Lors de l'approvisionnement en pièces plastiques de précision, l'une des questions les plus fréquemment posées par les ingénieurs et les acheteurs est la suivante : qu'est-ce que la POM CNC réel et qu'est-ce qui le détermine exactement ? Le POM (polyoxyméthylène), également connu sous le nom d'acétal ou de Delrin, est l'un des matériaux les plus utilisés. les plastiques techniques dans l'usinage CNC en raison de son excellente solidité, de sa résistance à l'usure et de sa stabilité dimensionnelle. Toutefois, le coût des pièces en POM CNC peut varier considérablement en fonction de la qualité du matériau, de la conception de la pièce, de la stratégie de tolérance et du volume de production. Cet article fournit une l'analyse complète, au niveau de l'ingénierie, du prix du POM CNCLe rapport d'évaluation de l'Agence européenne pour la sécurité et la santé au travail (ESA) vous aide à comprendre non seulement combien cela coûte, mais aussi pourquoi cela coûte si cher.

Comprendre le POM dans l'usinage CNC
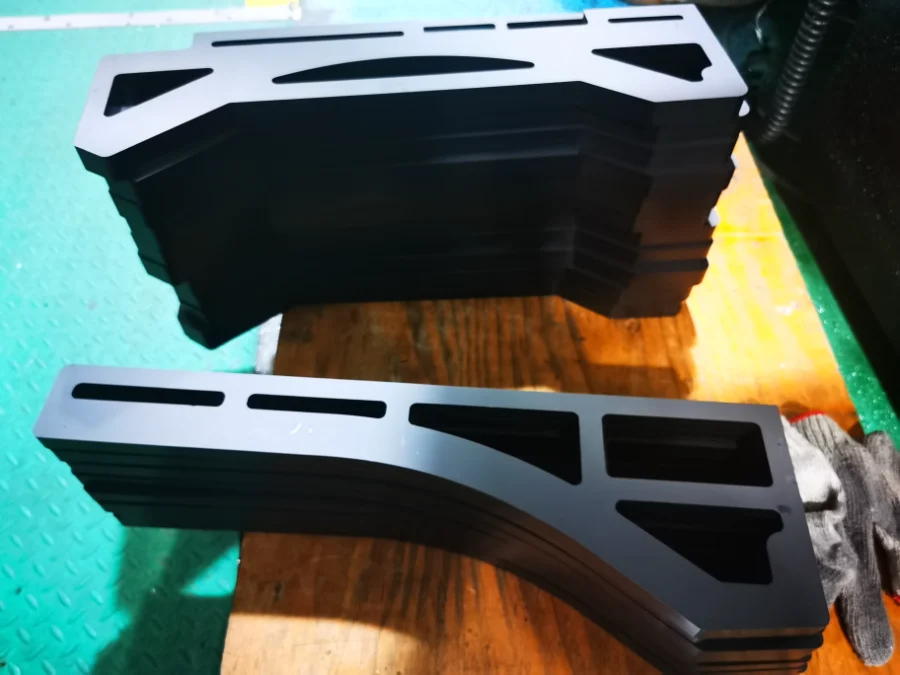
Le POM est un thermoplastique technique à haute cristallinité connu pour sa rigidité, sa résistance à la fatigue et sa stabilité dimensionnelle exceptionnelles. Dans les applications industrielles réelles, il est largement utilisé pour les engrenages, les bagues, les cages de roulement, les composants coulissants, les rouleaux et diverses pièces de transmission de précision.
Par rapport à NylonLe POM offre une plus grande rigidité et une absorption de l'humidité beaucoup plus faible, ce qui signifie une meilleure stabilité dimensionnelle dans le temps. Par rapport aux métaux tels que l'aluminium ou le laiton, le POM est plus léger, autolubrifiant, moins bruyant et son coût total de fabrication est généralement beaucoup plus faible.
Grâce à cet équilibre, le POM est devenu l'un des matériaux les plus rentables dans l'usinage CNC des plastiques pour les pièces mécaniques fonctionnelles.
Pourquoi CNC POM est considéré comme un "champion du coût et de la performance" ?
