas à la production de masse. Pour un profil complexe, une caractéristique interne à tolérance serrée ou une pièce dont l'usinage par d'autres méthodes s'avère coûteux, le brochage peut également s'avérer judicieux pour des quantités plus faibles. L'essentiel est d'évaluer conjointement la géométrie de la pièce, le matériau, l'état de traitement thermique, la tolérance et le volume de production prévu.

Qu'est-ce que le brochage dans le domaine de l'usinage des métaux ?
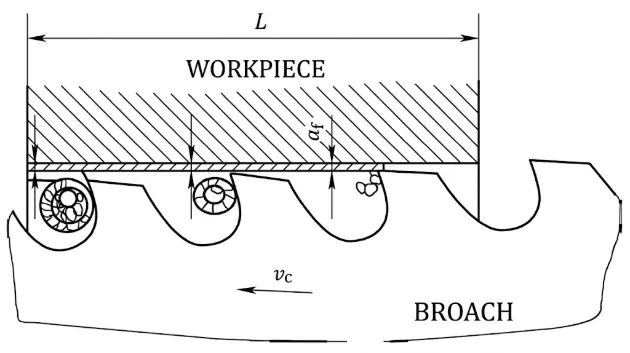
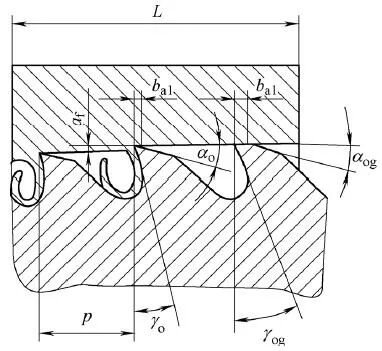
Le brochage est un procédé d'usinage dans lequel un outil de coupe à plusieurs dents, appelé « broche », est poussé ou tiré à travers ou le long d'une pièce. Chaque dent successive est légèrement plus grande que la précédente, ce qui permet d'enlever la surépaisseur couche par couche à mesure que l'outil se déplace en ligne droite.
La différence de hauteur ou de largeur entre deux dents successives est appelée « pas par dent ». L'avance étant intégrée à l'outil lui-même, une brocheuse ne nécessite généralement qu'un seul mouvement principal. L'ébauche, la semi-finition, la finition et le calibrage peuvent tous être réalisés au cours d'une seule course de travail.
C'est pourquoi le brochage peut être à la fois rapide et précis. Une fois que la broche, le serrage de la pièce et les paramètres de l'opération ont été définis, le même profil peut être reproduit d'une pièce à l'autre avec une intervention minimale de l'opérateur.
Quels aspects peut-on aborder ?
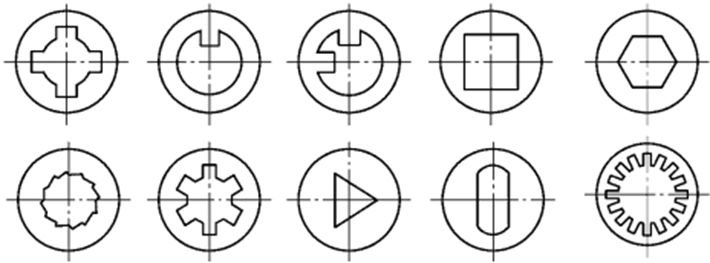
Trous traversants ronds, carrés, rectangulaires, hexagonaux, polygonaux et de formes spéciales
Canelures internes à flancs droits, involutées, dentelées et spéciales
Rainures de clavette internes et externes
Engrenages internes, engrenages externes, crémaillères et profils à denture partielle
Surfaces planes, fentes, rainures, assemblages en queue d'aronde et surfaces extérieures profilées
Formes de racines en « sapin » et en « queue d'aronde » pour les composants de turbines et de compresseurs
Profils combinés intégrant un alésage, une cannelure, une rainure de clavette, un chanfrein ou un calibrage dans un seul outil
Dans le cas du brochage linéaire classique, les surfaces à usiner doivent généralement rester parallèles à la direction d'avance de l'outil. Le brochage interne nécessite également un trou de départ suffisamment grand pour permettre l'entrée du pilote de la broche et l'évacuation des copeaux tout au long de la coupe.
Votre pièce se prête-t-elle au brochage ?
Une pièce brochée n'a pas besoin d'être simple, mais sa géométrie doit permettre à l'outil de pénétrer, de couper, d'évacuer les copeaux et de sortir sans rencontrer d'obstacle. Les points suivants constituent une première vérification pratique.
| Objet de design | Ce qu'il faut vérifier |
| Accès aux fonctionnalités | Une broche interne classique nécessite un trou traversant ou un autre passage dégagé pour permettre à l'outil d'entrer et de sortir. |
| Sens du profil | Les surfaces à générer doivent normalement être parallèles à la direction de déplacement de la broche. |
| Trou de départ | Le pilote doit pouvoir y pénétrer librement, et le trou doit présenter une taille, une circularité, une rectitude et un emplacement adéquats. |
| Longueur de la pièce | La longueur de brochage doit rester dans les limites de l'espace de copeaux et de résistance de la broche. |
| Epaisseur de la paroi | Les parois fines ou irrégulières peuvent se dilater pendant la découpe et reprendre leur forme initiale après le passage de la broche. |
| Face de référence | La face d'appui doit être plane et perpendiculaire au trou de départ, sauf si l'on utilise un support à alignement automatique. |
| Matériau et dureté | L'usinabilité, l'état de traitement thermique, les zones localement durcies et les variations de dureté ont une incidence sur la durée de vie de l'outil et l'état de surface. |
| Tolérance | Les exigences relatives à la taille, au profil, à la pas, au faux-rond et à l'état de surface doivent être définies séparément, plutôt que de se fonder sur une seule tolérance générale. |
| Volume de production | Une broche dédiée devient plus rentable à mesure que le nombre de pièces à produire en série et la demande annuelle augmentent. |
Les trous borgnes, les trous étagés, les éléments obstrués profonds et les profils dont la forme varie dans le sens de la coupe ne se prêtent généralement pas au brochage conventionnel. Le brochage rotatif ou une autre méthode d'usinage peut toutefois être envisageable, en fonction de la profondeur et de la géométrie.
