

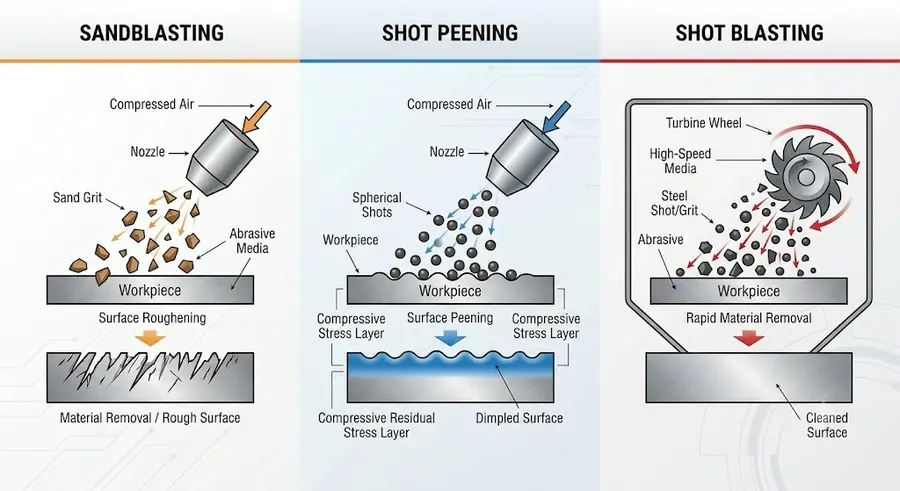
Le sablage, le grenaillage de précontrainte et le grenaillage sont des procédés courants de traitement de surface. Ces trois techniques utilisent des projectiles lancés à grande vitesse pour frapper la surface de la pièce et en modifier l'état. Comme elles se ressemblent tant au niveau de l'équipement utilisé que du résultat obtenu sur la surface, elles sont souvent confondues les unes avec les autres.
Du point de vue de la finalité du traitement, cependant, il ne s'agit pas du même traitement. En termes simples : le sablage s'apparente à la découpe, le grenaillage de précontrainte s'apparente au martelage, et le grenaillage s'apparente au pilonnage. Le sablage est principalement utilisé pour le nettoyage, le grainage et la finition mate des surfaces ; le grenaillage de précontrainte sert surtout à renforcer les surfaces et à améliorer leur résistance à la fatigue ; le grenaillage est quant à lui plus adapté au dégrossage, au décapage de la calamine et à la préparation des surfaces en vue de l'application d'un revêtement sur de grandes séries de pièces métalliques.
Le tableau ci-dessous présente un aperçu rapide des différences entre le sablage, le grenaillage de précontrainte et le grenaillage :
| Objet | Sablage / Sablage abrasif | Grenaillage de précontrainte | Grenaillage |
| Fonction principale | Nettoyage, grainage, finition mate | Renforcement de surface, résistance à la fatigue | Élimination efficace de la rouille et du tartre |
| Source d'alimentation | Air comprimé ou eau | Air comprimé ou équipement spécialisé de grenaillage | Roue tournant à grande vitesse |
| Fonctionnalités multimédia | Abrasifs principalement angulaires | Tirs sphériques ou quasi-sphériques | Grain d'acier, grenaille d'acier, grenaille de fil coupé, etc. |
| Action en surface | Micro-entailles et augmentation de la rugosité | Déformation plastique et contrainte résiduelle de compression | Nettoyage et rugosification par impact puissant |
| Applications typiques | Pièces esthétiques, préparation du revêtement | Renforcement des engrenages, des ressorts et du vilebrequin | Nettoyage des pièces moulées, des structures métalliques et des profilés |
Qu'est-ce que le sablage, le grenaillage de précontrainte et le grenaillage ?
Bien que ces trois procédés de traitement de surface reposent tous sur l'impact à grande vitesse de particules, leurs objectifs sont différents. Le sablage sert principalement au nettoyage et au grainage de la surface, le grenaillage de précontrainte vise davantage le renforcement de la surface, tandis que le grenaillage est plus adapté au nettoyage en série de pièces métalliques.
Qu'est-ce que le sablage ?
Le sablage est un procédé de traitement de surface qui utilise de l'air comprimé ou de l'eau comme source d'énergie pour projeter des agents abrasifs à grande vitesse sur la surface de la pièce. Son principe de base consiste à éliminer la rouille, les couches d'oxyde, les anciens revêtements, l'huile et d'autres contaminants de surface grâce à l'impact abrasif et à la micro-coupe.
Avant le sablage, la surface de la pièce peut présenter des traces d'usinage, des rayures, des couches d'oxyde, de la rouille ou des résidus de revêtement. Après le sablage, la surface présente une rugosité uniforme et une texture mate et givrée, ce qui rend son état plus homogène et offre une meilleure base pour les traitements de surface ultérieurs.
C'est pourquoi le sablage est souvent utilisé pour les pièces esthétiques en aluminium, les pièces usinées par CNC, les panneaux en acier inoxydable et les pièces métalliques avant leur revêtement. Il convient de noter que les abrasifs à gros grains peuvent laisser des traces de sablage visibles, et que les surfaces d'ajustage de précision, les trous filetés et les surfaces d'étanchéité doivent généralement être protégés par un masquage.

Qu'est-ce que le grenaillage ?
