
Le PTFE (polytétrafluoroéthylène) et le PEHD (polyéthylène haute densité) sont deux plastiques techniques largement utilisés. Bien qu'il s'agisse de matières plastiques, elles diffèrent grandement en termes de structure, de résistance thermique et chimique, de comportement mécanique, d'usinabilité et de coût. Ces différences ont une incidence directe sur les performances des pièces, leur durée de vie et leur coût de fabrication.
En ingénierie, la sélection des matériaux ne consiste pas à choisir le "meilleur" matériau, mais à s'assurer qu'il n'y a pas d'autres problèmes :
Choisir le matériau qui répond aux besoins de l'application sans risque ou coût inutile.
Cet article compare PTFE et PEHD d'un point de vue technique, couvrant les propriétés, la fabrication et l'usinage, les avantages et les limites, le coût et les directives pratiques de sélection.
Structure moléculaire et principes fondamentaux des matériaux
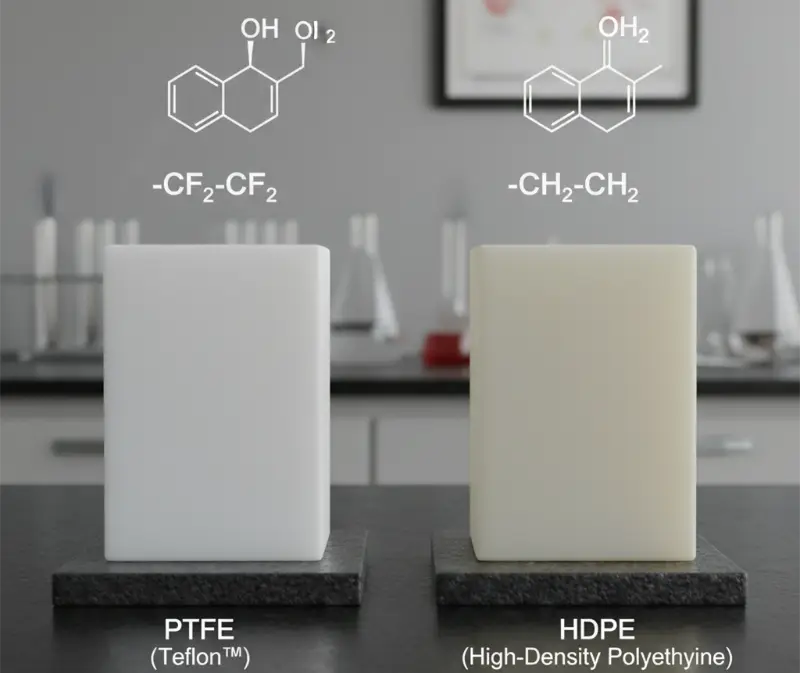
PTFE (Polytétrafluoroéthylène)
- Formule chimique : (C₂F₄)ₙ
- Structure : Chaîne de carbone entièrement protégée par des atomes de fluor
Cette structure entraîne plusieurs conséquences importantes en matière d'ingénierie. Premièrement, PTFE possède une énergie de surface extrêmement faible et donc d'excellentes propriétés autolubrifiantes et anti-adhérentes. Deuxièmement, la "coquille" de fluor rend le matériau chimiquement inerte à presque tous les produits chimiques, y compris les acides forts, les bases fortes et la plupart des solvants. Toutefois, cette même structure permet au PTFE de présenter un fluage prononcé (écoulement à froid), ce qui signifie qu'il se déforme lentement sous l'effet d'une charge à long terme.
C'est pourquoi le PTFE est idéal pour le glissement et l'étanchéité des composants, mais il ne convient pas pour les pièces structurelles porteuses qui nécessitent une stabilité dimensionnelle à long terme. De nombreuses défaillances réelles de pièces en PTFE ne sont pas dues à une résistance insuffisante, mais à une déformation à long terme qui entraîne une perte d'ajustement ou une défaillance de l'étanchéité.
PEHD (polyéthylène haute densité)
- Formule chimique : (C₂H₄)ₙ
- Structure : Polyéthylène linéaire à haute cristallinité
Bien que la structure moléculaire du PEHD soit relativement simple, sa cristallinité élevée lui confère un bon équilibre entre ténacité, résistance aux chocs, rigidité et stabilité dimensionnelle. D'un point de vue technique, cela signifie que le PEHD n'est ni fragile ni excessivement mou, et qu'il fonctionne de manière fiable sous des charges mécaniques typiques.
En outre, le PEHD est un matériau très facile à fabriquer. Cela a une grande importance pratique dans l'ingénierie : non seulement il est facile à traiter, mais le risque de fabrication et le coût des rebuts sont également relativement faibles. C'est pourquoi le PEHD est largement utilisé pour les grandes pièces structurelles, les composants de soutien et les applications sensibles aux coûts.