En cas de doute, le fournisseur doit examiner le plan en 2D et le modèle en 3D avant que le procédé ne soit définitivement arrêté. De légères modifications apportées au chanfrein d'entrée, au trou de fond, à l'épaisseur de paroi, au système de référence ou aux tolérances peuvent réduire considérablement les risques et les coûts liés à l'outillage.
Comment se déroule le processus de brochage ?
Une broche n'est pas simplement une rangée de dents de coupe identiques. Ses sections guident l'outil, enlèvent la surépaisseur par étapes, définissent la cote finale et soutiennent l'outil lorsqu'il quitte la pièce.
Tige et col : elles permettent de fixer la broche à la machine et de transmettre la force de traction ou de poussée.
Broche avant : elle pénètre dans le trou préparé et aligne la broche avec la pièce avant le début de l'usinage.
Dents d'ébauche, de semi-finition et de finition : elles enlèvent progressivement la surépaisseur d'usinage et façonnent le profil requis.
Dimensionnement des dents et du pilote arrière : stabiliser la dimension finale et la finition, soutenir la broche et protéger la surface usinée lors de la sortie de l'outil.
Vérifiez le plan, le matériau, le traitement thermique, les tolérances, l'état de surface et la quantité à produire.
Préparez le trou d'amorçage, la face de référence et le chanfrein d'entrée ou de sortie nécessaires au brochage et au montage du dispositif de fixation.
Choisissez ou fabriquez la broche, puis vérifiez la course de la machine, la force de traction, la plage de vitesse et le raccordement de l'outil.
Positionnez et maintenez la pièce à usiner de manière à ce que le trou d'amorçage soit aligné avec le sens de déplacement de la broche.
Appliquez le fluide de coupe indiqué, puis faites passer la broche à travers la pièce en un seul mouvement contrôlé, soit en la tirant, soit en la poussant.
Retirez les copeaux des rainures de la dent, nettoyez la pièce à usiner et inspectez la première pièce avant de poursuivre la production.
Surveillez la taille de l'écran, l'état de la surface, la force de coupe et l'usure des outils tout au long du cycle de production.
Le serrage et la lubrification sont essentiels. Le dispositif de serrage doit supporter la charge d'usinage sans déformer la pièce, tandis que le fluide de coupe doit atteindre la zone d'usinage, réduire les frottements et évacuer les copeaux. Le brochage interne et le brochage horizontal rendent généralement l'alimentation en fluide et l'évacuation des copeaux plus difficiles que les opérations externes à ciel ouvert ou verticales.
Quels sont les principaux types de brochage ?
Le brochage peut être classé en fonction de la surface à usiner, de la direction de la force, de la disposition des outils et de l'état de la pièce. Chaque type permet de résoudre un problème de production différent.
Brochage interne
Le brochage interne permet de réaliser une forme à l'intérieur d'une ouverture préparée. Parmi les exemples typiques, on peut citer les alésages ronds et polygonaux, les rainures de clavette, les cannelures internes et les engrenages internes. Un alésage de départ est nécessaire pour permettre au pilote avant et aux dents de coupe de traverser la pièce.
Brochage externe et de surface
Le brochage extérieur consiste à enlever de la matière d'une surface ouverte afin de réaliser des méplats, des fentes, des rainures, des faces profilées, des dentures extérieures ou des profils de pied de lame. La pièce et l'outil doivent bénéficier d'un guidage rigide, car la coupe n'est pas autocentrée par un alésage environnant.
Brochage de rainures
Le brochage de rainures de clavette s'effectue à l'aide d'une broche à rainure de clavette équipée d'une douille de guidage ou d'une corne afin de réaliser une rainure de clavette interne droite. Des cales peuvent être ajoutées au cours de passes successives lorsqu'il n'est pas possible de réaliser la profondeur totale de la rainure en une seule passe en toute sécurité. Il s'agit d'une option courante et économique pour les alésages et les tailles de clavettes standard.
Brochage de splines
Le brochage de cannelures permet de former plusieurs dents ou rainures autour d'un alésage en une seule passe. Il est utilisé pour les cannelures à flancs droits, involutées, dentelées et spéciales dans les engrenages, les moyeux, les accouplements, les pièces de transmission et les composants de direction. La broche peut également usiner le diamètre mineur lorsque le plan l'exige.
Brochage par traction
Dans le brochage par traction, la machine tire la broche à travers la pièce. L'outil étant principalement soumis à une contrainte de traction, il peut être plus long et comporter davantage de dents qu'une broche de poussée équivalente. Ce procédé est largement utilisé pour les profils internes et la production en grande série.