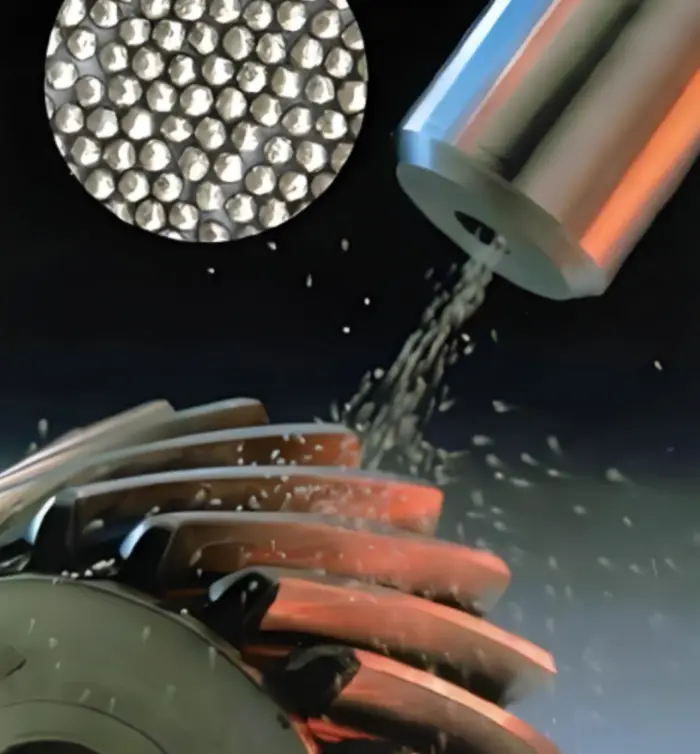
Le grenaillage de précontrainte est un procédé de renforcement qui consiste à projeter à grande vitesse des billes sphériques ou quasi-sphériques contre des surfaces métalliques de manière répétée. Son objectif principal n'est pas l'enlèvement de matière, mais de provoquer des micro-déformations plastiques dans la couche superficielle de la pièce et d'y induire des contraintes résiduelles de compression.
Avant le grenaillage, la surface de la pièce doit être exempte de traces visibles d'huile, de fissures, de rayures profondes ou de calamine. Après le grenaillage, la surface présente de minuscules creux uniformes dus aux impacts et une texture mate fine ou semblable à une peau d'orange, tout en bénéficiant d'une meilleure résistance à la fatigue.
C'est pourquoi le grenaillage est couramment utilisé pour les engrenages, les ressorts, les vilebrequins, les bielles, les aubes aérospatiales et les arbres de transmission soumis à des charges cycliques. Il convient de noter que le grenaillage peut modifier la rugosité de surface ; c'est pourquoi les surfaces d'ajustage de précision, les surfaces d'étanchéité et les zones filetées doivent généralement être protégées par un masquage.
Qu'est-ce que le grenaillage ?
Le grenaillage est un procédé de traitement de surface dans lequel une roue tournant à grande vitesse génère une force centrifuge et projette des billes d'acier, du grenaille d'acier, des filets d'acier coupés ou d'autres agents similaires sur la surface de la pièce. Son objectif principal est d'éliminer la calamine, la rouille, le sable de fonderie, les anciens revêtements et les légères rayures superficielles grâce à un impact puissant.
Avant le grenaillage, la surface de la pièce peut présenter une couche d'oxyde, des taches de rouille, des résidus de sable de fonderie, des marques de soudure, des revêtements écaillés ou des rayures localisées. Après le grenaillage, la surface présente une texture rugueuse relativement uniforme ; les irrégularités initiales s’atténuent, et la surface offre une meilleure adhérence pour la peinture, le revêtement en poudre ou les revêtements anticorrosion.
C'est pourquoi le grenaillage est couramment utilisé pour le nettoyage en série de pièces moulées, de pièces forgées, de tôles d'acier, de profilés en acier, de pièces soudées et de structures métalliques. Il convient de noter que le grenaillage exerce une force d'impact importante et ne convient pas aux surfaces à finition miroir, aux surfaces très brillantes, aux pièces à parois minces ni aux surfaces d'ajustage de haute précision.

Différences dans les principes de traitement
Le sablage, le grenaillage de précontrainte et le grenaillage reposent tous sur l'impact à grande vitesse de particules, mais ils modifient la surface de différentes manières. Le sablage repose principalement sur le action de coupe et de meulage Parmi les abrasifs, le grenaillage repose principalement sur la action de martelage et de déformation plastique de granulats de grenaillage, et le grenaillage repose sur la action nettoyante très efficace obtenu par grenaillage à grande vitesse.
Principe de fonctionnement du sablage
Le sablage utilise de l'air comprimé ou de l'eau pour projeter des agents abrasifs à grande vitesse à partir d'une buse. Les agents abrasifs utilisés pour le sablage ayant généralement une forme angulaire, ils produisent un effet de micro-coupe lorsqu'ils entrent en contact avec la surface, ce qui permet d'éliminer les impuretés et de former de petites crêtes et creux.
Cette action de micro-coupe confère à la pièce une certaine rugosité de surface. C'est pourquoi le sablage n'est pas seulement utilisé pour le nettoyage des surfaces, mais aussi pour améliorer l'adhérence des revêtements, des films d'oxyde ou des couches de liaison.
Principe de fonctionnement du grenaillage de précontrainte
Le grenaillage de précontrainte consiste à projeter à grande vitesse des billes sphériques ou quasi-sphériques sur des surfaces métalliques. Lorsque ces billes frappent la surface, elles agissent comme de petits marteaux qui la frappent de manière répétée, provoquant une micro-déformation plastique plutôt qu'une découpe visible du matériau.