Du point de vue de la fabrication, le POM occupe une position très favorable parmi les plastiques techniques. Il s'usine presque aussi facilement que l'aluminium, produit des copeaux stables et ne nécessite pas de processus secondaires tels que le traitement thermique, l'anodisation ou le revêtement antirouille,Ce qui permet de gagner du temps et d'économiser les coûts associés au traitement de surface.
En outre, le POM a un comportement prévisible en matière de déformation pendant l'usinage, ce qui facilite grandement le contrôle des tolérances par rapport à de nombreux autres plastiques. L'usure des outils est relativement faible, le temps de cycle est stable et le taux de rebut est facile à contrôler.
Dans de nombreux projets réels, Les pièces POM CNC peuvent remplacer les pièces en aluminium ou en laiton avec 30%-60%, ce qui réduit le coût total.tout en satisfaisant pleinement aux exigences mécaniques et de durée de vie.
Qu'est-ce qui détermine vraiment le prix du POM CNC ?
Choix de la qualité des matériaux : Le premier multiplicateur de coûts
L'un des principaux facteurs expliquant les différences de prix entre les produits POM et CNC est le fait qu'ils ne sont pas tous de la même qualité. qualité du matériau. De nombreux acheteurs ne tiennent compte que du prix de la matière première par kilogramme, mais en réalité, la qualité affecte le coût total de multiples façons : vitesse d'usinage, durée de vie de l'outil, difficulté de l'état de surface et risque de rebut.
Par exemple, le POM renforcé de fibres de verre est beaucoup plus résistant que le POM standard, mais il est aussi plus abrasif pour les outils, nécessite des paramètres de coupe plus lents et est plus difficile à contrôler en termes de qualité de surface. En conséquence, son le coût total de l'usinage peut facilement être supérieur de 40% à 120% que le POM-C ou le POM-H standard, avant même de prendre en compte le prix plus élevé du matériau lui-même.
Pour la plupart des pièces mécaniques, standard POM-C ou POM-H (Delrin) offre déjà une solidité et une résistance à l'usure plus que suffisantes et présente le meilleur rapport coût/performance.
Géométrie et conception structurelle : Le facteur de coût caché
Lors de l'usinage CNC d'une pièce de pom, la forme d'un composant est souvent plus importante que sa taille. Les caractéristiques telles que les cavités profondes, les parois minces, les longs porte-à-faux ou les surfaces 3D complexes nécessitent des outils plus longs, des paramètres de coupe plus lents, des étapes d'usinage supplémentaires et davantage de travail d'inspection. Tous ces facteurs augmentent directement le nombre d'heures de travail, qui est le principal facteur de coût de l'usinage CNC. Dans la pratique, une conception bien optimisée peut souvent réduire le coût d'usinage des pièces en POM de 20%-40% sans modifier leur fonction.
| Caractéristique / exigence de conception | Description typique | Fourchette d'impact sur les prix |
|---|---|---|
| Géométrie simple | Surfaces planes, trous de base, pas de poches profondes | Base (1.0x) |
| Complexité modérée | Trous multiples, fentes standard, profils simples | +10% - +25% |
| Poches profondes | Profondeur de la poche > 3× le diamètre de l'outil | +20% - +40% |
| Parois minces | Épaisseur de la paroi < 1,5 mm | +20% - +50% |
| Angles internes serrés | Angles internes à faible rayon ou aigus | +15% - +30% |
| Surfaces 3D complexes | Surfaces courbes ou de forme libre | +30% - +70% |
| Configurations multiples | Repositionnement nécessaire pendant l'usinage | +20% - +50% |
| Usinage à 5 axes | Géométrie complexe non réalisable avec l'axe 3 | +40% - +100% |
Stratégie de tolérance : Là où de nombreux projets brûlent de l'argent
Le POM est capable de tolérances très serrées, mais cela ne signifie pas que les tolérances serrées sont bon marché. Chaque pas de tolérance plus serré signifie des paramètres de coupe plus lents, plus de passes de finition, plus d'opérations de mesure et un risque de rejet plus élevé.
Dans les projets industriels réels, un très grand pourcentage de pièces sont surspécifiées en termes de tolérance. Le simple fait de déterminer les dimensions qui nécessitent réellement une grande précision et celles qui n'en ont pas besoin permet souvent d'économiser de l'argent. 15%-30% du coût total d'usinage.