Brochage par poussée
Dans le brochage en poussée, l'outil est enfoncé dans la pièce à usiner et subit donc une contrainte de compression. La broche doit être plus courte et bien guidée afin de limiter la flexion ou le flambage. Le brochage en poussée est souvent utilisé pour les rainures de clavette courtes, les petits alésages, les travaux de réparation, ainsi que pour les opérations manuelles ou à faible volume.
Brochage rotatif
Le brochage rotatif, également appelé brochage oscillant, utilise un outil légèrement incliné qui tourne par rapport à la pièce à usiner. Elle permet de réaliser de petits profils carrés, hexagonaux et autres profils polygonaux sur un tour, un centre d'usinage ou une machine à vis. Elle est utile pour les éléments courts et certains trous borgnes, mais elle ne correspond pas au brochage linéaire classique.
Alésage en pot
Le brochage en pot utilise un ensemble d'outils annulaire doté de dents orientées vers l'intérieur. La pièce à usiner est poussée ou tirée à travers l'outil afin de créer une cannelure externe, un engrenage ou tout autre profil circonférentiel similaire. Ce procédé est généralement choisi pour la production en série d'arbres et d'autres pièces à denture externe.
Brochage dur
Le brochage dur permet de finir une cannelure interne préalablement brochée à froid après traitement thermique. Une broche en carbure élimine les déformations dues au traitement thermique d’une pièce pouvant présenter une dureté comprise entre environ 45 et 65 HRC, améliorant ainsi la forme des dents, la précision du pas, la largeur effective de l’espace, le faux-rond et l’état de surface. Ce procédé nécessite une machine rigide, une surépaisseur contrôlée, un tri précis avant le brochage et un outillage spécialisé.
De quels matériaux sont faites les broches ?
Le choix du matériau de la broche dépend du matériau de la pièce à usiner, de sa dureté, de la vitesse de coupe, de la complexité du profil, de la durée de vie prévue de l'outil, ainsi que de la nécessité ou non de le réaffûter et de le réenrober.

| Matériau de la broche | Utilisation typique | Principaux éléments à prendre en compte |
| Acier rapide classique | Aciers généraux, fonte et matériaux non ferreux à vitesse modérée | Bonne ténacité, facile à fabriquer et à réaffûter, largement utilisé pour le brochage conventionnel |
| Acier rapide au cobalt | L'acier allié, l'acier inoxydable et les pièces à usiner qui génèrent davantage de chaleur | Dureté à chaud et résistance à l'usure supérieures à celles de l'acier rapide (HSS) classique |
| Acier rapide issu de la métallurgie des poudres | Profils exigeants et séries de production plus longues | Structure fine et homogène, offrant un bon équilibre entre ténacité, résistance des arêtes et résistance à l'usure |
| Carbure | Le brochage dur, les matériaux abrasifs et la production à grande vitesse | Haute résistance à l'usure, mais résilience aux chocs plus faible ; nécessite une machine rigide et un processus stable |
| Construction en éléments pré-assemblés ou modulaire | Sections de coupe volumineuses, coûteuses ou remplaçables | Permet à un corps en acier d'accueillir des éléments de coupe en HSS ou en carbure et peut faciliter la réparation ou le remplacement |
La nuance M2 est couramment utilisée pour les broches à usage général, tandis que les nuances M35 ou M42 peuvent être choisies lorsqu'une dureté à chaud ou une résistance à l'usure plus élevée est requise. Le choix de la nuance exacte doit se fonder sur des essais de coupe et sur l'état de la pièce à usiner, plutôt que sur la seule désignation du matériau.
Des revêtements tels que le TiN, le TiCN, AlCrN, ou des revêtements spécifiques à l'application peuvent réduire le frottement et l'usure. Un revêtement ne peut toutefois pas compenser une géométrie de dent incorrecte, un espace de copeaux insuffisant, une élévation excessive par dent, un désalignement ou une lubrification inadéquate. Le réaffûtage et le réenrobage doivent donc être gérés comme un processus d'usinage unique et contrôlé.
Quel équipement faut-il pour le brochage ?
Un système de brochage comprend généralement la machine, la broche, le dispositif de serrage de la pièce, le système de fixation et de guidage de l'outil, le système de lubrification, le système d'évacuation des copeaux, les dispositifs de protection et l'équipement d'inspection. Le choix de la machine appropriée dépend du sens de coupe, de la course, de la force, des dimensions de la pièce et du niveau d'automatisation souhaité.
| Type d'équipement | Application type | Caractéristiques principales |
| Brocheuse horizontale | Brochage interne long et brochage par traction général | Accès et installation faciles des outils, mais nécessite davantage d'espace au sol et un enlèvement minutieux des copeaux |
| Machine à brocher verticale | Production interne, en surface et automatisée | Encombrement réduit ; permet d'abaisser, de relever ou de faire monter la table de travail le long de la broche |
| Machine à brocher hydraulique | Production polyvalente et à forte puissance | Mouvement fluide et contrôlable, et force de traction importante ; nécessite un entretien du fluide hydraulique et du système |
| Machine à brocher à servocommande | Fabrication de précision et suivi des processus | Vitesse et position programmables, contrôle stable de la force, consommation d'énergie réduite et collecte de données simplifiée |
| Machine à brocher de surface | Surfaces planes, rainures, surfaces moulées et profils extérieurs façonnés | Un chariot porte-outils rigide et des dispositifs de fixation spécifiques permettent de réaliser un large éventail de coupes externes |
| Machine à brocher en continu | Production de surface à très grand volume | Les pièces défilent en continu devant des outils fixes ou en mouvement |
| Machine à brocher à durcissement | Canelures internes traitées thermiquement et autres profils trempés | Rigidité élevée, alignement précis, surveillance des forces et compatibilité avec les outils en carbure |
| Dispositif de brochage rotatif à commande numérique | Perçages polygonaux courts sur tours à commande numérique ou centres d'usinage | Solution compacte pour le brochage rotatif sans machine de brochage linéaire dédiée |
Les termes « horizontal » et « vertical » décrivent la configuration de la machine, tandis que « hydraulique » et « servo » désignent le système d'entraînement. Il ne s'agit pas de catégories concurrentes : une machine verticale, par exemple, peut être équipée d'un entraînement hydraulique ou servo. Le choix doit être fondé sur la force, la course, la précision, la durée du cycle, l'entretien, l'encombrement au sol et les exigences en matière d'automatisation.
