
"Quelle est la plus grande crainte lorsqu'il s'agit de faire passer un produit de la conception à la réalité ? C'est sans aucun doute "le produit fini ne correspond pas au cahier des charges". Redessiner, retravailler, gaspiller des matériaux, c'est du temps et de l'argent perdus. C'est là que l'usinage CNC de prototypes entre en jeu : il s'agit d'un "traducteur rapide, précis et efficace". Donnez un dessin en 3D et il peut transformer votre idée en un objet physique en quelques heures seulement, avec une précision allant jusqu'à 0,01 millimètre. La douceur et la rugosité de la surface peuvent être ajustées ! Courbure d'un étui de téléphone, pièces médicales, structures aéronautiques légères : tout peut être moulé en une seule fois, sans modifications répétées. Les concepteurs peuvent rapidement vérifier, les ingénieurs peuvent corriger les erreurs à l'avance et les patrons peuvent économiser sur les coûts de production des essais. En bref, Fast usinage cnc est la clé pour 'éviter les pièges et accélérer' l'innovation !"

Types de processus et caractéristiques de précision de l'usinage CNC de prototypes
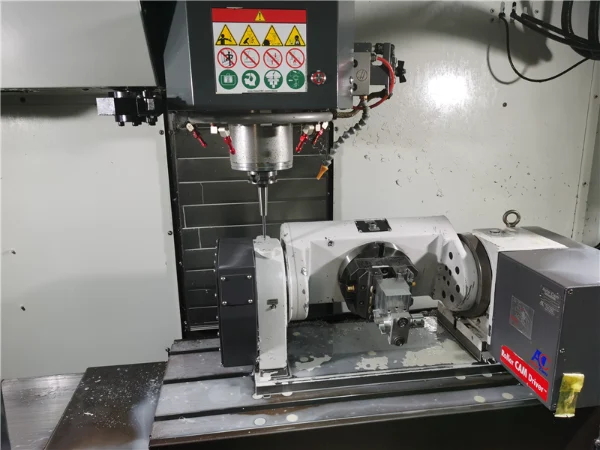
Caractéristiques de la technologie d'usinage CNC de prototypes multiaxes
Usinage CNC à 3 axes permet d'usiner des surfaces planes ou courbes simples grâce à une liaison à trois axes X/Y/Z, avec une précision de ±0,01~0,03 mm. Il convient aux prototypes de vérification structurelle tels que les boîtiers électroniques. Ses avantages techniques résident dans le faible coût de l'équipement et la simplicité de la programmation.
Usinage CNC à 4 axes ajoute une fonction de rotation de l'axe A au modèle à 3 axes, réalisant l'usinage de contours complexes tels que les trous excentrés et les ébauches d'engrenages, améliorant la précision à ±0,005~0,02mm.
Usinage CNC à 5 axes utilise une liaison à deux axes rotatifs A/C, atteignant une précision de ±0,002~0,01mm, répondant aux besoins d'usinage de prototypes à facettes multiples et de prototypes à surfaces courbes complexes. Nos services Centre de machines Weldo, en utilisant Haas et Hurco Les machines CNC à 5 axes, peuvent effectuer un fraisage de précision sur des prototypes de différentes tailles, en atteignant une précision de positionnement de 0,002 mm et une rugosité de surface de Ra 0,08μm.
Fraiseuses ordinairesGrâce à l'alimentation manuelle ou motorisée de l'axe X/Y/Z, vous pouvez effectuer des coupes intermittentes multi-lames sur des pièces, produire des plans, des rainures, des surfaces en escalier et des surfaces courbes simples, avec une précision d'usinage de ±0,05~0,1 mm et une rugosité de surface Ra 3,2~6,3μm.
Tours à commande numérique ordinairesGrâce à la coordination de la rotation de la pièce et du mouvement linéaire de l'outil, il est possible d'usiner des pièces rotatives avec des tolérances de forme et de position : circularité ±0,02 mm et cylindricité ±0,05 mm. Rugosité de surface : Ra 1,6~6,3μm.





