
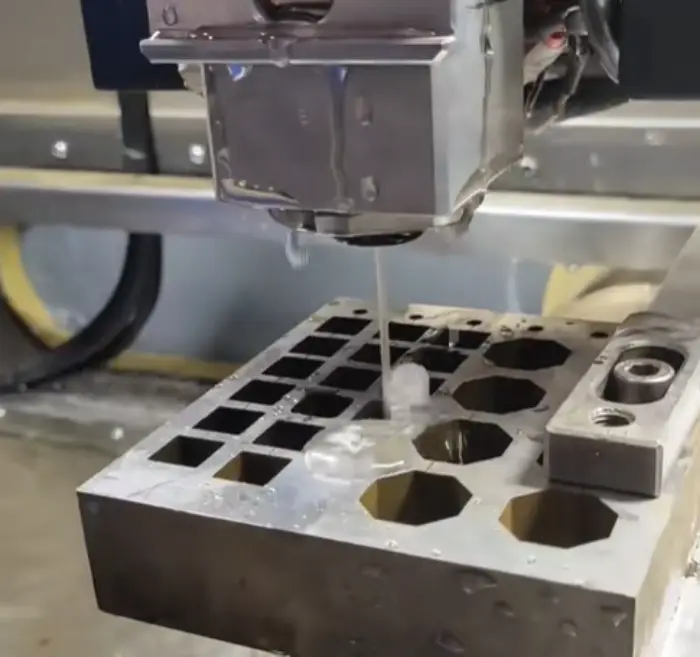
Nell'industria della lavorazione dei metalli, la lavorazione a scarica elettrica (EDM) è ampiamente utilizzata per lavorazioni di precisione, come la produzione di stampi e la lavorazione di componenti di forma complessa. L'elettroerosione a filo rapido (EDM a filo) e l'elettroerosione a filo lento (EDM a filo lento) sono due tipi importanti di elettroerosione, ciascuno con vantaggi e scenari di applicazione unici. Questo articolo confronta in dettaglio queste due tecnologie sotto molteplici aspetti, tra cui i principi di funzionamento, il filo dell'elettrodo, il refrigerante, la velocità di lavorazione, la precisione, la qualità della superficie, il costo, gli scenari applicativi, le considerazioni sulla lavorazione e le tecnologie alternative.

Principi di funzionamento dell'elettroerosione a filo rapido e lento
Taglio rapido del filo: L'elettroerosione a filo rapido funziona utilizzando scariche elettriche ad alta frequenza tra il filo dell'elettrodo e la superficie del pezzo per convertire l'energia elettrica in energia termica, vaporizzando, gassificando o fondendo il metallo per completare il taglio. Poiché il filo dell'elettrodo è più spesso e la corrente è più elevata, può eseguire rapidamente operazioni di taglio per materiali più spessi, ma a costo della precisione e della qualità della superficie.
Taglio lento del filo: Il taglio a filo lento utilizza correnti più piccole e fili elettrodici più sottili. La velocità di taglio è più lenta, ma consente scariche elettriche più dettagliate per un taglio preciso. Il taglio a filo lento enfatizza la lavorazione di alta precisione ed è adatto a compiti che richiedono una qualità superficiale e tolleranze dimensionali estremamente elevate.
Confronto tra i fili degli elettrodi
Taglio rapido del filo: Il taglio rapido a filo utilizza in genere fili di elettrodi più spessi (0,2-0,25 mm), adatti al taglio rapido di materiali metallici più spessi. Se da un lato i fili di elettrodo più spessi aumentano l'efficienza di taglio, dall'altro provocano segni di taglio più grandi e una minore precisione di lavorazione.
Taglio lento del filo: Il taglio a filo lento utilizza fili di elettrodi più fini (0,03 mm ~ 0,15 mm). Il filo più fine riduce l'area di scarico durante il processo di taglio, migliorando così la precisione e la qualità della superficie. I fili sottili degli elettrodi riducono efficacemente la rugosità della superficie.
Confronto tra i materiali del filo dell'elettrodo
I fili elettrodici svolgono un ruolo cruciale nell'elettroerosione, in quanto influenzano direttamente la precisione della lavorazione, la qualità della superficie, l'efficienza di taglio e la durata del filo elettrodico. I materiali utilizzati per i fili elettrodici differiscono tra taglio veloce e lento. I materiali più comuni per i fili elettrodici sono rame, leghe di rame, molibdeno e ottone.