Cette déformation induit une contrainte résiduelle de compression dans la couche superficielle, ce qui compense une partie de la contrainte de traction générée en service et retarde l'apparition et la propagation des fissures de fatigue.
Principe de fonctionnement du grenaillage
Le grenaillage utilise une roue tournant à grande vitesse pour générer une force centrifuge et projeter en continu des granulés sur la surface de la pièce. Comparé au sablage, le grenaillage offre une énergie d'impact plus élevée et une meilleure efficacité de couverture, ce qui le rend plus adapté aux pièces métalliques de grande surface, de forme régulière et traitées par lots.
Lors du grenaillage, les granulés de grenaillage brisent et éliminent la calamine, la rouille, le sable de fonderie et les anciens revêtements, tout en créant une texture rugueuse relativement uniforme.
Équipement et utilisation des trois procédés
Le sablage, le grenaillage de précontrainte et le grenaillage se distinguent non seulement par leur principe, mais aussi par leur équipement. Les équipements de sablage offrent une plus grande flexibilité, ceux de grenaillage de précontrainte mettent l'accent sur le contrôle des paramètres, tandis que les équipements de grenaillage sont mieux adaptés à l'automatisation et au traitement par lots.
Équipement de sablage et utilisation
Un équipement de sablage se compose généralement d'un compresseur d'air, d'une machine de sablage, d'un pistolet de sablage, d'une buse, d'un tuyau de sablage, d'une cabine ou d'une salle de sablage, ainsi que d'un système de dépoussiérage. Il utilise principalement de l'air comprimé pour propulser un abrasif à travers une buse et le projeter à grande vitesse sur la surface de la pièce à traiter.
Les équipements courants comprennent les machines de sablage manuelles, les cabines de sablage, les salles de sablage et les machines de sablage automatiques. Le sablage manuel convient aux pièces complexes et aux traitements localisés ; les cabines de sablage conviennent aux petites pièces usinées par CNC et aux pièces esthétiques ; les machines de sablage automatiques conviennent davantage aux panneaux, aux tubes, aux profilés et autres produits fabriqués en série.
Lors du sablage, il est nécessaire de contrôler la pression d'air, la distance par rapport à la buse, l'angle de sablage, la taille des particules abrasives et la durée du traitement. Pour les pièces esthétiques en aluminium ou le traitement préalable à l'anodisation, on opte souvent pour des billes de verre fines, des médias céramiques ou de l'oxyde d'aluminium.

Équipements de grenaillage et leur utilisation
Les équipements de grenaillage peuvent être des installations de grenaillage à air comprimé, des installations de grenaillage centrifuge ou des systèmes de grenaillage automatisés. Contrairement aux équipements de nettoyage classiques, les équipements de grenaillage accordent une importance particulière au contrôle des paramètres du procédé, car leur objectif est de générer une contrainte résiduelle de compression stable.
Les équipements de grenaillage comprennent généralement des buses ou des canons de grenaillage, un système d'alimentation en grenaille, un système de récupération de la grenaille, une chambre de grenaillage, un système de dépoussiérage et des appareils d'essai sur bande Almen. Lors du traitement proprement dit, il est nécessaire de contrôler l'intensité du grenaillage, la couverture, la taille de la grenaille, la dureté de la grenaille, la distance de grenaillage, l'angle de grenaillage et la durée du traitement.
Dans les secteurs de l'aérospatiale, des systèmes de transmission automobile ou des pièces soumises à des contraintes de fatigue élevées, le grenaillage de précontrainte nécessite généralement également des registres de processus et des rapports d'inspection.

Équipements de grenaillage et leur utilisation
Les machines de grenaillage utilisent généralement une roue rotative à grande vitesse pour projeter des granulés abrasifs sur la surface de la pièce. Par rapport aux machines de sablage, les machines de grenaillage présentent un degré d'automatisation plus élevé, une force d'impact plus importante et sont mieux adaptées au nettoyage de grandes séries de pièces métalliques.
Les équipements de grenaillage courants comprennent les machines à tambour rotatif, les machines à grenaillage à bande en caoutchouc, les machines à grenaillage à crochets, les machines à grenaillage à passage continu, les machines à grenaillage à convoyeur à rouleaux et les machines à grenaillage pour tubes (intérieur/extérieur). Les petites pièces moulées se prêtent bien au traitement sur des machines à tambour ou à bande en caoutchouc, tandis que les tôles d’acier, les profilés et les structures soudées conviennent mieux aux machines à passage continu ou à convoyeur à rouleaux.
Lors du grenaillage, il est nécessaire de contrôler la vitesse de la roue, le débit de grenaille, la durée du traitement, la vitesse de transport de la pièce et la zone de couverture.

En quoi les abrasifs et les billes d'abrasion diffèrent-ils ?
Les agents utilisés pour le sablage, le grenaillage de précontrainte et le grenaillage d'ébarbage ont une incidence directe sur la rugosité de surface, l'efficacité du nettoyage, l'aspect et le risque d'endommagement des pièces. En termes simples, Le sablage utilise principalement des abrasifs angulaires, le grenaillage de précontrainte doit utiliser des billes sphériques ou quasi-sphériques, et le grenaillage utilise principalement des billes métalliques réutilisables ou du grenaille d'acier..