Caractéristiques du processus des tables de tournage et de fraisage CNC
Vitesse de la broche du tour CNC : 800-2000 tr/min, précision d'usinage : grade IT7-IT8 (±0,015-0,03 mm), adapté à l'usinage de prototypes d'arbres tels que les arbres de moteur.
Les tours de fraisage ordinaires sont actionnés manuellement/semi-automatiquement, avec une précision de ±0,05~0,1 mm, et conviennent pour le prototypage à faible précision et à grande vitesse, comme les supports mécaniques. Bien que leur efficacité d'usinage soit inférieure à celle des équipements à commande numérique, le coût de l'équipement ne représente que 1/5 de celui d'une machine à commande numérique. Centre d'usinage à 3 axesce qui les rend aptes à la production avec des exigences de précision moindres et des quantités de production plus faibles.
Précision-Complexité-coût Comparaison tridimensionnelle
| Types de processus | Plage de précision | Scénarios types | Niveaux de coûts (par heure) |
| CNC 3 axes | ±0,01~0,03mm | Boîtiers électroniques, vérification de la structure simple | $20~45 |
| 5 axes CNC | ±0,002~0,01mm | Aubes de turbine, moules de précision | $80~200 |
| Tour CNC | ±0,015~0,03mm | Arbres de moteur, pièces de type disque | $15~30 |
| Broyeurs CNC | ±0,05~0,1mm | Supports mécaniques, cadres de faible précision | $10~20 |
Electro-érosion à filEn tant que procédé spécialisé, il permet d'obtenir une précision de ±0,002 mm et une rugosité de surface de Ra0,4μm avec une précision de ±0,002 mm et une rugosité de surface de ±0,4μm. l'électroérosion à fil lentce qui le rend adapté aux prototypes de matériaux difficiles à usiner tels que le carbure cémenté. Electro-érosion à fil moyenGrâce à de multiples techniques de coupe (ébauche 120 mm²/min + finition 40 mm²/min), l'équilibre entre la précision et l'efficacité est de ±0,005 mm.

Compatibilité des matériaux des prototypes en métal et en plastique
Compatibilité des matériaux des prototypes métalliques
L'usinage de prototypes métalliques nécessite l'adaptation des paramètres du processus en fonction des propriétés des matériaux. La compatibilité des matériaux de base est la suivante :
Aluminium (6061-T6) : Adapté à l'usinage sur 3/4 axes, vitesse de coupe 150-300 m/min, UTS jusqu'à 260-310 MPa, finition de la surface Ra≤1.6 μm.
Acier inoxydable (304) : Recommandé pour 4 axes ou Tournage CNCvitesse de coupe 80-120 m/min. Il faut des outils en carbure avec un refroidissement efficace pour éviter l'écrouissage. Sa résistance à la corrosion convient aux stents médicaux et aux équipements alimentaires, avec une précision de ±0,005 mm.
Alliage de titane (TC4) : Nécessite un usinage à 5 axes avec refroidissement à l'air froid de -10℃, contrôle de la précision ±0,005 mm. En raison de la mauvaise conductivité thermique (7,2 W/m-K), une coupe à faible vitesse (800-1500 tr/min) et des meules spéciales sont nécessaires.
Laiton (H62/C26000) : Vitesse de coupe 120-250 m/min, UTS 320-380 MPa, surface Ra≤0,8μm, adaptée à l'usinage en 3/4 axes de pièces décoratives de haute précision et de composants résistants à la corrosion.
Bronze (Bronze étain QSn6.5-0.1) : Vitesse de coupe 80-150 m/min, UTS 400-500 MPa, haute résistance à l'usure, spécialement conçu pour l'usinage rigide sur 3 axes d'engrenages et de coussinets très résistants.
Magnésium Alliage (AZ91D) : Coupe à grande vitesse 300-600 m/min, résistance à la traction 220-280 MPa, avantage significatif en termes de légèreté, convient à l'usinage à 3 axes à haut rendement des boîtiers 3C et des structures aérospatiales.
Acier allié (42CrMo4/AISI 4140) : Usinage dur à basse vitesse (60-120 m/min), résistance à la traction de 980-1080 MPa, haute résistance mécanique et à la fatigue, adapté au formage de précision 4/5 axes d'arbres de transmission et de mandrins de moules.