Filo per elettrodi in rame/ottone
I fili di rame per elettrodi sono uno dei materiali più comunemente utilizzati nell'elettroerosione, con una buona resistenza all'ossidazione e utilizzati nella lavorazione a filo lento.
Eccellente conduttività elettrica e termica: Il filo di rame ha un'eccellente conducibilità elettrica e conduttività termicaottimizzando le prestazioni di scarico e garantendo un taglio stabile.
Uso una tantum: Si utilizza un filo di rame una volta per ogni ciclo di lavorazione, con una precisione del diametro del filo di ±0,001 mm, adatto per lavorazioni di media e alta precisione.
Ampia adattabilità: È adatto alla lavorazione di un'ampia gamma di materiali metallici, tra cui acciaio al carbonio, acciaio inossidabile, leghe di alluminio e leghe di ramesoprattutto per la produzione di lotti regolari con requisiti di precisione ridotti.
Resistenza meccanica: Il filo di rame ha una resistenza alla trazione di circa 600 MPasufficiente a mantenere una tensione stabile durante il processo di taglio. Sebbene la sua resistenza alla trazione sia inferiore a quella del filo di molibdeno, il filo di rame può comunque garantire una buona stabilità di lavorazione nel funzionamento a bassa tensione dell'elettroerosione a filo lento, evitando rotture o vibrazioni del filo.
Filo per elettrodi di molibdeno
I fili per elettrodi di molibdeno sono comunemente utilizzati nelle lavorazioni di precisione grazie al loro elevato punto di fusione e alla loro resistenza, in particolare nelle lavorazioni a taglio rapido.
Elevato punto di fusione e alta resistenza alla trazione: Il filo di molibdeno ha un punto di fusione di 2610°C e resistenza alla trazione di circa 1000 MPache lo rende adatto a condizioni di alta temperatura e alta tensione nell'elettroerosione a filo veloce.
Uso della bicicletta: Può essere utilizzato un filo di molibdeno 5-10 volte in cicli ripetitivi, fornendo efficacia dei costi per la lavorazione grossolana e semi-fine.
Forte adattabilità: È ideale per la lavorazione materiali come acciaio al carbonio, acciaio inossidabile e leghe duree può essere utilizzato nell'elettroerosione a filo veloce per pezzi di medio spessore (fino a 300 mm).
Alta velocità di elaborazione: Offerte di fili di molibdeno efficienza di elaborazione rapida, soprattutto per taglio grezzo ad alta velocitàche lo rende adatto a soddisfare le esigenze di precisione più frequenti.
Filo di tungsteno
Punto di fusione estremamente elevato : Il tungsteno ha un punto di fusione di 3410°Cche lo rende altamente resistente all'erosione in ambienti ad alta temperatura, garantendo un'usura minima durante il processo di taglio.
Alta resistenza alla trazione : Con un resistenza alla trazione ≥1500 MPaIl filo di tungsteno rimane stabile anche in presenza di tensioni elevate, evitando che rottura del filo e vibrazione durante il processo di taglio.
Eccellente rigidità : Il filo di tungsteno mantiene elevata rigiditàanche a diametri ultrafini (0,02 mm), rendendolo ideale per microscanalature ultrafini e microfori che è difficile ottenere con altri fili.
Resistenza all'erosione ad alta temperatura : Il filo di tungsteno resiste erosione ad alta temperatura in modo efficace, consentendogli di gestire temperature di scarica a impulsi fino a 8000-10000°C senza usura significativa, rendendolo adatto a condizioni di taglio estreme.
Di seguito sono riportati un riepilogo e un confronto dei tre tipi di fili per elettrodi.