Quelles pièces se prêtent au brochage manuel ?
Le brochage manuel est principalement utilisé pour les rainures de clavette courtes, les petits alésages carrés ou polygonaux, les travaux de réparation, les prototypes et les pièces produites en petites séries. Une broche à pousser standard, une douille de guidage, un jeu de cales et une presse à mandrin permettent souvent de réaliser ces opérations sans avoir recours à une machine de brochage de production dédiée.
L'ensemble doit rester d'équerre et rigide. Étant donné qu'une broche de poussée fonctionne en compression, une force inégale, une longueur excessive de l'outil, un mauvais alignement ou une déformation de la presse peuvent déformer ou casser l'outil. L'utilisation d'une broche de traction correctement conçue peut réduire le risque de flambage, mais la broche et son raccordement doivent être conçus pour supporter des charges de traction.
Le brochage manuel ne doit pas être considéré comme un raccourci non contrôlé en atelier. Il convient de vérifier la capacité de la presse, le guidage de l'outil, les dispositifs de protection, le fluide de coupe, l'évacuation des copeaux et la sécurité de l'opérateur, en particulier lorsque la force requise est élevée ou que l'outil est fabriqué sur mesure.
Quelles pièces et quels secteurs d'activité ont recours au brochage ?
Le brochage est utilisé chaque fois qu'il est nécessaire de reproduire avec précision et rapidité un élément de forme. Il s'avère particulièrement utile lorsque cet élément nécessiterait, sans cela, plusieurs opérations d'usinage ou des indexations répétées.
Pièces de transmission automobile
Parmi les applications courantes, on peut citer les engrenages de boîte de vitesses, les engrenages coniques de différentiel, les moyeux, les manchons de synchronisation, les engrenages de stationnement, les composants de sortie, les crémaillères de direction, les accouplements et les arbres de transmission. Les cannelures internes et les rainures de clavette font souvent l'objet d'un brochage à froid avant le traitement thermique, tandis que les pièces soumises à des exigences plus strictes après le traitement thermique peuvent être soumises à un brochage à chaud.
Composants pour l'aérospatiale et l'énergie
Le brochage est utilisé pour la réalisation des rainures à la base des aubes de turbines et de compresseurs, des profils en sapin, des assemblages en queue d'aronde, des rainures de disques et d'autres surfaces formées nécessitant une grande intégrité. Ces pièces exigent un équipement rigide, une géométrie d'outil soigneusement contrôlée, un état stable du matériau, ainsi qu'une inspection complète et une traçabilité totale.
Pièces pour machines industrielles
Les engrenages, poulies, pignons, accouplements, bagues, pièces de vannes, composants de pompes, pièces de machines-outils, maillons de liaison et composants hydrauliques peuvent tous comporter des alésages brochés, des rainures de clavette, des cannelures, des dents, des méplats ou des profils spéciaux. Le brochage permet de combiner plusieurs caractéristiques en une seule passe lorsque les exigences de production en série justifient l'utilisation de cet outillage.
Pièces détachées pour machines agricoles
Les machines agricoles soumettent les arbres, les moyeux, les engrenages et les accouplements à des charges importantes ; c'est pourquoi la fiabilité de la transmission du couple et l'interchangeabilité des pièces sont essentielles. Le brochage est utilisé pour les cannelures, les rainures de clavette, les alésages carrés, les dentelures et les éléments d'entraînement formés sur les tracteurs, les motoculteurs, les cultivateurs, les charrues, les herses, les semoirs, les planteuses, les pulvérisateurs, les épandeurs, les presses à balles, les faucheuses, les ensileuses, les moissonneuses-batteuses, les convoyeurs à grains, les vis sans fin, les chargeuses, épandeurs de fumier, mélangeurs d’aliments pour animaux et outils connexes. Ce même procédé est également utilisé pour les petites pièces de rechange et les composants d’usure lorsqu’un ajustement standard et reproductible est requis.
Quels sont les matériaux de pièces adaptés au brochage ?