Comparaison des propriétés mécaniques et physiques (avec signification technique)
| Propriété | PTFE | PEHD | Signification de l'ingénierie |
|---|---|---|---|
| Densité | ~2,15 g/cm³ | ~0,95 g/cm³ | Le PTFE est beaucoup plus lourd |
| Température de service | -180 à +260°C | De -50 à +80°C | Les applications à haute température requièrent le PTFE |
| Coefficient de friction | ~0.04 | ~0.2 | Le PTFE offre une véritable autolubrification |
| Résistance à la traction | ~20-30 MPa | ~20-35 MPa | Niveau de résistance similaire |
| Rigidité | Faible | Moyen | Le PEHD convient mieux aux pièces structurelles |
| Résistance au fluage | Pauvre | Mieux | Le PTFE se déforme sous l'effet d'une charge à long terme |
| Résistance chimique | Presque universel | Bon pour la plupart des médias | PTFE préférable dans les environnements agressifs |
D'un point de vue technique, ces paramètres ne sont pas indépendants. La température de fonctionnement détermine généralement si un matériau est utilisable ou non. Le coefficient de frottement détermine si une lubrification supplémentaire est nécessaire et affecte le coût de la maintenance. La résistance au fluage détermine si une pièce changera lentement et irréversiblement de forme au fil du temps.
Dans la pratique, de nombreuses pièces en plastique sont défectueuses non pas parce qu'elles ne sont pas assez résistantes, mais parce qu'elles ne sont pas assez solides. se déforment lentement sous l'effet de la chaleur ou d'une charge soutenueet provoquent éventuellement une défaillance de l'assemblage ou de l'étanchéité. À ce niveau, les rôles fonctionnels du PTFE et du PEHD sont déjà largement définis.

Procédés de fabrication supportés par chaque matériau
PTFE : Méthodes de fabrication et limites
Le PTFE ne fond pas et ne s'écoule pas comme les thermoplastiques normaux ; au contraire, il a tendance à se décomposer lorsqu'il est chauffé. C'est pourquoi il est :
- ❌ Ne convient pas au moulage par injection conventionnel
- ❌ Ne convient pas à l'extrusion standard
- ✅ Généralement fabriqué par : Pressage à froid de la poudre → Frittage → Usinage CNC
Cette chaîne de processus implique de longs cycles de fabrication, un retrait inévitable, une faible utilisation des matériaux et une grande dépendance à l'égard de l'usinage pour la précision finale. Par conséquent, les pièces en PTFE sont coûteuses, non seulement en termes de matériaux, mais aussi en termes de coûts de transformation et de risques de fabrication.
Les pièces typiques en PTFE comprennent les joints, les garnitures, les bagues, les manchons, les curseurs, les sièges de soupape et les isolateurs électriques. Leur caractéristique commune est que la performance fonctionnelle est bien plus importante que la capacité de charge.
PEHD : Méthodes de fabrication
Comparé au PTFE, le PEHD est un matériau très "facile à fabriquer". Il peut être :
- Usinage CNC à partir de feuilles ou de barres
- Moulé par injection
- Extrudé
- Thermoformé
- Soudé
Cette flexibilité est extrêmement précieuse dans la pratique. Pour les grandes séries, le moulage peut réduire considérablement le coût unitaire ; pour les petites séries ou les pièces personnalisées, l'usinage CNC permet une fabrication rapide et économique.
Cette double capacité...une production de masse modulable et une personnalisation flexible-est l'une des principales raisons pour lesquelles le PEHD est largement utilisé pour les structures de machines, les protections, les supports et les composants de protection.
Comparaison des processus
| Processus | PTFE | PEHD |
|---|---|---|
| Usinage CNC | ✅ | ✅ |
| Moulage par injection | ❌ | ✅ |
| Extrusion | ⚠️ Spécial | ✅ |
| Moulage par compression et frittage | ✅ | ❌ |
| Soudage | ❌ | ✅ |
| Thermoformage | ❌ | ✅ |
Considérations relatives à l'usinage CNC du PTFE
Le PTFE est très souple, élastique et présentant un fort fluage et un retour élastique. Les problèmes typiques d'usinage comprennent le rebond dimensionnel après l'usinage, les trous ronds qui deviennent ovales, les parois minces qui se déforment et les surfaces qui sont "tirées" au lieu d'être coupées proprement.
La force de serrage doit être réduite au minimum, de préférence en utilisant des mâchoires souples ou un support de grande surface. Le contact ponctuel et la force de serrage excessive entraînent souvent des modifications dimensionnelles importantes après le relâchement. Les outils doivent être extrêmement tranchants et présenter des angles de coupe importants ; des outils émoussés déchireront le matériau au lieu de le couper.
En termes de stratégie, il est préférable de procéder à des passes multiples légères avec une marge de finition suffisante. La dernière coupe de finition doit être très légère pour minimiser les contraintes résiduelles.