| Tipo di elettrodo | Filo di rame (ottone/zincato/rame puro) | Filo di molibdeno (Standard Mo2) | Filo di tungsteno (Tungsteno puro/lega di tungsteno) |
|---|---|---|---|
| Macchina applicabile | Esclusivo per WEDM-LS (elettroerosione a filo a bassa velocità) | Esclusivo per WEDM-HS (elettroerosione a filo ad alta velocità) | Uso occasionale per WEDM-HS / Condizioni di lavoro speciali per WEDM-LS di alta gamma |
| Caratteristiche principali | Eccellente conduttività elettrica/termica, punto di fusione 1083℃, bassa usura | Punto di fusione 2610℃, riciclabile, moderata resistenza alla trazione | Punto di fusione 3410℃, massima resistenza alla trazione, quasi assenza di usura, elevata rigidità del filo ultrafine. |
| Precisione di lavorazione | ±0,005~0,01 mm | ±0,01~0,02 mm | Entro ±0,001 mm |
| Ruvidità della superficie | Ra0,2~1,6μm | Sopra Ra3.2μm | Al di sotto di Ra0,2μm |
| Modalità d'uso | Monouso | Riciclabile per 5~10 volte | Monouso (per condizioni di lavoro particolari) |
| Scenario di applicazione | Lavorazione di routine/ad alta precisione di WEDM-LS (stampi, pezzi di precisione) | Lavorazione grezza/semifinita di WEDM-HS (stampi generici, pezzi in serie) | Lavorazione di pezzi ultra-spessi, scanalature ultra-fini, materiali fragili super-duri |
| Livello di costo | Medio-alto | Estremamente basso | Estremamente alto |
| Etichetta centrale | Standard per WEDM-LS, alta precisione/alta finitura | Standard per WEDM-HS, basso costo/alta efficienza | Elettrodo speciale, solo per lavorazioni difficili |
Filo d'oro nero - filo di nuova concezione per la lavorazione edm
Filo d'oro nero è un filo elettrodico composito ad alte prestazioni utilizzato esclusivamente per l'elettroerosione a filo lento. Sul mercato viene comunemente chiamato "filo nero" o "filo rivestito di oro nero". L'anima è tipicamente in ottone ad alta resistenza, con un rivestimento in lega speciale sullo strato esterno (come rivestimenti in zinco-nichel, lega di cobalto o carbonio simile al diamante), che gli conferisce un aspetto nero-grigio o nero-oro opaco. È considerato un modello più avanzato del normale filo zincato.
- Maggiore resistenza alla trazione rispetto al normale filo zincato, rendendolo adatto al taglio di materiali spessi e ad alta resistenza.
- Scarico più stabilecon un tasso di rottura del filo inferiore, un'usura ridotta e una velocità di taglio più elevata.
- Il Il rivestimento sopprime gli archi elettricimigliora la rimozione dei trucioli e offre una finitura superficiale e una precisione migliori rispetto al normale filo zincato.
- Utilizzato esclusivamente per l'elettroerosione a filo lentoper un solo utilizzo. È più costoso del normale filo zincato, ma più economico del filo di tungsteno puro.
- Posizionato come un filo di produzione di alta gammatra il normale filo di rame zincato e il filo di tungsteno speciale.
Ruolo e requisiti del refrigerante
Taglio rapido del filo: Nell'elettroerosione a filo veloce, la scelta del refrigerante è fondamentale perché il taglio genera una quantità significativa di calore. In genere, si utilizza un refrigerante a base di olio emulsionato. Esso fornisce un eccellente raffreddamento, eliminando rapidamente il calore generato durante il taglio, evitando il surriscaldamento e la deformazione del pezzo. Inoltre, l'olio emulsionato offre una certa lubrificazione, riducendo l'attrito tra il filo dell'elettrodo e il pezzo, prolungando così la durata del filo dell'elettrodo. La funzione di pulizia del refrigerante aiuta anche a rimuovere i detriti di taglio, mantenendo la stabilità del processo di scarica, migliorando così l'efficienza della lavorazione e la qualità della superficie.
Taglio lento del filo: Nell'elettroerosione a filo lento, la scelta del refrigerante si concentra maggiormente sui requisiti di precisione della lavorazione, utilizzando in genere acqua deionizzata o cherosene. L'acqua deionizzata ha una conducibilità elettrica estremamente bassa e non contiene ioni, evitando l'elettrolisi e garantendo scariche elettriche stabili. Fornisce un buon raffreddamento, rimuovendo efficacemente il calore generato durante il taglio e prevenendo il surriscaldamento o l'ossidazione della superficie del pezzo. Allo stesso tempo, l'acqua deionizzata ha forti capacità di pulizia, aiutando a rimuovere i detriti di taglio, a ridurre l'usura del filo dell'elettrodo e la contaminazione, garantendo la stabilità della lavorazione di alta precisione e la qualità della superficie.
Confronto della velocità di elaborazione
Taglio rapido del filo: Il taglio a filo rapido ha una velocità di taglio più elevata, con una velocità di lavorazione lineare che varia da 8 a 10 metri al secondo e che lo rende adatto alla produzione di massa o alle attività che richiedono tempi rapidi. È in grado di completare rapidamente il taglio di materiali metallici più spessi, offrendo un vantaggio significativo in termini di efficienza produttiva.