Compatibilité des matériaux des prototypes en plastique
Les prototypes en plastique nécessitent un équilibre entre l'efficacité de l'usinage et le contrôle de la déformation thermique. Les caractéristiques typiques du traitement des matériaux sont les suivantes :
ABS: Convient au fraisage à 3 axes, facile à peindre et à galvaniser, coût $2-5/kg. Sa composition en butadiène peut former des pores lâches et l'adhérence de la galvanoplastie atteint le grade 5B.
PEEK : résistance aux températures élevées jusqu'à 260℃, nécessite un usinage à 5 axes pour les prototypes médicaux complexes, prix $50-150/kg. Un refroidissement par air comprimé et des porte-outils amortissant les vibrations sont nécessaires pendant l'usinage pour assurer la stabilité dimensionnelle des pièces à parois minces.
POM : faible coefficient de frottement (0,08), adapté au tournage de prototypes d'engrenages, contrôle de la tolérance ±0,03 mm. La température de coupe doit être contrôlée pour éviter la fusion ; les outils en carbure et les liquides de refroidissement sont recommandés.
PC : adapté au fraisage à grande vitesse sur 3/5 axes, avec une dureté de surface élevée (dureté du crayon 2H-3H), une excellente résistance aux chocs et un coût de $8-15/kg. Sa structure en bisphénol A confère au matériau une transmission lumineuse élevée (plus de 90%) et une température de distorsion thermique (130-140℃), permettant d'obtenir une adhérence 4B après pulvérisation, ce qui le rend adapté aux lentilles optiques et aux composants structurels résistants aux intempéries.
PMMA : Adapté à la découpe de précision sur 3 axes, avec une brillance de surface de plus de 92% et une transmission de la lumière de 92-93% (proche du verre), et un coût de $3-8/kg. Ses monomères de méthacrylate de méthyle se polymérisent pour former des chaînes moléculaires denses, permettant une adhésion 5B à la galvanoplastie (nécessitant une activation par prétraitement), et sont largement utilisés dans les présentoirs et le traitement des plaques de guidage de la lumière.
Le coût des matériaux est positivement corrélé à la performance : les plastiques ordinaires (ABS, POM) coûtent $2-5/kg, tandis que les plastiques à haute performance (PEEK) coûtent $50-150/kg.


Analyse coûts-avantages de l'usinage CNC de prototypes
Analyse de la composition des coûts : Les coûts de base de usinage CNC de prototypes se composent de la dépréciation de l'équipement, de la consommation d'outils et des coûts de main-d'œuvre. En ce qui concerne l'équipement, le taux d'amortissement annuel pour les CNC à 3 axes est de 15%, tandis que pour les équipements à 5 axes, il atteint 25% en raison de la rapidité de l'itération technologique. En outre, le taux horaire pour les CNC à 5 axes (US$75-150) est nettement plus élevé que celui de l'axe 3 (US$40-75). En termes de coûts d'outillage, les outils en carbure ont une durée de vie d'environ 800-1200 pièces/arête de coupe. Les coûts de main-d'œuvre peuvent être réduits de 60% grâce à l'usinage automatisé.
Modèle de comparaison des avantages : La construction d'un modèle triangulaire "précision-coût-cycle" révèle que le coût par pièce pour l'usinage à 3 axes est de 20 à 50 USD, avec un temps de cycle de 1 à 3 jours, ce qui convient pour la validation du concept. Alors que le coût de l'usinage 5 axes atteint 100 à 300 dollars et que le temps de cycle est de 3 à 7 jours, les erreurs de serrage sont réduites de plus de 50%, ce qui améliore la fiabilité de la vérification fonctionnelle. La sélection des matériaux a un impact direct sur l'efficacité : le coût d'un prototype en alliage d'aluminium 6061 (précision de ±0,1 mm) est de 1 à 3 USD par pièce, alors que le coût de traitement d'un alliage de titane est 8 à 10 fois plus élevé. Le rendement est sensible aux coûts ; dans un cas, un taux de rendement de 95% a permis de réduire les coûts de déchets matériels de 23% par rapport à un taux de rendement de 80%.