De nombreux matériaux ferreux et non ferreux peuvent être brochés, mais chaque matériau nécessite une géométrie de dent, une hauteur par dent, une vitesse de coupe, un fluide de coupe et un matériau d'outil adaptés.
| Matériau de la pièce à usiner | Comportement lors du brochage | Orientation vers les processus |
| Acier au carbone et acier allié | Largement usiné à l'état normalisé, recuit ou trempé-revenu | Contrôler la dureté, la microstructure, la surépaisseur et la séquence de traitement thermique |
| Acier inoxydable | Résistant, susceptible de subir un écrouissage, et exigeant au niveau de l'arête de coupe | Utiliser une géométrie précise, une hauteur de dent adéquate, une lubrification efficace et un matériau d'outil résistant à l'usure |
| Fonte | Généralement usinable, mais peut contenir des inclusions abrasives ou des zones dures | Choisissez un matériau d'outil adapté et évitez que des défauts locaux n'entraînent l'ébréchage des dents |
| Alliages d'aluminium | Faible effort de coupe, mais certaines nuances peuvent former de longs copeaux ou un dépôt sur l'arête de coupe | Utilisez des dents bien affûtées, des gorges lisses, une lubrification adéquate et un évacuation efficace des copeaux |
| Laiton et bronze | Ils permettent souvent d'obtenir une bonne taille et une bonne finition lorsque la géométrie est adaptée à l'alliage | Évitez de saisir, de frotter et de choisir un fluide de coupe inadapté |
| Acier traité thermiquement | Le brochage conventionnel avec des outils HSS devient difficile à mesure que la dureté augmente | Utiliser une marge de pré-brochage contrôlée et un procédé de brochage dur au carbure lorsque cela est nécessaire |
Dans le cas du brochage tendre classique, l'uniformité de la dureté est souvent plus importante qu'une simple valeur nominale de dureté. Un matériau très tendre et collant peut se déchirer ou former une arête de surépaisseur, tandis qu'une dureté excessive ou la présence de points durs isolés peut réduire la durée de vie de l'outil ou provoquer l'ébréchure des dents. Les certificats de matériaux et les registres de traitement thermique revêtent donc une grande importance.
Quels niveaux de précision et de finition de surface le brochage permet-il d'atteindre ?
Le brochage est choisi tant pour sa répétabilité que pour sa rapidité. Dans des conditions stables, le brochage interne conventionnel permet généralement d’atteindre une précision dimensionnelle de l’ordre de IT7 à IT8, tandis qu’un procédé de précision optimisé peut donner des résultats encore plus serrés. La tolérance pratique dépend de la taille du profil, de la longueur brochée, de l’épaisseur de paroi, du matériau de la pièce, de l’état de l’outil, du dispositif de fixation et de la méthode de contrôle.
Des valeurs de rugosité de surface comprises entre environ 0,4 et 1,6 µm Ra peuvent être obtenues dans de nombreuses applications bien maîtrisées, bien que la valeur spécifiée doive tenir compte de la fonction de la pièce. Un résultat plus large peut s'avérer approprié pour le brochage extérieur grossier, les matériaux difficiles ou les profils dans lesquels les arêtes latérales frottent plutôt que de couper librement.
Pour les cannelures et les engrenages, un seul diamètre d'alésage ne suffit pas à définir la qualité. L'erreur de pas, l'écart de pas cumulé, l'écart de profil, l'écart de pas hélicoïdal, la largeur effective de l'espace, la largeur réelle de l'espace, les diamètres majeur et mineur, la mesure sur les goupilles et le faux-rond peuvent tous nécessiter un contrôle distinct.
Le brochage ne permet pas de corriger la position du trou de départ
Tout comme l'alésage, le brochage interne s'effectue généralement dans un trou déjà préparé. Il permet d'améliorer les dimensions, la forme et l'état de surface, mais ne permet pas de déplacer de manière fiable un trou vers une nouvelle position théorique. Si le trou de départ est décentré, incliné, courbé ou non perpendiculaire à la face d'appui, l'élément broché peut conserver ou amplifier cette erreur de position.
Le trou de départ, la face de référence et le dispositif de serrage doivent donc être réalisés et contrôlés dans le cadre du processus de brochage. Un support sphérique peut permettre un auto-alignement limité lorsque cela est approprié, mais il ne remplace pas une conception rigoureuse de la face de référence ni une préparation adéquate du trou.
Comment concevoir une pièce alésée pour en faciliter la fabrication ?
La plupart des problèmes liés au brochage sont plus faciles à prévenir dès la phase de conception qu’à corriger sur la machine. Les cinq critères de conception suivants ont la plus grande influence sur la faisabilité, les risques liés à l’outillage et le coût unitaire.
1. Privilégiez une fonctionnalité de passage
Un parcours d'entrée et de sortie dégagé permet au brocheur de traverser la pièce et d'évacuer les copeaux hors de la zone d'usinage. Si une usinage en aveugle est inévitable, vérifiez si le brochage rotatif, le rainurage, l'électroérosion ou un autre procédé est plus adapté avant de valider la géométrie.
2. Prévoir un trou de départ et un état des bords adaptés
Le trou de départ doit permettre l'insertion du guide avant sans forcer et doit offrir une marge de coupe uniforme tout autour du profil. Les arêtes d'entrée et de sortie doivent comporter le chanfrein ou le dégagement nécessaire pour éviter la formation de bavures, les charges d'impact et tout risque d'interférence avec l'outil.
3. Contrôle de l'épaisseur des parois et de la rigidité des pièces
Les parois minces, discontinues ou irrégulières peuvent se déformer sous l'effet de la force de coupe radiale et reprendre leur forme initiale une fois que l'outil est passé. Ajoutez des supports lorsque cela est possible, veillez à ce que l'épaisseur des parois soit homogène et évitez de placer des serre-joints à des endroits où ils risqueraient de déformer la pièce finie.
4. Définir clairement les repères et les tolérances
Identifiez la face qui sert de repère pour la pièce pendant le brochage et les surfaces qui sont fonctionnellement liées au profil broché. Précisez les dimensions, le profil, la position, le faux-rond et l'état de surface uniquement avec le niveau de précision requis par l'assemblage, car toute exigence superflue peut accroître les coûts d'outillage, les besoins en contrôle et le risque de rebut.