Taglio lento del filo: Il taglio a filo lento ha una velocità di lavorazione più bassa, con velocità di lavorazione lineare inferiore a 0,2 metri al secondo. È ideale per la lavorazione di forme complesse e di alta precisione. A causa della velocità di taglio più bassa, richiede tempi di lavorazione più lunghi ed è adatto per lavorazioni di alta precisione e per la produzione di piccoli lotti.
Confronto tra la precisione di lavorazione e la qualità della superficie
Taglio rapido del filo: Poiché il taglio a filo rapido utilizza fili elettrodici più spessi e correnti più elevate, pur essendo in grado di completare il taglio rapidamente, comporta aree di scarico più ampie, con conseguente minore precisione. La precisione di lavorazione tipica va da ±0,02 mm a ±0,08 mm, con una rugosità superficiale che varia tipicamente da Ra 3,0μm a 4,0μm. Per migliorare la qualità della superficie sono solitamente necessarie tecniche di post-lavorazione come la rettifica.
Taglio lento del filo: Il taglio a filo lento, con fili elettrodici più fini e caratteristiche di scarica a bassa corrente, consente di ottenere una maggiore precisione di lavorazione e una migliore qualità della superficie. La precisione di lavorazione può raggiungere ±0,002 mm a ±0,01 mm e la rugosità superficiale può variare da Ra 0,2μm a 0,8μm. Poiché il taglio a filo lento ha una zona termicamente influenzata più piccola, la levigatezza della superficie è maggiore e non richiede quasi nessuna lavorazione successiva. Se è necessaria una levigatezza superficiale molto elevata, la rettifica CNC può migliorare ulteriormente la finitura superficiale.
Confronto tra i requisiti dell'ambiente di lavoro
Elettroerosione a filo veloce ha requisiti di temperatura relativamente rilassati, operando tipicamente in un range di Da 10°C a 30°C. Anche se la temperatura non è strettamente controllata, è comunque importante mantenerla entro un intervallo ragionevole per evitare problemi di stabilità del refrigerante e processi di taglio fluidi durante le attività di taglio ad alto volume.
Al contrario, elettroerosione a filo lento ha requisiti di temperatura molto più severi per il suo ambiente di lavoro. Per garantire lavorazione ad alta precisioneIl taglio lento del filo richiede un ambiente a temperatura costantecon temperatura controllata tra 20°C e 26°C. Le fluttuazioni di temperatura possono causare lievi errori durante la lavorazione del pezzo, con conseguenti ripercussioni sull'accuratezza e sulla qualità della superficie, rendendo fondamentale una temperatura stabile per le operazioni di taglio a filo lento.
Confronto tra i metodi di alimentazione del filo dell'elettrodo
In elettroerosione a filo veloceIl metodo di alimentazione del filo dell'elettrodo è solitamente assistito manualmente. Poiché il taglio a filo rapido ha velocità di taglio più elevate e fili elettrodici più spessi, l'alimentazione manuale è più adatta alla lavorazione rapida e a pezzi di dimensioni maggiori.
In elettroerosione a filo lentoIl metodo di alimentazione del filo dell'elettrodo è automatizzato. Il metodo di alimentazione automatizzato assicura che il filo dell'elettrodo entri con precisione nell'area di taglio, riducendo al minimo gli errori durante l'operazione manuale, essenziale per una lavorazione stabile di alta precisione e di lunga durata.
Confronto dell'uso del filo dell'elettrodo
Elettroerosione a filo veloce tipicamente utilizza filo di molibdeno per i fili elettrodici grazie al suo elevato punto di fusione e alla sua resistenza, che gli consentono di lavorare stabilmente a temperature elevate. Il filo di molibdeno può essere riutilizzatoma è soggetto a usura durante l'uso, quindi deve essere controllato regolarmente per verificarne l'usura e sostituito quando necessario per garantire l'efficacia e la precisione del taglio.
D'altra parte, elettroerosione a filo lento usi filo di rame per il filo degli elettrodi. Il filo di rame è tipicamente per un solo utilizzoCiò significa che deve essere sostituito con un nuovo filo elettrodico dopo la lavorazione di ogni pezzo. Il filo di rame è soggetto all'usura e all'ossidazione durante il taglio e, per garantire un'elevata precisione e qualità della superficie, in genere si utilizza un filo di rame monouso per ridurre al minimo gli errori e migliorare l'accuratezza.