Pratiques en matière de stratégie d'optimisation :
Substitution de processus : L'utilisation du procédé "fraisage 3 axes + rectification manuelle" permet de réduire les coûts de 30% par rapport à un procédé pur. Usinage à 5 axes.
Optimisation des matériaux : Le remplacement de l'alliage de titane par de l'aluminium réduit le temps de traitement de 40%, et le coût de l'anodisation de l'alliage d'aluminium 6061 n'est que le quart de celui de l'anodisation de l'alliage d'aluminium 6061. 7075 alliage d'aluminium.
Amélioration de la conception : La conception modulaire réduit les processus de 30%.
Application de l'usinage CNC de prototypes
Le prototypage, qui fait appel à la conception assistée par ordinateur et à la technologie des machines-outils à commande numérique, permet de produire rapidement des prototypes de produits pour valider les conceptions, et est largement utilisé dans les domaines suivants :
Industrie automobile
Essais de pièces : Des prototypes de pièces sont fabriqués pour être soumis à des essais de charge et de vibration afin d'identifier rapidement les problèmes de conception et de réduire les coûts.
Conception légère : Les matériaux légers tels que les alliages d'aluminium et de magnésium sont usinés pour réduire le poids des pièces tout en conservant leur résistance.
Aérospatiale
Exigences de haute précision : L'usinage de pièces répondant à des exigences strictes en matière de matériaux et de structure garantit la sécurité et la fiabilité des aéronefs.
Usinage de formes complexes : Les machines-outils CNC multiaxes sont utilisées pour usiner des pièces géométriques complexes afin de répondre aux exigences de la conception.
Dispositifs médicaux
Conformité à la précision : La production de pièces de précision conformes aux normes médicales (telles que les instruments chirurgicaux et les implants) garantit la sécurité.
Mise sur le marché rapide : L'accélération des essais et de la validation des prototypes de produits raccourcit le cycle de développement des dispositifs médicaux.
Industrie des biens de consommation
Évaluation de l'apparence : Création rapide de modèles d'apparence de produits pour l'évaluation et l'amélioration de l'efficacité de la conception.
Production personnalisée : Prise en charge de l'usinage de pièces de haute précision en petites séries pour répondre à des besoins personnalisés.
Autres domaines
Produits électroniques : Test du boîtier et de la structure interne pour garantir la fiabilité et la stabilité du produit.
Arts et culture : Utilisé pour la reproduction de reliques culturelles, la conception et la fabrication de sculptures et d'objets d'art et d'artisanat.

Tendances technologiques et orientations d'optimisation de l'usinage CNC de prototypes
L'usinage CNC de prototypes réalise des percées en matière de haute précision et d'efficacité grâce à l'intégration technologique, formant une boucle fermée complète "fondement technologique - pratique d'application - tendances futures". Dans la fabrication hybride multi-axes et additive, la "Imprimé en 3D Le modèle "ébauche + usinage de précision CNC" raccourcit le cycle de prototypage des supports aérospatiaux de 57% (de 7 jours à 3 jours) et réduit le gaspillage de matériaux de 50%, ce qui le rend particulièrement adapté au prototypage rapide de pièces structurelles complexes pour l'aérospatiale. Le développement intelligent de prototypes s'appuie sur une bibliothèque de paramètres de processus pilotée par l'IA (telle que l'adaptation automatique de la vitesse de 1500 à 3000 tr/min pour l'alliage d'aluminium 6061) et sur la technologie des jumeaux numériques (erreur de prédiction de ±0,003 mm) pour réaliser une programmation autonome et une présimulation de la déformation de l'usinage. Conception intégrée matériau-processus, grâce à DFM l'examen et l'optimisation de la structure (paroi mince ≥1,5 mm pour éviter la déformation), combinés au processus composite "oxydation anodique + gravure au laser", permettent de résoudre les problèmes de qualité de surface des prototypes complexes et de réduire les coûts d'ajustement du processus de production de masse de 30%.
FAQ de l'usinage CNC de prototypes
Qu'est-ce que l'usinage CNC de prototypes ?