Abrasifs couramment utilisés pour le sablage
Parmi les abrasifs couramment utilisés pour le sablage, on trouve notamment alumine brune fondue, l'alumine fondue blanche, l'oxyde d'aluminium, le carbure de silicium, le grenat, les billes de verre, les médias céramiques, les médias en plastique, les coquilles de noix et les médias à base de soude. Les différents abrasifs varient en termes de dureté, de forme et de granulométrie, ce qui se traduit par des effets de surface différents.
Les abrasifs angulaires durs conviennent à l'élimination de la rouille, au décapage de la peinture, à l'élimination des oxydes et à la préparation des surfaces avant revêtement. Les abrasifs plus tendres, tels que les billes de verre et les billes en céramique, conviennent mieux à la finition mate fine de l'aluminium, de l'acier inoxydable et des pièces esthétiques usinées par CNC. Pour le plastique, le caoutchouc ou les surfaces plus délicates, on peut opter pour des abrasifs peu agressifs, tels que les billes en plastique, les coquilles de noix ou les billes de soude.

Médias couramment utilisés pour le grenaillage de précontrainte
Les projectiles utilisés pour le grenaillage sont généralement sphériques ou quasi-sphériques, tels que grains d'acier moulés, grains de fil coupé, perles de verre, grains de céramique et grains d'acier inoxydable. L'objectif du grenaillage n'est pas d'entailler la surface, mais de créer des micro-déformations plastiques et des contraintes résiduelles de compression grâce à un martelage uniforme.
Par conséquent, le grenaillage fonctionnel ne peut pas utiliser de particules abrasives angulaires à la place des billes sphériques. Les abrasifs angulaires ont tendance à produire une action de coupe, ce qui rend la rugosité de surface difficile à contrôler et complique l'obtention d'effets stables de renforcement par fatigue.

Médias de grenaillage courants
Les agents de grenaillage courants comprennent la grenaille d'acier, le grit d'acier, la grenaille de fil coupé, la grenaille d'acier inoxydable, la grenaille d'aluminium, la grenaille de zinc et la grenaille céramique. Le grenaillage étant généralement utilisé pour le nettoyage par lots de pièces métalliques, les agents doivent présenter une bonne résistance aux chocs, une bonne résistance à l'usure et une bonne recyclabilité.
Les grenailles d'acier ordinaires et les grains d'acier conviennent au nettoyage de l'acier au carbone, de l'acier moulé, de la fonte et des éléments de structure en acier. Les grenailles en acier inoxydable, en aluminium ou en céramique sont plus adaptées aux matériaux sensibles à la contamination par le fer. Lors du traitement de l'aluminium, de l'acier inoxydable ou du titane, il convient d'éviter tout résidu de grenailles ferreuses ordinaires.

| Processus | Médias courants | Fonctionnalités multimédia | Principales utilisations |
| Sablage | Alumine frittée, oxyde d'aluminium, billes de verre, médias céramiques, grenat, médias en plastique | Médias abrasifs principalement angulaires ou contrôlables | Nettoyage, grainage, finition mate, préparation au revêtement |
| Grenaillage de précontrainte | Grain d'acier, grain de fil coupé, billes de verre, grain de céramique | Sphérique ou quasi-sphérique | Renforcement de surface et résistance à la fatigue |
| Grenaillage | Grenaille d'acier, granulés d'acier, grenaille de fil coupé, grenaille d'acier inoxydable | Grande force d'impact et réutilisable | Élimination de la rouille, élimination du tartre, nettoyage en continu |
Quels sont les matériaux de pièces pouvant être usinés ?
Le sablage, le grenaillage de précontrainte et le grenaillage peuvent tous être utilisés pour le traitement de surface des métaux, mais les matériaux adaptés ne sont pas exactement les mêmes. Le sablage offre la plus grande polyvalence en termes de matériaux, le grenaillage de précontrainte est principalement utilisé pour le renforcement des métaux, tandis que le grenaillage est plus adapté au nettoyage en série de pièces ferreuses.
| Type de matériau | Sablage | Grenaillage de précontrainte | Grenaillage |
| Acier au carbone / Acier allié | Élimination de la rouille, décapage de la peinture, préparation des surfaces avant application d'un revêtement | Renforcement des engrenages, des arbres et des ressorts | Élimination en série de la rouille et du tartre |
| Acier inoxydable | Finition mate, nettoyage, traitement de la texture | Renforcement de certaines pièces porteuses | Peut être traité, mais il faut éviter toute contamination par le fer |
| Alliage d'aluminium | Finition mate esthétique, traitement préalable à l'anodisation | Peu utilisé pour les pièces cosmétiques courantes | Le choix des médias doit se faire avec prudence |
| Alliage de titane | Nettoyage et rugosification des surfaces | Renforcement des pièces soumises à de fortes contraintes de fatigue | Les risques liés aux milieux et à la contamination doivent être maîtrisés |
| Alliage de cuivre | Nettoyage léger et traitement esthétique | Rarement utilisé pour le renforcement classique | Ce n'est généralement pas un matériau cible courant |
| Plastique / Caoutchouc / Verre | Peut être traité à basse pression avec des médias souples | En général, cela ne convient pas | En général, cela ne convient pas |
Du point de vue de l'adaptabilité aux matériaux, le sablage est plus adapté aux traitements de surface complexes et impliquant plusieurs matériaux. Le grenaillage est quant à lui plus adapté à l'acier, à l'acier allié, aux alliages de titane et à d'autres pièces nécessitant une amélioration de la résistance à la fatigue. Le grenaillage est plus adapté aux pièces ferreuses telles que la fonte, l'acier moulé, l'acier au carbone, les profilés en acier et les structures en acier.