Du point de vue de la conception, il convient d'éviter les parois minces, les longs porte-à-faux et les structures fortement porteuses. Le PTFE est utilisé de préférence pour les anneaux, les manchons, les joints, les glissières et les joints d'étanchéité.les parties fonctionnelles plutôt que les parties structurelles.
Avantages et inconvénients du PTFE en matière d'ingénierie
Avantages :
- Frottement extrêmement faible (autolubrification)
- Excellente résistance chimique
- Très haute résistance à la température
- Surface antiadhésive
- Excellente isolation électrique
Inconvénients :
- Faible rigidité et résistance structurelle
- Fluage important
- Mauvaise stabilité dimensionnelle lors de l'usinage
- Ne peut être moulé par injection ou soudé
- Coût élevé des matériaux et de la transformation

Considérations sur l'usinage CNC pour le PEHD
Le PEHD est coriace, relativement mou, s'échauffe facilement et a tendance à produire de longs copeaux filandreux. Si les paramètres de coupe ne sont pas appropriés, les problèmes typiques sont la formation de chaînes de copeaux, le collage de l'outil, la fusion locale et la mauvaise qualité de l'arête.
Les outils doivent être affûtés, polis et présenter des angles de coupe importants. En ce qui concerne les paramètres de coupe, la règle générale est la suivante :
Il vaut mieux couper plus vite que frotter lentement.
Une coupe lente augmente la chaleur de friction, ce qui ramollit le matériau et provoque un collage. Le liquide de refroidissement n'est généralement pas critique, mais l'évacuation des copeaux est très importante.
En termes de fixation, le PEHD est beaucoup plus stable que le PTFE, mais les grandes plaques minces nécessitent toujours un support uniforme pour éviter les déformations.
Ingénierie : avantages et inconvénients du PEHD
Avantages :
- Faible coût
- Facile à usiner
- Bonne stabilité dimensionnelle
- Résistant et non cassant
- Soudable et juxtaposable
- Peut être moulé par injection et extrudé
Inconvénients :
- Résistance limitée à la température (typiquement < 80°C en continu)
- Propriétés de frottement moins bonnes que celles du PTFE
- Résistance chimique légèrement inférieure à celle du PTFE (encore bonne)
- Niveau de rigidité et de résistance moyen
Fourchette de coûts et raisons techniques
Dans les projets d'ingénierie, le caractère "coûteux ou bon marché" doit être jugé en fonction des critères suivants coût total de la pièceLe système de gestion de l'information de l'Union européenne (UE) est un système de gestion de l'information de l'Union européenne (UE).
| Matériau | Coût total typique (matériau + usinage normal) |
|---|---|
| PEHD | ~3-8 USD/kg |
| PTFE | ~20-60 USD/kg |
Le coût élevé du PTFE est dû à son processus de frittage de la poudre, à son long cycle de production, à sa faible efficacité d'usinage et à la perte importante de matière. Dans les projets réels, il est très courant qu'une pièce en PTFE coûte 5 à 10 fois plus cher qu'une pièce en PEHD de même volume.

Logique d'application typique
Le PTFE est largement utilisé dans les applications à haute température, chimiquement agressives et glissantes, non pas parce qu'il est "le meilleur en tout", mais parce que, dans ces conditions, il est souvent "le meilleur en tout". l'un des rares matériaux pouvant fonctionner de manière fiable à long terme-en particulier lorsque la lubrification n'est pas autorisée ou que la contamination doit être évitée.
Le PEHD est mieux adapté aux pièces structurelles et aux composants de grande taille, car il offre un compromis très équilibré entre la rigidité, la ténacité, la stabilité dimensionnelle et le coût. Sa soudabilité permet également de fabriquer des structures de grande taille, ce qui constitue un avantage décisif dans la conception de nombreux équipements.
Logique pratique de sélection des matériaux
Dans les projets d'ingénierie réels, la sélection des matériaux est un processus de filtrage étape par étape :
- Vérifier l'environnement (température et exposition chimique) : le matériau peut-il survivre ?
- Vérifiez les exigences en matière de structure et de charge : le produit conservera-t-il sa forme à long terme ?
- Vérifier les exigences fonctionnelles (glissement, étanchéité, anti-adhérence, etc.).
- Enfin, optimiser les coûts et les risques de fabrication.
De ce point de vue :
Le PTFE résout principalement les problèmes fonctionnels, tandis que le PEHD résout principalement les problèmes structurels et de coût.
Conclusion
Le PTFE et le PEHD ne sont pas simplement des matériaux "haut de gamme" et "bas de gamme". Il s'agit de deux solutions visant à des problèmes d'ingénierie totalement différents. La valeur du PTFE réside dans la friction, la résistance chimique et la stabilité de la température. La valeur du PEHD réside dans la fiabilité structurelle, la facilité de fabrication et la maîtrise des coûts.
En ce qui concerne les pièces usinées CNC, il est bien plus important de comprendre cette différence fondamentale que de simplement comparer quelques chiffres dans une fiche technique. contact avec nous pour plus de détails.