Dans l'usinage CNC, les exigences de tolérance ont un impact direct et souvent sous-estimé sur le coût final des pièces en POM. Le tableau suivant montre la relation typique entre le niveau de tolérance et le coût de l'usinage dans la production réelle.
| Niveau de tolérance | Gamme typique | Difficulté d'usinage | Impact sur les coûts |
|---|---|---|---|
| Standard | ±0,1 mm | Faible | Base (1.0x) |
| Moyenne précision | ±0,05 mm | Moyen | +10% à +25% |
| Haute précision | ±0,02 mm | Haut | +30% à +60% |
| Ultra Précision | ±0,01 mm ou plus serré | Très élevé | +60% à +150% |

Taille des lots et stratégie de production
Le prix du POM CNC suit également une règle de production très typique. Les prototypes sont coûteux parce que les coûts de programmation, d'installation et de fixation sont partagés par un très petit nombre de pièces. À mesure que la quantité augmente, le prix unitaire baisse car ces coûts fixes sont dilués et le processus devient plus stable et optimisé.
Pour les projets stables et à long terme, les usines optimisent souvent le processus spécifiquement pour les pièces en POM, ce qui permet d'obtenir des coûts unitaires très compétitifs pour la production de moyennes et grandes séries.
Quantité de la nomenclature CNC par rapport au prix unitaire (référence)
| Type de production | Quantité typique | Prix unitaire Niveau | Changement de prix typique |
|---|---|---|---|
| Prototype | 1-5 pcs | Très élevé | 1,0x - 1,0x (ligne de base) |
| Petits lots | 10-100 pièces | Élevé → Moyen | ~0,6x - 0,8x |
| Lot moyen | 100-500 pièces | Moyen | ~0,4x - 0,6x |
| Grand lot | 500+ pcs | Faible | ~0,3x - 0,5x |
Fourchette de prix typique du POM CNC (référence au marché)
Sur le marché mondial de l'usinage CNC, les pièces typiques en POM se situent généralement dans ces fourchettes :
- Entretoises, manchons et bagues simples : $2 - $10 par pièce
- Pièces fonctionnelles de moyenne précision : $10 - $60 par pièce
- Pièces de transmission ou de structure de haute précision : $60 - $300+ par pièce
Le prix réel dépend toujours du dessin, des exigences de tolérance, de l'état de surface et de la quantité commandée.
Comparaison des propriétés mécaniques du POM (principaux grades)
Le tableau suivant montre les différences de performances mécaniques typiques entre les qualités de POM les plus courantes. sélection des matériaux d'ingénierie.
| Propriété | POM-C | POM-H (Delrin) | Fibre de verre POM | Rempli de PTFE POM |
|---|---|---|---|---|
| Densité (g/cm³) | 1.41 | 1.42 | 1.55-1.65 | 1.45 |
| Résistance à la traction (MPa) | ~60 | ~70 | 85-110 | ~55 |
| Résistance à la flexion (MPa) | ~85 | ~100 | 130-160 | ~80 |
| Module d'élasticité (GPa) | ~2.8 | ~3.2 | 5.0-7.0 | ~2.5 |
| Résistance à l'impact (kJ/m²) | ~8 | ~7 | ~6 | ~5 |
| Coefficient de friction | ~0.35 | ~0.35 | ~0.4 | ~0.15 |
| Résistance à l'usure | Bon | Très bon | Excellent | Excellent |
| Usinabilité | Excellent | Excellent | Moyen | Bon |
| Coût des matériaux | $2.0 - $3.5/kg | $2.5 - $4.0/kg | $1.5 - $2.4/kg | $1.7 - $2.4/kg |
Applications typiques et sélection
Bien que le tableau des propriétés mécaniques montre les différences de performance entre les divers grades de POM, dans la pratique réelle de l'ingénierie, Le choix d'un matériau correct est principalement guidé par le type d'application plutôt que par la seule résistance théorique.. L'utilisation de la bonne qualité de POM garantit non seulement la fiabilité fonctionnelle, mais évite également les coûts inutiles dus à une surspécification.