Pour l'aluminium, l'acier inoxydable et le titane, si un grenaillage s'avère nécessaire, le choix du média doit être mûrement réfléchi afin d'éviter toute contamination par le fer, tout endommagement de la surface ou toute décoloration lors du traitement de surface ultérieur.
Pièces courantes et domaines d'application
Bien que le sablage, le grenaillage de précontrainte et le grenaillage soient tous des procédés de traitement de surface, leur principe d'application diffère : Le sablage est principalement utilisé pour l'aspect esthétique et le prétraitement, le grenaillage de précontrainte vise à renforcer la résistance à la fatigue, tandis que le grenaillage en vrac sert au nettoyage en série et au prétraitement anticorrosion..
| Processus | Pièces courantes | Domaines d'application typiques |
| Sablage | Boîtiers en aluminium usinés par commande numérique, panneaux en acier inoxydable, profilés en aluminium, carters de machines, moules, pièces en verre | Usinage CNC, électronique grand public, machines, réparation automobile, décoration architecturale |
| Grenaillage de précontrainte | Engrenages, ressorts, vilebrequins, bielles, arbres de transmission, aubes aérospatiales, boulons à haute résistance | Systèmes de transmission automobile, aérospatiale, transport ferroviaire, engins de chantier, équipements énergétiques |
| Grenaillage | Pièces moulées, pièces forgées, tôles d'acier, profilés en acier, structures métalliques, pièces soudées, tubes en acier, pièces de châssis automobiles | Fonderie, fabrication de structures métalliques, construction navale, ponts, protection anticorrosion des canalisations, machines lourdes |
Caractéristiques d'application du sablage
Le sablage est particulièrement adapté aux pièces qui nécessitent une amélioration de leur aspect, une texture de surface homogène ou une base d'adhérence pour les revêtements ultérieurs. Son avantage réside dans sa grande flexibilité, ce qui le rend adapté aux formes complexes, aux petites séries et aux traitements localisés.
Caractéristiques d'application du grenaillage de précontrainte
Le grenaillage de précontrainte est principalement utilisé pour les pièces métalliques critiques soumises à des charges cycliques. Son objectif n'est pas l'aspect esthétique, mais l'amélioration de la résistance à la fatigue. Certaines zones, telles que les racines des engrenages, les surfaces des ressorts, les congés des vilebrequins et les racines des aubes dans l'aérospatiale, sont souvent sujettes à des fissures de fatigue ; le grenaillage de précontrainte permet de retarder l'apparition et la propagation des fissures grâce à la création de contraintes résiduelles de compression.
Caractéristiques d'application du grenaillage
Le grenaillage est particulièrement adapté aux pièces métalliques produites en grandes séries, de formes régulières et nécessitant un nettoyage en profondeur. Il permet d'éliminer rapidement la calamine, la rouille, le sable de fonderie, les résidus de soudure et les anciens revêtements, afin que la surface réponde aux exigences requises pour la peinture, l'application d'un revêtement anticorrosion ou la préparation au revêtement par poudre.
Relations avec les autres Traitements de surface
Le sablage, le grenaillage de précontrainte et le grenaillage ne sont souvent pas des procédés isolés. Ils sont souvent associés à la peinture, au revêtement par poudre, anodisation, revêtements anticorrosion, traitement thermique, ou pour l'usinage de précision. La différence réside dans le fait que le sablage et le grenaillage sont plus souvent utilisés comme procédés de prétraitement, tandis que le grenaillage est plus souvent utilisé comme un processus de renforcement fonctionnel.
| Processus | Processus courants associés | Rôle principal |
| Sablage | Peinture, thermolaquage, anodisation, galvanoplastie, collage, passivation | Nettoyer la surface, uniformiser la texture et créer de la rugosité |
| Grenaillage de précontrainte | Après le traitement thermique, après l'usinage des engrenages, après la rectification, avant le revêtement | Introduire une contrainte résiduelle de compression et améliorer la résistance à la fatigue |
| Grenaillage | Peinture, thermolaquage, phosphatation, revêtements anticorrosion, revêtement anticorrosion haute résistance | Éliminer le tartre, la rouille et le sable de fonderie, et obtenir une surface rugueuse |
Sablage et traitements de surface ultérieurs
Le sablage est souvent utilisé avant la peinture, le revêtement par poudre, l'anodisation ou le collage. Il permet d'éliminer les impuretés de surface et de créer une texture mate uniforme, ce qui confère aux revêtements ou aux films d'oxyde appliqués par la suite un aspect plus stable et une meilleure adhérence.
Grenaillage et usinage ultérieur
Le grenaillage de précontrainte est généralement réalisé après un traitement thermique, une rectification ou l'usinage d'engrenages. Il a pour but d'introduire des contraintes résiduelles de compression dans les surfaces critiques soumises à des charges. Si la pièce doit encore subir une rectification de précision, un rodage ou un polissage par la suite, l'étape de grenaillage de précontrainte doit être planifiée à l'avance afin d'éviter que la couche renforcée ne soit éliminée lors des opérations d'usinage ultérieures.
