

Производство листового металла
- Время изготовления прототипа ≤ 3 дня
- точность криволинейной поверхности ±0,1 мм
- скорость деформации при изгибе < 1%
- Доставка: 3-5 дней
Мы специализируемся на изготовлении листового металла на заказ, обеспечивая высокое качество и надежность работы.
Наша быстрая доставка гарантирует, что вы не опоздаете.
Свяжитесь с нами Weldo сегодня, чтобы получить конкурентоспособное предложение!
Что такое производство листового металла?
Производство листового металла - это строительная технология, включающая в себя резку, гибку и сборку холоднодеформированной стали для создания прочных конструкций. Она обеспечивает точность изготовления и позволяет создавать прочные и гибкие строительные решения.
Основные процессы включают:
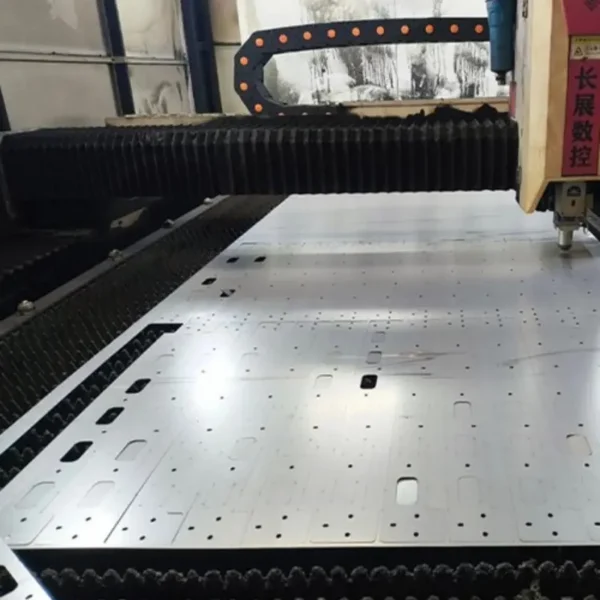
Лазерная резка: Точность достигает ±0,1 мм, подходит для обработки сложных контуров
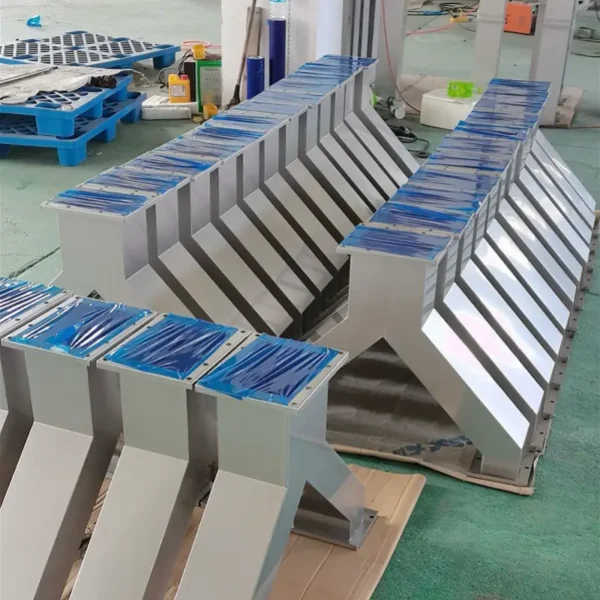
ЧПУ Сгибание: Минимальный радиус изгиба ≥ толщины материала во избежание образования трещин
Сварка/клепка: AWS D1.1 стандарты сварки обеспечивают прочность конструкции

Материал для изготовления листового металла
Выбор материала влияет на прочность, коррозионную стойкость и технологичность при изготовлении листового металла.
| ТИП СТАЛИ | ПРОЧНОСТЬ НА РАЗРЫВ (МПА) | ПРЕДЕЛ ТЕКУЧЕСТИ (МПА) | УДЛИНЕНИЕ (%) | ТИПИЧНЫЕ СЦЕНАРИИ ПРИМЕНЕНИЯ |
|---|---|---|---|---|
| Холоднокатаная сталь SPCC | 320-400 | 180-250 | 28 | Электрические шкафы управления, корпуса оборудования |
| Q235 | 375-500 | 235 | 26 | Конструктивные опоры зданий |
| A36 | 400-550 | 250 | 20 | Базы тяжелой техники |
| НЕРЖАВЕЮЩАЯ СТАЛЬ | ИСПЫТАНИЕ НА СТОЙКОСТЬ К СОЛЕВОМУ ТУМАНУ | ЖЕСТКОСТЬ (HV) | СВАРИВАЕМОСТЬ | ТИПИЧНЫЕ СЦЕНАРИИ ПРИМЕНЕНИЯ |
| 304 | 5000 часов без ржавчины | 150 | Превосходно | Каркасы для медицинского оборудования |
| 316 | 10000 часов без ржавчины | 160 | Хорошо | Морские инженерные сооружения |
| 430 | 3000 часов без ржавчины | 180 | Средний | Поддержка кухонного оборудования |
| АЛЮМИНИЕВЫЙ СПЛАВ | ПЛОТНОСТЬ (Г/СМ³) | ПРОЧНОСТЬ НА РАЗРЫВ (МПА) | ОБРАБОТКА ПОВЕРХНОСТИ | ТИПИЧНЫЕ СЦЕНАРИИ ПРИМЕНЕНИЯ |
| 6061-T6 | 2.7 | 310 | Анодирование | Корпуса для электронного оборудования |
| 5052-H32 | 2.68 | 230 | Распыление | Каркасы судовых палуб |
| 3003-H14 | 2.73 | 150 | Электрофорез | Декоративные элементы каркаса |
Руководство по изготовлению листового металла:
Проблемы с качеством при изготовлении листового металла возникают из-за плохого контроля оборудования, материалов и процессов; понимание причин и решений помогает повысить точность и эффективность.
| ОБЩИЕ ПРОБЛЕМЫ | ПРИЧИНЫ | РЕШЕНИЯ |
|---|---|---|
| Неточная резка | Недостаточная точность режущего оборудования, нестабильная фиксация пластины и т.д. | Проверьте и отрегулируйте режущее оборудование, обеспечьте стабильную фиксацию пластины. |
| Размерные отклонения при формовке | Изношенные формы гибочных станков или пуансонов, неравномерная толщина листа и т.д. | Замените изношенные формы, проверьте и отрегулируйте толщину пластины. |
| Дефекты сварки | Неправильная настройка параметров сварки, низкое качество сварочных материалов и т.д. | Отрегулируйте параметры сварки, замените на высококачественные сварочные материалы. |
| Плохая обработка поверхности | Неправильный выбор процесса обработки поверхности, неправильная работа во время обработки и т.д. | Выбирайте подходящие процессы обработки поверхности, действуйте строго в соответствии с технологическими требованиями. |
Возможность изготовления листового металла:
| ITEM | СПЕЦИФИКАЦИЯ |
|---|---|
| ОСНОВНЫЕ ПАРАМЕТРЫ | Точность позиционирования ±0,03 мм, скорость резки до 8 м/мин (для нержавеющей стали толщиной 1 мм) |
| МАКСИМАЛЬНАЯ ДЛИНА ИЗГИБА | 3100 мм, точность угла ±0,1° |
| ПРОИЗВОДСТВЕННЫЕ МОЩНОСТИ | Ежемесячное производство 80 000 прецизионных деталей из листового металла, коэффициент дефектности рамок медицинских приборов < 1% |
| СОВМЕСТИМОСТЬ МАТЕРИАЛОВ | Поддерживает специальные материалы, такие как алюминий, медь, титановый сплав и т.д. |