5. Définir les exigences en matière de traitement thermique et de cannelures
Précisez si la pièce est contrôlée avant ou après le traitement thermique, et indiquez la dureté finale, la profondeur de cémentation effective, ainsi que toute tolérance admise pour le brut de brochage ou de brochage à froid. Pour les cannelures, précisez la norme applicable, le nombre de dents, l'angle de pression, le module ou le pas diamétral, la classe, les diamètres majeur et mineur, les exigences relatives à la largeur de l'espace entre les dents, ainsi que les critères de jaugeage.
| Objet de design | Approche privilégiée |
| Trajectoire d'outil | Prévoir un chemin d'accès et de sortie rectiligne et dégagé, aligné sur le profil. |
| Trou de départ et bords | Contrôler la géométrie du trou et prévoir le chanfrein d'entrée, le dépouille de sortie et l'accès pour l'ébavurage requis par le procédé. |
| Assistance technique | Utilisez une face de référence stable, une épaisseur de paroi suffisante et un système de serrage qui ne déforme pas la pièce. |
| Exigences fonctionnelles | Spécifier les exigences relatives aux dimensions, au profil, à la position, au faux-rond, à la finition, au traitement thermique et au contrôle. |
| Planification de la production | Indiquez le volume annuel et la durée de vie du programme afin que la conception des outils, les machines, l'automatisation et le plan de remplacement des outils puissent être évalués conjointement. |
En quoi le brochage se distingue-t-il des autres méthodes d'usinage ?
| Processus | Idéal pour | Principal compromis |
| Brochage | Répéter des profils internes ou externes nécessitant un rendement élevé et une géométrie constante | Un outillage spécifique et un dégagement suffisant pour les outils sont généralement nécessaires |
| Rainurage ou façonnage | Rainures de clavette à faible volume, denture interne, travaux de réparation et géométrie flexible | Un temps de cycle plus long et une plus grande dépendance vis-à-vis de la configuration de la machine |
| Fraisage | Profilés ouverts, prototypes et pièces nécessitant des modifications fréquentes de conception | L'accès aux parties internes et les petits rayons de courbure peuvent être limités |
| Electro-érosion à fil | Matériaux durs, angles internes vifs et profils de précision de faible volume | Une coupe lente et un parcours complet obligatoire pour le fil |
| EDM de la marque Sinker | Cavités aveugles et géométrie interne complexe dans les matériaux conducteurs | Coût des électrodes, durée de cycle plus longue et considérations relatives à la couche de recouvrement |
| Brochage rotatif | Perçages polygonaux courts sur tours ou centres d'usinage | Les limites de profondeur, de dimensions, de profil et de charge de la machine sont plus restrictives que celles du brochage linéaire |
Le prix d'outillage le plus bas ne correspond pas toujours au coût de production le plus bas. Pour une cannelure ou une rainure de clavette récurrente, le brochage peut nécessiter un investissement initial plus important, mais permet d'obtenir un temps de cycle nettement plus court et des pièces plus homogènes. Pour les prototypes ou les modifications fréquentes de conception, un procédé flexible tel que le rainurage, le fraisage ou l'électroérosion peut s'avérer plus économique.
Quels sont les facteurs qui influent sur le coût du brochage ?
Un devis de brochage ne se limite pas au temps machine. La conception et la fabrication des outils, le développement des montages, la mise en place, la durée de vie prévue des outils, leur réaffûtage, le contrôle qualité et le volume de production sont autant de facteurs qui influent sur le coût unitaire final.
| Facteur de coût | Pourquoi est-ce important ? | Une solution envisageable pour réduire les coûts |
| Complexité du profil | Les formes complexes nécessitent un travail de conception plus important, une fabrication plus précise par brochage et des contrôles spécialisés. | Simplifier, dans la mesure du possible, les angles, les reliefs ou les éléments combinés qui ne remplissent aucune fonction |
| Dimensions et longueur de l'élément | Les profilés longs ou de grande taille augmentent la force de coupe, la longueur de l'outil, l'espace nécessaire pour l'évacuation des copeaux et les exigences en matière de machine. | Limitez la longueur d'alésage et la marge de matière au strict nécessaire d'un point de vue fonctionnel |
| Matériau et dureté | Les matériaux résistants, abrasifs, susceptibles de subir un durcissement par déformation ou déjà durcis réduisent la durée de vie des outils | Contrôler l'état du matériau et définir dès le début la séquence de traitement thermique |
| Tolérance et finition | Des exigences plus strictes améliorent la précision des outils, le contrôle des processus, les contrôles qualité et réduisent le risque de rebuts | Utiliser des tolérances fonctionnelles et identifier les caractéristiques critiques |
| Construction d'une broche | Les outils monoblocs, modulaires, assemblés, en acier rapide (HSS), en carbure et revêtus présentent des coûts d'acquisition et des coûts liés au cycle de vie différents | Évaluer le prix d'achat en tenant compte des coûts de réaffûtage, de réenrobage et de la stratégie de remplacement |
| Quantité de production | Les petites quantités entraînent des coûts d'outillage et de mise en place plus élevés par pièce. | Indiquer des volumes annuels et sur toute la durée de vie réalistes pour l'amortissement des coûts |
| Automatisation et contrôle qualité | Le chargement, l'évacuation des copeaux, le contrôle en cours de fabrication, les jauges et la traçabilité représentent certes un investissement supplémentaire, mais permettent de réduire la main-d'œuvre et les variations. | Adapter le niveau d'automatisation et de contrôle aux risques et au volume de production |
Dans le cadre d'un programme de production en série, la broche doit être considérée comme un actif de production plutôt que comme un consommable acheté uniquement au prix initial. La durée de vie de l'outil par affûtage, le nombre d'affûtages possibles, les cycles de revêtement, les options de réparation, le stock d'outils de rechange et les délais de livraison ont tous une incidence sur le coût total.