Grenaillage et revêtements anticorrosion
Le grenaillage est couramment utilisé comme prétraitement avant le revêtement de structures en acier, de pièces moulées, de tôles d'acier, de profilés en acier et de pièces soudées. Une fois le traitement terminé, les pièces en acier doivent passer dès que possible à l'étape suivante de protection antirouille ou de revêtement afin d'éviter l'apparition de rouille superficielle.
Effets sur la rugosité de surface
Le sablage, le grenaillage de précontrainte et le grenaillage modifient tous la rugosité de surface, mais de manière différente : le sablage repose sur des micro-coupures abrasives, le grenaillage de précontrainte repose sur l'impact des billes et la déformation plastique, et le grenaillage repose sur un nettoyage et un rugosage par impact à haute énergie.
| Processus | Incidence sur la rugosité | Morphologie de surface | Principaux axes d'évaluation |
| Sablage | Peut être fine ou grossière | Mat, givré, avec de petites crêtes et de petites creux | Granulométrie de l'abrasif, pression, rugosité de surface Ra |
| Grenaillage de précontrainte | Peut augmenter la rugosité | Petites fossettes régulières, texture en peau d'orange | Hauteur de l'arc d'Almen, couverture, contrainte résiduelle |
| Grenaillage | En général, cela entraîne une rugosité visible | Texture d'impact, profil d'ancrage du revêtement | Exigences en matière de propreté, de rugosité et d'adhérence du revêtement |
Effet du sablage sur la rugosité
La rugosité obtenue après le sablage dépend principalement du type d'agent de sablage, de la taille des particules, de la pression et de la durée du sablage. Les billes de verre fines et les agents de sablage céramiques conviennent aux surfaces mates délicates, tandis que l'alumine fondue grossière et le grenaille d'acier laissent des traces de sablage plus visibles et confèrent une rugosité plus élevée.
Effet du grenaillage sur la rugosité
Le grenaillage de précontrainte crée des creux d'impact uniformes à la surface, ce qui modifie la rugosité de celle-ci. Cependant, l'objectif principal du grenaillage de précontrainte n'est pas d'obtenir une valeur Ra spécifique, mais de contrôler l'intensité du grenaillage, la couverture et la contrainte résiduelle de compression.
Effet du grenaillage sur la rugosité
Le grenaillage augmente généralement de manière significative la rugosité de surface et convient à la préparation des surfaces avant revêtement sur les structures en acier, les pièces moulées, les tôles d'acier et les profilés en acier. En revanche, il ne convient pas aux surfaces d'ajustage de précision, aux surfaces d'étanchéité, aux surfaces à brillant élevé ni aux surfaces ayant déjà fait l'objet d'un usinage de finition.
Coût du sablage, du grenaillage de précontrainte et du grenaillage
Le coût de ces trois procédés ne peut être évalué uniquement en fonction de la surface. Le sablage et le grenaillage sont le plus souvent facturés à la surface, à l'heure de main-d'œuvre ou au nombre de lots ; le grenaillage de précontrainte, quant à lui, est un procédé de renforcement fonctionnel et est le plus souvent facturé en fonction des exigences relatives aux pièces, des spécifications du procédé et des normes d'inspection.
| Processus | Fourchette de référence du marché international | Méthode courante de cotation |
| Sablage | Environ. $1,5–$16/pied carré; les petites pièces ou les travaux minutieux peuvent également faire l'objet d'un devis à $50–$300/heure | Par zone, en heures de travail ou par projet |
| Grenaillage de précontrainte | Les tarifs varient en fonction de la complexité des pièces, de la taille des lots et du niveau de précision, | Par pièce, selon les exigences de fabrication et les normes d'inspection |
| Grenaillage | Environ. $0,5–$4,5/pied carré; les pièces en acier fabriquées en série présentent généralement un meilleur rapport qualité-prix | Par surface, poids, lot ou projet |
Le coût du sablage dépend de la surface à traiter, de l'état du matériau, du type d'abrasif utilisé, de l'intensité du nettoyage, de l'étendue du masquage et du coût de la main-d'œuvre. Les formes complexes, les petites séries ou les exigences élevées en matière d'uniformité de l'aspect augmentent toutes le coût du traitement.
Les coûts liés au grenaillage proviennent principalement du contrôle de l'intensité du grenaillage, de l'inspection de la couverture, des spécifications des billes, des registres de processus et de la vérification de la qualité. Les secteurs de l'aérospatiale, des systèmes de transmission automobile ou des pièces à haute fiabilité nécessitent généralement des devis spécifiques.
Bien que le grenaillage implique des coûts d'investissement et d'entretien plus élevés, il s'avère plus efficace pour les grands lots de pièces métalliques de forme régulière. Lorsque des tôles d'acier, des profilés en acier, des pièces moulées et des structures métalliques sont traités par lots, le coût par pièce ou par unité de surface est généralement plus avantageux.
Les prix indiqués ci-dessus ne constituent que des références pour le marché international et ne doivent pas être considérés comme des devis officiels. Le coût réel dépend de la taille de la pièce, de la quantité commandée, de l'état de la surface, des exigences en matière de rugosité, de l'étendue du masquage, des normes d'inspection et du coût local de la main-d'œuvre.
Avantages et inconvénients du sablage, du grenaillage de précontrainte et du grenaillage
Avantages et inconvénients du sablage
L'avantage du sablage réside dans sa grande flexibilité. En ajustant le type d'abrasif, la taille des particules, la pression et l'angle de sablage, il permet d'obtenir différents effets de nettoyage et textures de surface. Il convient à l'élimination de la rouille, des couches d'oxyde et des anciens revêtements, ainsi qu'à la réalisation de finitions mates ou givrées et à la préparation des surfaces avant revêtement. Il est particulièrement adapté aux formes complexes, aux petites séries et au traitement localisé des surfaces.