Guide d'application des matériaux POM (version courte)
POM-C (Copolymère) - Polyvalent, meilleur rapport coût/performance, plus facile à usiner.
Pièces typiques : blocs coulissants, bagues, entretoises, engrenages à charge faible à moyenne, pièces de guidage, rouleaux, montages et composants mécaniques généraux.
POM-H (Delrin) - Résistance et rigidité supérieures à celles du POM-C, pour les pièces soumises à des charges plus élevées.
Pièces typiques : engrenages d'entraînement, coussinets porteurs, cames, supports structurels, coulisseaux à haute rigidité et composants de transmission.
Fibre de verre POM - Rigidité et résistance structurelle élevées, mais ne convient pas aux pièces coulissantes.
Pièces typiques : supports de charge, cadres, bases de montage, boîtiers structurels et composants de renforcement.
POM rempli de PTFE - Faible frottement et autolubrification, conçu pour les systèmes coulissants.
Pièces typiques : bagues autolubrifiantes, paliers lisses, patins d'usure, glisseurs silencieux, guides sans entretien et composants de glissement à grande vitesse.
Tableau de sélection rapide des matériaux POM
| Type de pièce | Matériau recommandé |
|---|---|
| Blocs coulissants / Bagues / Pièces structurelles générales | ✅ POM-C |
| Engrenages à forte charge / Pièces à haute rigidité | ✅ POM-H (Delrin) |
| Éléments structurels porteurs | ✅ Fibre de verre POM |
| Pièces coulissantes à grande vitesse / sans entretien | ✅ POM rempli de PTFE |

Comment ces différences de matériaux affectent le coût de l'usinage CNC
Bien que les qualités de POM renforcées ou modifiées puissent sembler bien meilleures sur le papier en termes de résistance ou de friction, elles nécessitent généralement des paramètres de coupe plus conservateurs, produisent une usure plus importante de l'outil et sont plus difficiles à contrôler en termes d'état de surface et de stabilité dimensionnelle.
C'est pourquoi, dans de nombreux projets, l'utilisation de standard POM-C ou POM-H au lieu de matériaux surspécifiés peut réduire considérablement les coûts tout en répondant pleinement aux exigences fonctionnelles.
POM vs autres plastiques CNC : Logique des coûts et des applications
Dans l'usinage CNC du plastique, le choix des matériaux n'est jamais uniquement une question de résistance. Le nylon est moins cher, mais son absorption de l'humidité affecte la stabilité à long terme. Le PTFE présente une excellente résistance chimique, mais il est faible et extrêmement coûteux à usiner. Le PEEK est très solide et résistant à la chaleur, mais son prix le rend inadapté à la plupart des projets sensibles aux coûts.
Le POM se situe dans le "sweet spot" entre la performance, l'usinabilité et le coût, c'est pourquoi il est si largement utilisé dans les industries de la mécanique et de l'automatisation.
Suggestions pratiques d'optimisation des coûts d'ingénierie
Dans les projets réels, il est souvent possible de réduire considérablement le coût de l'usinage CNC du POM en appliquant quelques principes d'ingénierie simples : éviter les tolérances inutiles de ±0,01 mm, éviter les poches borgnes profondes et les parois minces non soutenues, utiliser le POM-C au lieu du Delrin dans la mesure du possible, concevoir des pièces à usiner en moins d'opérations, et planifier la production en lots de taille raisonnable au lieu de 5 commandes PC au maximum.
Conclusion
En pratique, le prix du POM CNC n'est jamais déterminé par un seul facteur, mais par le résultat combiné de la sélection du matériau, de la conception de la pièce, de la stratégie de tolérance, de la taille du lot et de l'efficacité de la fabrication. Le POM reste l'un des plastiques techniques les plus rentables car il offre un équilibre exceptionnel entre les performances mécaniques, la stabilité dimensionnelle et l'usinabilité. En prenant des décisions rationnelles en matière d'ingénierie et en travaillant avec des un fournisseur de CNC expérimentéLa plupart des projets peuvent atteindre les objectifs suivants 20%-50% réduction des coûts sans sacrifier la fonctionnalité ou la fiabilité.