Pour établir un devis précis, il est donc nécessaire de disposer à la fois des données relatives à la pièce et du plan de production. Se baser uniquement sur les dimensions d'un profilé pour établir un devis peut masquer des différences importantes en matière de matériau, de dureté, de longueur de brochage, de contrôle des repères, d'exigences de calibrage et de volume annuel prévu.
Défauts courants liés au brochage et contrôle qualité
| Défaut | Causes courantes | Mesures de contrôle |
| Des déchirures en forme d'écailles ou une surface rugueuse | Arête d'usure, vitesse inadaptée, pas par dent trop élevé, dents émoussées, mauvais état du matériau ou lubrification insuffisante | Optimisez la vitesse et le pas par dent, veillez à ce que l'arête de coupe reste tranchante, contrôlez la dureté et utilisez un fluide de coupe lubrifiant adapté |
| Rayures irrégulières | Ébréchures ou dépôts sur les dents de coupe, gorges rugueuses ou arêtes endommagées | Nettoyez après chaque passe, polissez ou réaffûtez les zones endommagées, et veillez à ce que les rainures d'évacuation des copeaux restent lisses. |
| Marques longitudinales continues | Dents de calibrage ébréchées ou dommages en relief sur le pilote arrière | Protégez la broche lors de sa manipulation et de son stockage ; poncez ou réaffûtez les zones endommagées avant utilisation. |
| Ondulation circonférentielle | Variations périodiques de la force de coupe, nombre insuffisant de dents en coupe, vibrations de la machine ou géométrie irrégulière des dents | Améliorer la stabilité du processus, optimiser le pas et la hauteur par dent, et vérifier la rigidité de la machine et de l'outil |
| Alésage surdimensionné ou sous-dimensionné | Bavures de rectification, usure des outils, retour élastique, parois minces, effets thermiques ou dimensions incorrectes des dents | Vérifier la conformité d'une broche réaffûtée, contrôler les dimensions de l'outil, caler la pièce et définir la compensation par essais successifs |
| Erreur de profil ou de position | Un désalignement, une géométrie défectueuse du trou d'amorçage, des faces de référence encrassées, une dureté inégale du matériau ou un apport de fluide unilatéral | Vérifier le trou de départ et le point de référence, nettoyer le dispositif de serrage, aligner l'outil et répartir uniformément le liquide de coupe |
| Ébréchure d'une dent ou rupture d'une broche | Espace insuffisant pour les copeaux, force excessive, points durs, traitement thermique incorrect, déformation de l'outil, mauvaise installation ou présence de copeaux dans les rainures | Vérifiez la force et la capacité d'enlèvement de copeaux, contrôlez l'état du matériau et de l'outil, veillez à ce que l'alignement soit correct et ne forcez jamais sur une broche bloquée. |
Gestion de la durée de vie des broches et de leur réaffûtage
Chaque broche doit faire l'objet d'une fiche d'outillage comprenant la référence de la pièce, la séquence d'outillage, la date d'émission, le nombre de pièces produites, la quantité cumulée, les réaffûtages, l'historique des revêtements, les résultats des contrôles et les événements anormaux. Le réaffûtage doit permettre d'enlever le minimum de matière nécessaire pour redonner un tranchant à l'outil, tout en préservant l'angle de coupe, la hauteur par dent, la forme de la dent et la géométrie de la gorge prévus lors de la conception.
Suivi du processus de production
Il convient de surveiller la force de coupe, la durée du cycle, l'aspect de la surface, la forme des copeaux, l'évolution des cotes, l'état du fluide, ainsi que toute vibration ou tout bruit inhabituel. Une augmentation soudaine de la force ou une détérioration de la finition peuvent indiquer un tranchant émoussé, un accumulation de copeaux, un désalignement, une variation du matériau ou une lubrification insuffisante avant qu'une défaillance majeure ne se produise.
Contrôle et traçabilité de la qualité
Le contrôle doit répondre aux exigences fonctionnelles. En fonction de la pièce, cela peut inclure l'utilisation de jauges d'alésage, la mesure par coordonnées, le contrôle de profil, la mesure par rapport à des repères, les jauges GO et NO-GO pour cannelures, le contrôle du faux-rond, la mesure de la rugosité de surface, la vérification de la dureté et l'enregistrement de la profondeur de cémentation. Les résultats des contrôles du premier article et des contrôles en cours de fabrication doivent être associés à la broche, à la machine, au lot de production et au lot de traitement thermique.
Comment choisir un fournisseur fiable dans le domaine du brochage ?
Un fournisseur compétent doit être capable d'évaluer l'ensemble de la chaîne de fabrication, et pas seulement de placer une pièce sur une machine disponible. Il convient de vérifier les points suivants avant de valider l'outillage.