Confronto dei costi
Taglio rapido del filo: Il taglio a filo rapido ha costi di produzione inferiori, soprattutto in termini di costi di acquisto delle attrezzature, dei materiali di consumo (filo dell'elettrodo) e della manodopera. Grazie alla sua velocità di taglio, è adatto alla produzione di massa, con conseguente riduzione dei costi complessivi. Pertanto, il taglio a filo rapido è ideale per attività di taglio non di precisione in cui il costo è un fattore critico.
Taglio lento del filo: Il taglio a filo lento ha costi più elevati, con attrezzature e fili elettrodici più costosi e tempi di lavorazione più lunghi, che comportano un aumento dei costi di manodopera. Sebbene il costo unitario del taglio a filo lento sia più elevato, è adatto ai mercati di fascia alta che richiedono un'elevata precisione, come la lavorazione di stampi di precisione e l'industria aerospaziale.

Confronto tra campi di applicazione
Taglio rapido del filo: Grazie alla velocità di lavorazione e al costo inferiore, con un costo del lavoro che varia da $10 a $50 all'ora, il taglio a filo rapido è adatto alla produzione di massa, alla fabbricazione di stampi, al taglio di metalli più spessi e alle parti automobilistiche. Viene utilizzato principalmente per il taglio di parti che non richiedono una precisione rigorosa.
Taglio lento del filo: Il taglio a filo lento è adatto a compiti che richiedono una precisione estremamente elevata, con costi di manodopera compresi tra $30 e $200 all'ora. È ampiamente utilizzato nella produzione di stampi di precisione, nelle apparecchiature mediche, nel settore aerospaziale, nei componenti di alta precisione e nel taglio di forme complesse. È ideale per attività che richiedono un'elevata qualità superficiale e tolleranze dimensionali ridotte.
Considerazioni e soluzioni di elaborazione
Considerazioni sulla lavorazione del taglio rapido del filo:
- Usura del filo dell'elettrodo: Il taglio rapido del filo utilizza fili elettrodici più spessi e correnti più elevate, che possono causare un'usura o una rottura più rapida. Pertanto, è importante controllare regolarmente le condizioni del filo dell'elettrodo e sostituirlo tempestivamente. L'utilizzo di materiali per elettrodi più resistenti all'usura o l'ottimizzazione dell'intensità di corrente durante il processo di taglio possono contribuire a ridurre l'usura.
- Ruvidità della superficie: Dopo il taglio può verificarsi una maggiore rugosità superficiale. Questo fenomeno può essere migliorato regolando la velocità di taglio, ottimizzando la corrente e il diametro del filo dell'elettrodo. Anche l'aumento del flusso di refrigerante contribuisce a ridurre gli effetti termici.
- Gestione del refrigerante: Poiché il taglio genera una grande quantità di calore, l'uso efficace del refrigerante è fondamentale. Un raffreddamento sufficiente aiuta a prevenire il surriscaldamento e a mantenere stabile la lavorazione.
Considerazioni sulla lavorazione del taglio a filo lento:
- Controllo della deformazione termica: Il taglio a filo lento è caratterizzato da una corrente più bassa e da fili elettrodici più sottili, che riducono la deformazione termica. Tuttavia, richiede il controllo del calore generato durante la lavorazione. Questo può essere ottenuto ottimizzando l'uso del refrigerante (ad esempio, utilizzando acqua deionizzata) e riducendo la corrente di taglio per minimizzare l'accumulo di calore e garantire la precisione della lavorazione e la qualità del pezzo.
- Usura/inquinamento del filo dell'elettrodo: L'acqua deionizzata può ridurre l'interferenza di ioni e impurità. Per mantenere una buona conduttività è necessario sostituire regolarmente il filo dell'elettrodo.
- Velocità di taglio: I processi di taglio a filo lento sono più lenti e richiedono cicli di produzione più lunghi. La regolazione dei parametri di taglio, l'utilizzo di elettrodi di diametro adeguato, l'aumento della frequenza di scarica e la riduzione di percorsi di taglio troppo lunghi possono contribuire a migliorare l'efficienza della lavorazione.
