

Usinage CNC de l'ABS
L'ABS offre une excellente résistance aux chocs, à la chaleur et à l'usinage, ce qui le rend idéal pour l'électronique, les pièces automobiles et les jouets.
Tolérance: ±0,02mm
MOQ : le prototype est le bienvenu.
Délai de livraison : 1-7 jours
Gamme de processus :
- Usinage CNC
- Moulage
- Thermoformage
- Découpe au laser
- Finition de la surface
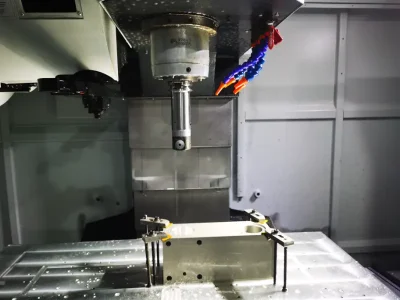
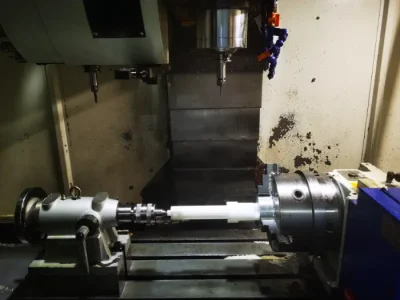
Qu'est-ce que l'usinage CNC de l'ABS ?
L'usinage CNC de l'ABS est un processus de fraisage, de perçage, de taraudage et d'autres opérations d'usinage de précision sur les plastiques techniques ABS.
Propriétés du matériau ABS
Propriétés mécaniques : Ténacité et résistance aux chocs élevées, adaptées à la fabrication de pièces capables de résister à des forces externes.
Stabilité chimique : Résistant aux acides, aux bases et aux huiles, il s'adapte à des environnements complexes.
Performance de traitement : Facile à couper, point de fusion d'environ 220℃, peu susceptible de se fissurer pendant le traitement.
Texture de la surface : Surface lisse après usinage, adaptée à la pulvérisation directe ou à la galvanoplastie.
Isolation électrique : Convient pour les boîtiers de produits électroniques et les composants structurels.
Avantages de l'usinage CNC de l'ABS
Haute précision: Précision au micron près, répondant aux exigences de l'usinage géométrique complexe.
Flexibilité: Usinage sans moule sur la base de modèles CAO, adapté aux petites séries et au prototypage.
Haute efficacité: L'automatisation réduit la durée du cycle et les coûts de main-d'œuvre.
Utilisation élevée des matériaux: Moins de déchets que le moulage par injection, convient pour les ABS de grande valeur.
Excellente qualité de surface: Surface lisse après usinage, permettant un assemblage direct et réduisant les opérations de post-traitement.
Types de matériaux ABS et propriétés mécaniques
| Grade | Résistance à la traction (MPa) | Module de flexion (GPa) | Impact entaillé (kJ/m²) | Température de déviation de la chaleur (°C) | Caractéristiques principales | Applications typiques |
|---|---|---|---|---|---|---|
| APA général | 33-52 | 2.0-2.6 | 15-25 | 85-95 | Performances équilibrées, facilité de mise en œuvre, haute brillance | Boîtiers d'appareils ménagers, produits quotidiens |
| ABS à fort impact | 33-44 | 1.8-2.2 | 25-50 | 85-95 | Excellente résistance aux chocs, grande ténacité, haute teneur en butadiène | Intérieurs d'automobiles, casques de sécurité, outils électriques |
| ABS résistant à la chaleur | 41-52 | 2.1-2.8 | 10-20 | 110-125 | Résistance aux températures élevées, distorsion thermique élevée, bonne rigidité | Compartiments de moteurs automobiles, composants d'appareils à haute température |
| ABS transparent (MABS) | 42-50 | 2.0-2.2 | 14-20 | 80-92 | Haute transmission de la lumière, résistance aux produits chimiques, plus résistant que le PMMA | Pièces médicales transparentes, récipients alimentaires, boîtiers transparents |
| ABS renforcé de fibres de verre (20-30%) | 70-100 | 6.0-8.0 | 5-10 | 100-120 | Grande résistance, grande rigidité, stabilité dimensionnelle | Pièces structurelles, composants automobiles, engrenages de précision |
| ABS ignifugé (UL94 V-0) | 35-45 | 2.2-2.7 | 15-25 | 85-95 | Retardateur de flammes, isolation électrique, faible dégagement de fumée | Boîtiers électroniques et électriques, prises, piles de chargement |





Finition de surface pour les pièces en ABS usinées en CNC
Sur la base de plus de 15 ans d'expérience en matière d'usinage CNC, nous avons dressé la liste suivante des procédés de finition de surface utilisés pour diverses pièces usinées avec précision en ABS.
| Traitement de surface | Description | Applications typiques |
|---|---|---|
| Polissage | Le polissage mécanique permet d'éliminer les marques d'outils et les petites rayures de surface, améliorant ainsi la douceur et l'apparence. | Pièces cosmétiques, composants d'affichage |
| Sablage | Un média abrasif est projeté sur la surface pour créer une finition uniforme mate ou texturée. | Réduction des reflets, dissimulation des marques d'usinage |
| Peinture / Revêtement par pulvérisation | Le revêtement de surface apporte de la couleur, de la protection et un meilleur attrait visuel. | Boîtiers, boîtiers, pièces esthétiques |
| Sérigraphie | Des logos, des symboles ou des textes sont imprimés sur la surface de l'ABS. | Panneaux de contrôle, marquage |
| Impression UV | L'impression numérique UV permet d'appliquer directement des motifs ou des graphiques avec une forte adhérence et une grande durabilité. | Graphiques et marquages personnalisés |
| Gravure au laser | Le marquage au laser permet de créer un texte, un logo ou un numéro de série permanent sur la surface. | Identification, traçabilité |
| Lissage de la vapeur | Le traitement chimique à la vapeur fait légèrement fondre la surface pour obtenir une finition lisse et brillante. | Aspect brillant, surfaces scellées |
| Placage électrolytique (placage ABS) | Processus de métallisation après un prétraitement spécial de la surface pour créer un aspect métallique. | Pièces décoratives, finitions haut de gamme |