L'inconvénient du sablage est qu'il génère davantage de poussière et impose des exigences plus strictes en matière de dépoussiérage, de protection et d'environnement de travail. Le résultat obtenu à la surface est également plus facilement affecté par l'intervention manuelle. Si l'abrasif est trop grossier ou si la pression est trop élevée, cela peut entraîner des marques de sablage trop profondes, des variations dimensionnelles, voire endommager les surfaces d'ajustage de précision, les trous filetés et les surfaces d'étanchéité.

Avantages et inconvénients du grenaillage de précontrainte
L'avantage du grenaillage de précontrainte réside dans sa capacité à induire des contraintes résiduelles de compression dans la couche superficielle du métal, ce qui améliore la résistance à la fatigue et la fiabilité de la surface. Ce procédé est particulièrement adapté aux engrenages, ressorts, vilebrequins, bielles, aubes aérospatiales et autres pièces critiques soumises à des charges cycliques, car il contribue à retarder l'apparition et la propagation des fissures de fatigue.
L'inconvénient du grenaillage de précontrainte réside dans le fait qu'il nécessite un contrôle rigoureux des paramètres du procédé et ne peut être considéré comme un simple processus de nettoyage. L'intensité du grenaillage, la couverture, la taille des billes et leur état doivent tous être contrôlés ; sinon, l'effet de renforcement risque d'être instable. Parallèlement, le grenaillage peut modifier la rugosité de surface, et les pièces à parois minces, les pièces élancées et les pièces de haute précision peuvent également présenter des risques de déformation.

Avantages et inconvénients du grenaillage
L'avantage du grenaillage réside dans son haut rendement de nettoyage, ce qui le rend particulièrement adapté au traitement de grands lots de pièces métalliques de forme régulière. Ce procédé permet d'éliminer rapidement la calamine, la rouille, le sable de fonderie et les anciens revêtements des pièces moulées, des tôles d'acier, des profilés, des pièces soudées et des structures métalliques, tout en créant une surface rugueuse propice à l'adhérence de la peinture, du revêtement en poudre ou d'un revêtement anticorrosion.
L'inconvénient du grenaillage réside dans un investissement plus important en équipement et une force d'impact plus élevée, ce qui le rend inadapté aux surfaces usinées de finition, aux surfaces très brillantes, aux pièces à parois minces et aux cavités internes complexes. Pour les trous profonds, les zones protégées ou les traitements locaux de précision, le grenaillage peut laisser des zones non traitées, et son effet de surface est moins adaptable que celui du sablage.

Considérations relatives au traitement des trois processus
Considérations relatives au sablage
Avant le sablage, il convient de préciser le type d'abrasif, la taille des particules, la pression de sablage, la distance de sablage et les exigences en matière de rugosité de surface. Pour l'aluminium, l'acier inoxydable, le titane et les matériaux similaires, il faut éviter d'utiliser des abrasifs ferreux courants afin de prévenir toute contamination par le fer, l'apparition de taches de rouille ou une décoloration lors de l'oxydation ultérieure.
Les surfaces d'ajustage de précision, les trous filetés, les surfaces d'étanchéité et les logements de roulements doivent être protégés au préalable par un masquage. Après le sablage, il convient d'éliminer les résidus d'abrasif et la poussière. Si la pièce est en acier, elle doit être revêtue, protégée contre la rouille ou emballée dès que possible afin d'éviter l'apparition de rouille superficielle.
Considérations relatives au grenaillage de précontrainte
Le grenaillage fonctionnel ne peut pas être simplement désigné par les termes “ grenaillage ” ou “ traitement par grenaillage ”. L’intensité du grenaillage, la couverture, le type de grenaille, la taille des billes et les zones traitées doivent être précisés. Dans le cas contraire, le fournisseur pourrait considérer ce traitement comme un simple nettoyage et ne pas garantir l’effet de renforcement.
Avant le grenaillage de précontrainte, il convient de vérifier que la surface de la pièce ne présente pas de fissures, de rayures profondes, de traces d'huile ou de calamine. Les pièces à parois minces, les pièces élancées et les pièces de haute précision nécessitent une évaluation du risque de déformation ; par ailleurs, les surfaces d'ajustage de précision, les filetages et les zones d'étanchéité doivent généralement être masqués.
Considérations relatives au grenaillage
Le grenaillage convient au nettoyage par lots de pièces métalliques, mais la force d'impact étant importante, il n'est pas adapté au traitement direct de surfaces usinées de finition, de surfaces très brillantes, de surfaces d'étanchéité ou de perçages de précision. Pour les pièces à parois minces ou de forme complexe, il convient également de prêter attention aux risques de déformation et aux zones non traitées.
Après le grenaillage, les surfaces en acier sont très réactives et sujettes à la rouille instantanée. Elles doivent donc être soumises dès que possible à une opération de peinture, de revêtement par poudre, de phosphatation, de revêtement anticorrosion ou à un conditionnement antirouille. Lors du traitement de l’acier inoxydable, de l’aluminium et de matériaux similaires, les granulés de grenaillage doivent être choisis avec soin afin d’éviter toute contamination par des granulés ferreux.