Expérience dans le domaine des profils, matériaux, duretés, tolérances et volumes de production requis
Équipements adaptés : horizontaux, verticaux, hydrauliques, servo-commandés, de surfaçage, rotatifs ou de brochage dur
Conception, fabrication, contrôle, réaffûtage, réenrobage et assistance pour les outils de rechange
Conception des gabarits et capacité de fabrication (DFM) pour le trou d'amorçage, les repères, l'épaisseur de paroi et le support de la pièce
Un processus bien défini couvrant le fluide de coupe, le contrôle des copeaux, le nettoyage des outils et la maintenance préventive
Capacité d'inspection des paramètres relatifs à la taille, à la forme, aux cannelures ou aux engrenages, au faux-rond, à l'état de surface, à la dureté et à la traçabilité
Validation du premier article, contrôle des changements de processus, planification des livraisons et gestion des dommages sur les outils ou des problèmes de qualité
Dans le cadre d'un programme en cours, demandez au fournisseur comment il compte maintenir la production pendant le réaffûtage ou la réparation d'une broche. La disponibilité d'outils de rechange, d'équipements de secours homologués, de données de réglage documentées et d'un délai de remplacement réaliste est tout aussi importante que le premier échantillon.

Quelles informations faut-il fournir pour obtenir un devis de brochage ?
| Informations | Informations à fournir |
| Fichiers de pièces | Un dessin en 2D au format contrôlé et, le cas échéant, un modèle en 3D |
| Matériau | Qualité du matériau, spécifications, conditions de fourniture et exigences éventuelles en matière de certificats |
| Traitement thermique | Séquence de traitement, dureté finale, profondeur de cémentation, limites de déformation et nécessité ou non d'un brochage à froid |
| Élément broché | Dimensions du profil, caractéristiques des dents ou des rainures, longueur de brochage, dimensions du trou d'amorçage, chanfreins et dépouilles |
| Tolérances | Dimensions, profil, pas, position, faux-rond, état de surface et caractéristiques critiques identifiées |
| Inspection | Normes applicables, exigences en matière d'appareils de mesure, méthode de mesure, format du rapport et fréquence d'échantillonnage |
| Quantité | Nombre de prototypes, quantité commandée, demande annuelle, durée du programme et calendrier de production |
| Exigences commerciales | Délai de livraison prévu, conditionnement, traçabilité, autorisations spéciales et propriété de l'outillage par le client |
Plus ces informations sont complètes, plus il est facile de recommander le procédé adapté et de distinguer les frais d'outillage ponctuels du coût récurrent des pièces. Cela permet également de réduire le risque de modification du devis une fois que la conception de la broche ou du dispositif de fixation a commencé.
Conclusion
Le brochage allie un rendement élevé, une géométrie reproductible et une bonne qualité de surface en une seule course contrôlée. Ses avantages sont particulièrement mis en valeur lorsque la caractéristique à usiner, le matériau de la pièce, l'outillage, la machine, le dispositif de serrage, le fluide de coupe, la méthode de contrôle et le volume de production sont planifiés comme un processus unique. Ce n’est pas la solution idéale pour toutes les pièces, mais pour les cannelures internes, les rainures de clavette, les engrenages internes, les crémaillères et les profils formés répétés, elle permet de réduire considérablement le temps de cycle et le coût unitaire.
Si votre pièce comporte une cannelure interne, une rainure de clavette, un engrenage interne ou tout autre profil complexe, n’hésitez pas à nous envoyer un dessin en 2D, un modèle en 3D, la référence du matériau, la dureté et la quantité prévue. Nous Weldo L'usinage peut fournir des recommandations en matière de conception pour la fabrication (DFM) en fonction de la géométrie de la pièce, vous aider à évaluer la méthode d'usinage la plus adaptée et permettre de préparer un devis précis.
FAQ
Peut-on aléser un trou borgne ?
Une broche linéaire classique doit généralement traverser la pièce, ce qui rend généralement impossible l'usinage d'un véritable trou borgne. L'usinage par brochage rotatif peut permettre de réaliser de courtes formes polygonales borgnes, tandis que les rainures de clavette borgnes ou les formes internes peuvent nécessiter le recours au rainurage, au façonnage, à l'électroérosion ou à un outillage spécialisé.
Le brochage doit-il être effectué avant ou après le traitement thermique ?
La plupart des opérations de brochage HSS classiques sont réalisées avant la trempe finale, car le matériau est alors plus facile à usiner et la durée de vie des outils est plus longue. Si la déformation due au traitement thermique risquait d'empêcher la cannelure finale de répondre à ses exigences fonctionnelles, on peut recourir à une surépaisseur contrôlée obtenue par brochage à froid, suivie d'un brochage à froid au carbure.
Faut-il une broche sur mesure pour chaque pièce ?
Non. Les broches à rainure standard, les douilles, les cales et certaines broches rotatives couvrent de nombreuses dimensions courantes. Une broche sur mesure est généralement nécessaire pour une cannelure propriétaire, un engrenage interne, un profil combiné, une tolérance spéciale, une série de production longue ou toute caractéristique ne pouvant être réalisée avec un outil standard.
Comment savoir quand une broche doit être réaffûtée ?
Les signes avant-coureurs typiques comprennent une augmentation de la force de coupe, la formation de bavures, des déchirures, une détérioration de l'état de surface, un déport dimensionnel, une mauvaise formation des copeaux, ainsi qu'une usure visible des flancs ou un ébréchage des arêtes. Il convient de programmer un réaffûtage avant que l'usure importante ne se propage aux dents suivantes ou ne provoque une rupture.