L'usinage CNC de prototypes est une méthode de fabrication rapide basée sur la technologie de la commande numérique par ordinateur (CNC). Elle utilise un logiciel préprogrammé pour contrôler une machine-outil, coupant et façonnant avec précision des matériaux tels que les métaux et les plastiques, afin d'obtenir des prototypes fonctionnels ou des pièces répondant aux exigences de la conception. Ses avantages sont une grande précision (±0,01 mm), une grande répétabilité, la possibilité d'usiner des géométries complexes et la prise en charge de matériaux multiples. Il s'agit d'une technologie clé pour vérifier la faisabilité de la conception au cours de la phase de développement du produit.
Quels sont les matériaux couramment utilisés pour l'usinage CNC de prototypes ?
Matériaux métalliques : Aluminium (tel que l'aluminium aérospatial), acier inoxydable, acier, laiton, etc. L'aluminium aérospatial peut atteindre une précision d'usinage de 0,01 mm et convient aux prototypes structurels à haute résistance.
Matières plastiques : ABS, nylon (PA11/PA12), polyoxyméthylène (POM), polycarbonate, etc. Les plastiques souples (tels que le PVC) ont tendance à coller à l'outil et nécessitent un traitement spécial.
Matériaux composites : Les plastiques renforcés de fibres, etc., nécessitent des outils et des paramètres d'usinage spécialisés. Les caractéristiques d'usinage varient considérablement d'un matériau à l'autre. Par exemple, la rugosité de surface de l'acier inoxydable après polissage miroir peut atteindre Ra 0,05μm, et l'usinage du POM nécessite de contrôler les contraintes internes pour éviter les déformations.
Quels sont les flux de travail et les temps de cycle typiques pour l'usinage CNC d'un prototype ?
Flux de travail : Conception et modélisation → Programmation → Serrage des matériaux → Usinage → Post-traitement.
Programmation : Logiciels courants tels que Mastercam et Siemens NX ; outils professionnels tels que HyperMill pour l'usinage multi-axes.
Temps de cycle : pièces simples en 2D : quelques heures ; pièces complexes en 3D/5 axes (comme les disques de turbine) : plusieurs jours, en fonction de la complexité de la pièce, de la dureté du matériau et des exigences en matière de qualité de surface.
Post-traitement : Sablage, anodisation, électropolissage, etc., représentant 20%-30% de la durée totale du cycle.
Comment résoudre les problèmes courants dans l'usinage CNC de prototypes ?
Précision insuffisante : Calibrer la planéité de la machine-outil, optimiser les montages, contrôler les erreurs d'indexation de l'axe rotatif (Usinage à 4 axes ≤ ±0.015°).
Rugosité de surface : Ajuster les paramètres de coupe, remplacer les outils usés, électropolir (Ra peut être réduit à moins de 0,05μm).
Déformation des matériaux : Découpe en couches pour les pièces en plastique ; traitement de détente avant l'usinage des pièces métalliques, tel que le recuit des alliages d'aluminium.
Comparaison du coût de l'usinage CNC pour les prototypes avec d'autres technologies de moulage ?
Prototypes en petits lots (1 à 50 pièces) : Usinage CNC a un avantage en termes de coûts.
Coût de l'équipement : Le prix des fraiseuses verticales à 4 axes varie en fonction de la configuration. Elles conviennent aux petites et moyennes entreprises.
Coût unitaire : les prototypes métalliques simples coûtent environ 8-30 usd/pièce ; les structures complexes (telles que les instruments médicaux chirurgicaux) peuvent dépasser 80 usd, en fonction de l'utilisation des matériaux et du temps de traitement.
Coûts de post-traitement : L'anodisation, le nickelage chimique, etc., augmentent les coûts totaux de 15%-30%, alors que le traitement de base tel que le sablage a des coûts inférieurs (sable de silicium environ 4-8 usd/pièce). Pour les structures ultra-complexes ou les besoins en lots très importants, la CNC peut être remplacée par Impression 3D ou le moulage par injection, mais la souplesse de conception et les avantages en termes de précision de l'étape de prototypage restent importants.