Application des pièces ASB usinées en CNC
L'usinage CNC de l'ABS est largement utilisé dans les industries suivantes :
Électronique : Boîtiers de téléphones portables, supports de tablettes, boîtiers de routeurs, etc.
Automobile : Tableaux de bord, panneaux de porte, boîtiers de phares et autres pièces intérieures.
Appareils ménagers: Panneaux de commande de lave-linge, tiroirs de réfrigérateur, bouches de climatisation, etc.
Jouet : Blocs de construction, voitures miniatures, boîtiers de robots, etc.
Équipement médical: Boîtiers d'équipement, poignées, structures de support, etc. (doivent répondre aux normes ABS de qualité médicale).
Équipement industriel: Boîtiers de capteurs, connecteurs, couvercles de protection, etc.
Considérations clés pour l'usinage CNC de l'ABS :
Matériau: Préférer l'ABS de qualité machine pour minimiser les déformations.
Outils: Utiliser des outils tranchants, spécifiques au plastique, afin d'éviter une profondeur de coupe excessive qui pourrait entraîner des déformations et des vibrations.
Paramètres: Optimiser la vitesse de coupe, l'avance et la profondeur de coupe pour éviter les surchauffes et les déformations.
Serrage: Utiliser des colliers de serrage fiables pour éviter toute déformation excessive due à la compression.
Liquide de refroidissement: Choisissez un liquide de refroidissement non aromatique et soluble dans l'eau pour éviter la contamination de l'ABS.
Recuit: Prétraitement pour soulager les tensions internes et réduire les déformations.
Finition de la surface: Polir, galvaniser ou peindre par pulvérisation selon les besoins pour améliorer les performances et l'apparence.
FAQ de l'usinage CNC de l'abs
Le matériau ABS est-il susceptible de se déformer lors de l'usinage CNC ? Comment éviter cette déformation ?
Le matériau ABS est susceptible de se déformer sous l'effet de contraintes internes ou de la chaleur de traitement. Les méthodes de prévention sont les suivantes :
Recuit avant usinage (par exemple, cuisson à 60-80℃ pendant 2-4 heures) pour éliminer les contraintes internes ;
Optimisation des paramètres de coupe (réduction de l'avance, contrôle de la profondeur de coupe) ;
Utiliser des outils tranchants pour réduire les forces de coupe ;
Utiliser des montages fiables pour fixer la pièce à usiner et éviter les vibrations.
Que se passe-t-il si la rugosité de la surface de l'ABS usiné par CNC n'est pas conforme aux normes ?
Il est possible d'améliorer cette situation en appliquant les méthodes suivantes :
Sélection des outils : Utilisez une fraise en plastique (fraise en spirale à double tranchant) pour réduire les bavures ;
Paramètres de coupe : Augmenter la vitesse de la broche (par exemple, 10 000-18 000 tr/min), réduire la vitesse d'avance ;
Post-traitement : Polissage manuel, sablage ou application d'une couche transparente pour améliorer l'aspect de la surface.
L'usinage CNC de l'ABS est-il adapté à la production de masse ?
L'usinage CNC de l'ABS convient mieux aux petits lots (1-100 pièces) ou à la production de prototypes pour les raisons suivantes :
Avantage en termes de coûts : Pas de coûts de moulage, coût unitaire inférieur à celui des moulage par injection;
Flexibilité : Les conceptions peuvent être rapidement modifiées pour s'adapter aux itérations des produits ;
Limites : Pour les grands lots, le moulage par injection (coût unitaire inférieur, efficacité supérieure) est plus économique.
Comment choisir un liquide de refroidissement pour l'usinage de l'ABS ? Peut-on utiliser des liquides de refroidissement à base d'eau ?
A:Liquide de refroidissement recommandé : Les liquides de refroidissement hydrosolubles non aromatiques (tels que les émulsions), qui refroidissent efficacement l'ABS sans le corroder ; les liquides de refroidissement à base d'huile sont interdits : Les liquides de refroidissement à base d'huile couramment utilisés dans le traitement des métaux contaminent la surface de l'ABS, ce qui affecte la peinture ou la galvanoplastie ultérieures : Pour les pièces à parois minces ou de précision, le refroidissement par air à haute pression peut être utilisé pour réduire la déformation thermique.
Quelles sont les principales différences entre les pièces usinées CNC en ABS et les pièces moulées par injection ?
Usinage CNC offre une grande précision et ne nécessite pas de moules, ce qui en fait un outil adapté à l'industrie du bâtiment. petit lot la personnalisation, les structures complexes et les exigences de haute précision, mais le coût par unité est plus élevé. Le moulage par injection offre un faible coût pour la production de masse, mais il repose sur des moules et la précision est limitée par la conception des moules.