Confronto tra tecnologie alternative
Tecnologie alternative per il taglio rapido del filo:
- Taglio laser: Adatto per il taglio rapido, soprattutto per metalli di forma complessa, ma inferiore al taglio a filo lento per qualità della superficie e precisione di taglio.
- Taglio a getto d'acqua: Adatto al taglio della maggior parte dei metalli e dei non metalli. Il getto d'acqua offre una migliore precisione di taglio, ma è più lento e non è adatto a materiali molto spessi.
Tecnologie alternative per il taglio lento del filo:
- Elaborazione laser: La lavorazione laser offre un'elevata precisione e una qualità superficiale simile a quella del taglio a filo lento, ma è più costosa in termini di attrezzature e costi di manutenzione.
- Elettroformatura o fusione di precisione: Per alcuni pezzi di alta precisione, l'elettroformatura o la fusione di precisione sono una valida alternativa, anche se meno flessibile e non adatta a tutte le applicazioni di taglio.
Confronto completo e suggerimenti per la selezione
In sintesi, sia il taglio a filo rapido che il taglio a filo lento presentano vantaggi e limiti. Nella scelta del metodo di lavorazione appropriato, gli utenti devono considerare i requisiti specifici dell'attività di lavorazione, le specifiche del prodotto e il budget:
- Il taglio rapido del filo è adatto per:
- Velocità di lavorazione rapida e costi ridotti per la produzione di massa.
- Taglio di metalli spessi o di parti non di precisione.
- Attività che non richiedono requisiti rigorosi di rugosità o precisione della superficie.
- Il taglio a filo lento è adatto per:
- Componenti di alta precisione e di elevata qualità superficiale.
- Produzione di stampi di precisione, taglio di forme complesse, aerospaziale e apparecchiature mediche.
- Prodotti di piccole dimensioni e ad alto valore aggiunto.
Nelle applicazioni reali, molti stabilimenti scelgono una combinazione di taglio a filo rapido e taglio a filo lento in base alle caratteristiche specifiche del pezzo da lavorare per massimizzare l'efficienza produttiva e la qualità del prodotto.
Tabella riassuntiva per Taglio a filo veloce vs. Taglio a filo lento
| Articolo a confronto | Taglio rapido del filo | Taglio lento del filo |
|---|---|---|
| Principio di funzionamento | Scariche elettriche ad alta frequenza, filo dell'elettrodo più spesso, corrente maggiore, adatto per il taglio rapido | Scarico a bassa corrente, filo elettrodico più fine, si concentra sulla lavorazione ad alta precisione |
| Diametro del filo dell'elettrodo | 0,2-0,25 mm | 0,03 mm-0,15 mm |
| Materiale del filo dell'elettrodo | Filo di molibdeno | Filo di rame |
| Liquido di raffreddamento | Olio emulsionato | Acqua deionizzata / cherosene |
| Velocità di elaborazione | Veloce, adatto alla produzione di massa | Più lento, adatto per lavorazioni di alta precisione e in piccoli lotti |
| Precisione di elaborazione | Da ±0,02 mm a ±0,08 mm | Da ±0,002 mm a ±0,01 mm |
| Qualità della superficie | Ra 3,0μm a 4,0μm | Ra 0,2μm a 0,8μm |
| Costo | Più basso, adatto alla produzione di massa | Più alto, adatto alla lavorazione di precisione |
| Aree di applicazione | Produzione di stampi, produzione di massa, taglio di metalli spessi, parti di automobili | Produzione di stampi di precisione, componenti di alta precisione, produzione di piccoli lotti |
Conclusione
Attraverso un confronto dettagliato tra le tecnologie di elettroerosione a filo veloce e lento, è chiaro che ciascuna presenta vantaggi distinti in termini di velocità di lavorazione, precisione, qualità della superficie, costi e campi di applicazione. L'elettroerosione a filo rapido è ideale per la produzione di grandi volumi e per le attività che non richiedono un'elevata precisione, grazie alla sua velocità di taglio e ai costi inferiori. Il taglio a filo lento, invece, eccelle per precisione e qualità della superficie ed è quindi adatto a pezzi di alta precisione in settori come la produzione di stampi e l'aerospaziale. Gli utenti devono scegliere la tecnologia più adatta in base alle specifiche esigenze di lavorazione, ai requisiti di precisione del prodotto e al budget. Combinando efficacemente i due metodi, i produttori possono aumentare la produttività complessiva mantenendo un equilibrio tra qualità del prodotto ed efficienza dei costi.