Преимущество изготовления металлических листов
Высокоточное производство: Допуск лазерной резки достигает ±0,1 мм, а повторяемость гибки - ±0,5°, что соответствует высокоточным аэрокосмическим требованиям.
Оптимизированное использование материалов: Усовершенствованная система раскроя увеличивает расход материала до 92%, сокращая количество отходов и снижая производственные затраты.
Быстрая итерация: От 3D-проектирования до поставки образца в течение 72 часов, что значительно сокращает цикл разработки.
Легкая структура: Оптимизированные по топологии алюминиевые конструкции снижают вес на 40%, сохраняя при этом высокую прочность и жесткость.
Экологически устойчивый: Порошковая окраска снижает выбросы летучих органических соединений на 90%, а уровень переработки материалов превышает 95%.
Применение листового металла
Автомобильная промышленность: В Tesla Model 3 используется алюминий 5-й серии с длинными лазерными сварными швами, что позволяет снизить вес на 180 кг и повысить эффективность.
Архитектурные навесные стены: Алюминиевые рамы 6061-T6 длиной до 12 м обеспечивают высокую прочность при погрешности прямолинейности ≤ 2 мм.
Электронное оборудование: Шкафы SGCC с порошковым покрытием обеспечивают защиту IP65 и стабильную работу при температуре от -40°C до 70°C.
Медицинское оборудование: Оправы из нержавеющей стали 316L обеспечивают Ra ≤ 0,8 мкм, выдерживают стерилизацию и соответствуют стандартам ISO 10993.
Часто задаваемые вопросы по изготовлению металлических листов
Как устранить сварочную деформацию нержавеющей стали?
Используйте импульсную лазерную сварку с шириной зоны термического влияния менее 0,1 мм.
Сваривайте от центра наружу, используя фиксаторы для крепления.
После сварки выполните низкотемпературный отжиг для снятия напряжения (300°C в течение 1 часа).
Причины и меры по предотвращению образования трещин в алюминиевом сплаве после гибки.
Материал находится в состоянии старения T6, что приводит к недостаточной пластичности.
Радиус изгиба меньше толщины материала (например, радиус изгиба для 6061 T6 толщиной 1 мм составляет ≥1,5 мм).
Профилактические меры:
Используйте отожженный материал O- или H32.
Перед сгибанием выполните локальный отжиг (температура 410°C ± 10°C).
Как улучшить адгезию поверхностных покрытий на деталях из листового металла?
Пескоструйная обработка: Алюмооксидный песок 80 меш, давление 0,3 МПа
Фосфатирование: Толщина цинкового фосфатного покрытия 5-8 мкм, коррозионная стойкость ≥ 500 часов
Напыление: Толщина порошкового покрытия 60-80 мкм, температура полимеризации 180°C x 20 минут
Проектирование структурной устойчивости для длиннопролетных рам (>6 м)?
Используйте C-образное сечение стали + арматуру, чтобы увеличить момент инерции на 30%
Установите опоры с интервалом ≤ 1,5 м и контролируйте прогиб до L/200 (L = пролет).
Используйте высокопрочную сталь Q355B, предел текучести ≥ 355 МПа
Как контролировать затраты на изготовление рам из листового металла?
Стандартизировать характеристики толщины материала (например, использовать толщину 1,2 мм и 2,0 мм в одном и том же продукте).
Использование модульной конструкции позволяет сократить количество вариантов исполнения деталей 30%
Переход массового производства на прогрессивную штамповку, сокращение времени обработки одной детали до 15 секунд