Quand opter pour le sablage, le grenaillage de précontrainte ou le grenaillage ?
Quand opter pour le sablage ?
Si l'objectif est d'éliminer une légère rouille, des couches d'oxyde ou d'anciens revêtements, ou encore d'obtenir une texture mate uniforme, le sablage est généralement la méthode la plus adaptée. Il convient aux pièces esthétiques en aluminium, aux panneaux en acier inoxydable, aux pièces usinées par CNC et aux pièces avant revêtement.
Pour les pièces devant subir un traitement d'anodisation, de peinture, de revêtement par poudre ou de collage, le sablage peut également être utilisé comme procédé de prétraitement afin d'améliorer l'uniformité de la surface et d'optimiser l'adhérence des revêtements appliqués par la suite.
Quand opter pour le grenaillage de précontrainte ?
Si la pièce est soumise à des charges cycliques, à des vibrations ou à des chocs pendant une longue période — comme c'est le cas notamment pour les engrenages, les ressorts, les vilebrequins, les bielles et les aubes aérospatiales —, il convient d'envisager en priorité le grenaillage de précontrainte. L'intérêt principal du grenaillage de précontrainte réside dans l'amélioration de la résistance à la fatigue grâce à la création de contraintes résiduelles de compression, et non pas simplement dans l'amélioration de l'aspect esthétique.
Lorsqu'on opte pour le grenaillage de précontrainte, l'intensité du grenaillage, la couverture et les caractéristiques des billes doivent être clairement définies ; sinon, il est difficile de garantir l'effet de renforcement.
Quand opter pour le grenaillage ?
Si la pièce à traiter est une pièce moulée, une tôle d'acier, un profilé en acier, une structure métallique ou une pièce soudée, et que l'objectif est d'éliminer rapidement la calamine, la rouille, le sable de fonderie ou d'anciens revêtements, le grenaillage s'avère généralement plus efficace.
Le grenaillage convient aux formes régulières et à la production en série, notamment avant la peinture, le revêtement par poudre et l'application d'un revêtement anticorrosion hautement résistant. Toutefois, si la pièce à traiter présente des surfaces de précision, des structures à parois minces ou des cavités internes complexes, il convient d'évaluer au préalable les risques liés au masquage et à la déformation.
Idées reçues courantes
Idée reçue n° 1 : le sablage consiste à projeter une couche de sable sur la surface
Le sablage ne dépose pas de sable sur la surface de la pièce. Il modifie l'état de la surface par l'impact d'abrasifs à grande vitesse et par micro-coupe. Ce qui reste après le sablage, c'est une rugosité, une texture mate et une surface propre, et non une couche de revêtement.
Idée reçue n° 2 : le grenaillage peut remplacer le sablage pour le nettoyage
L'objectif principal du grenaillage est le durcissement de surface, et non l'élimination de la rouille, le décapage de la peinture ou l'élimination des résidus de calamine. Si l'objectif est uniquement de nettoyer la surface ou d'améliorer l'adhérence d'un revêtement, il convient généralement d'envisager en premier lieu le sablage ou le grenaillage.
Idée reçue n° 3 : le grenaillage est toujours plus performant que le sablage
Il n'existe pas de hiérarchie absolue entre le grenaillage et le sablage. Le grenaillage est plus adapté au nettoyage de grandes séries de pièces en acier, tandis que le sablage convient mieux aux surfaces complexes, aux pièces esthétiques et aux traitements localisés.
Idée reçue n° 4 : ces trois procédés peuvent être utilisés sans restriction sur des surfaces de précision
Le sablage, le grenaillage de précontrainte et le grenaillage modifient tous la rugosité de surface. Les surfaces d'ajustage de précision, les surfaces d'étanchéité, les alésages filetés, les sièges de roulements et les surfaces esthétiques à haute brillance nécessitent généralement une protection par masquage ; dans le cas contraire, des variations dimensionnelles, des dommages superficiels ou des problèmes d'assemblage peuvent survenir.
Conclusion
Bien que le sablage, le grenaillage de précontrainte et le grenaillage à haute vitesse reposent tous sur l'impact à grande vitesse de corps abrasifs, leurs objectifs principaux sont différents. Sablage convient mieux au nettoyage des surfaces, au ponçage et à la finition mate ; grenaillage est plus adapté au renforcement de surface et à l'amélioration de la résistance à la fatigue ; grenaillage est plus adapté au décapage en série, à l'élimination du tartre et à la préparation de surface des pièces métalliques.
Lors du choix concret, le procédé ne doit pas être sélectionné uniquement en fonction de son nom. Il doit être évalué en fonction du matériau de la pièce, de l’état de la surface, de la précision dimensionnelle, des exigences en matière de rugosité, du traitement de surface ultérieur et du lot de production. Pour l’aluminium, l’acier inoxydable et les pièces de précision, la contamination par les agents de traitement, la protection par masquage et l’uniformité de la surface doivent être prioritaires. Pour les engrenages, les ressorts, les vilebrequins et autres pièces soumises à des charges, il convient de privilégier l’intensité du martelage, la couverture et les exigences en matière de résistance à la fatigue.
Si vous avez besoin de pièces métalliques ou en plastique sur mesure et que vous recherchez une solution d'usinage tout-en-un comprenant Usinage CNC, le sablage, le grenaillage de précontrainte, le grenaillage et d'autres traitements de surface, veuillez contacter Weldo Usinage pour plus d'informations sur le processus et devis de projet.








