

Если деталь имеет внутреннюю шлицевую поверхность, шпоночный паз, внутреннюю зубчатую поверхность, квадратное отверстие или иной профиль, фрезерование, прорезание пазов, проволочная электроэрозионная обработка, и протягивание могут показаться возможными вариантами. Однако когда проект требует соблюдения точных размеров, коротких циклов обработки и серийного производства, протягивание зачастую становится более практичным выбором.
Протягивание особенно хорошо подходит для средне- и крупносерийного производства, но его применение не ограничивается массовым производством. В случае сложного профиля, внутренней детали с узкими допусками или детали, обработка которой другими методами обходится дорого, прошивка может быть целесообразной и при меньших партиях. Главное — комплексно оценить геометрию детали, материал, состояние термообработки, допуски и предполагаемый объем производства.

Что такое протягивание в металлообработке?
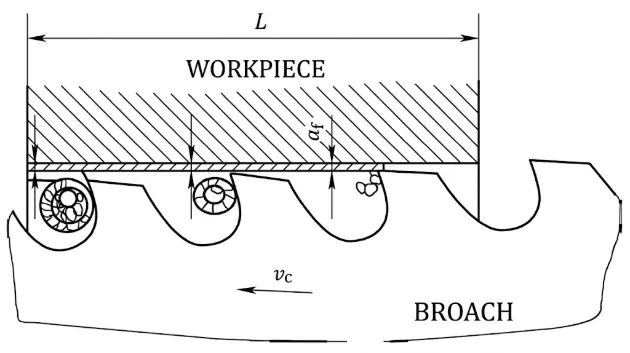
Протягивание — это процесс механической обработки, при котором многозубчатый режущий инструмент, называемый протяжкой, продвигается или тянется поперек заготовки. Каждый последующий зуб немного больше предыдущего, поэтому при перемещении инструмента по прямой линии заготовка удаляется слой за слоем.
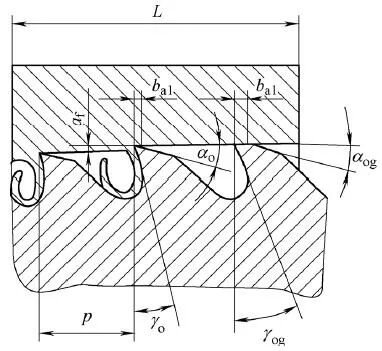
Разница в высоте или ширине между соседними зубьями называется шагом на зуб. Поскольку подача встроена в сам инструмент, проходной станок, как правило, требует только одного основного движения. Черновая, получистовая, чистовая обработка и калибровка могут выполняться за один рабочий ход.
Именно поэтому протягивание может быть одновременно быстрым и точным. После того как определены протяжка, зажим детали и технологические параметры, один и тот же профиль можно повторять при изготовлении каждой детали с минимальным вмешательством оператора.
Какие темы можно затронуть?
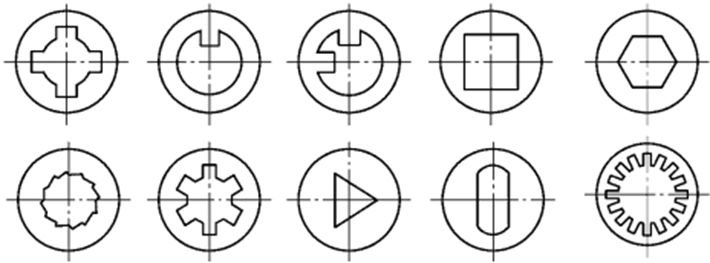
Круглые, квадратные, прямоугольные, шестиугольные, многоугольные и сквозные отверстия нестандартной формы
Прямобоковые, эвольвентные, зубчатые и специальные внутренние шлицы
Внутренние и внешние шпоночные пазы
Внутренние зубчатые колеса, наружные зубчатые колеса, зубчатые рейки и профили с частичными зубьями
Плоские поверхности, пазы, канавки, соединения типа «ласточкин хвост» и профилированные наружные поверхности
Формы корней типа «ель» и «ласточкин хвост» для деталей турбин и компрессоров
Комбинированные профили, объединяющие в одном инструменте отверстие, шлиц, шпоночный паз, фаску или калибровочный элемент
При традиционном линейном протягивании обрабатываемые поверхности, как правило, должны оставаться параллельными направлению перемещения инструмента. При внутреннем протягивании также требуется начальное отверстие, достаточное по размеру для входа направляющего штифта протяжки и для отвода стружки из зоны резания.
Подходит ли ваша деталь для протягивания?
Деталь, подлежащая проходной обработке, не обязательно должна иметь простую форму, но её геометрия должна обеспечивать возможность входа, резания, отвода стружки и выхода инструмента без затруднений. Ниже приведены практические рекомендации для первоначальной проверки.
| Элемент дизайна | Что нужно проверить |
| Доступ к функциям | Для использования обычного внутреннего протягивателя необходимо наличие сквозного отверстия или другого свободного прохода, через который инструмент может входить и выходить. |
| Направление профиля | Создаваемые поверхности, как правило, должны быть параллельны направлению перемещения протяжки. |
| Начальное отверстие | Пилот должен свободно входить в отверстие, которое должно иметь надлежащие размеры, округлость, прямолинейность и расположение. |
| Длина детали | Длина протаскивания должна оставаться в пределах зазора для стружки и пределов прочности протаскивателя. |
| Толщина стенки | Тонкие или неровные стенки могут расширяться во время резки и возвращаться в исходное положение после прохождения протяжки. |
| Опорная плоскость | Опорная поверхность должна быть плоской и располагаться под прямым углом к начальному отверстию, за исключением случаев, когда используется самовыравнивающаяся опора. |
| Материал и твердость | Обрабатываемость, состояние после термообработки, локальные участки повышенной твердости и колебания твердости влияют на срок службы инструмента и качество поверхности. |
| Толерантность | Требования к размерам, профилю, шагу, биению и качеству поверхности следует определять отдельно, а не опираться на один общий допуск. |
| Объем производства | Использование специализированного протяжного инструмента становится более экономичным по мере увеличения тиража и годового спроса. |
Глухие отверстия, ступенчатые отверстия, глубокие элементы с препятствиями и профили, изменяющиеся вдоль направления резания, как правило, плохо подходят для традиционного протягивания. В зависимости от глубины и геометрии всё же возможно применение ротационного протягивания или другого метода обработки.
В случае возникновения неопределенностей поставщику следует изучить 2D-чертеж и 3D-модель до того, как технологический процесс будет окончательно утвержден. Незначительные изменения в фаске входа, нижнем отверстии, толщине стенки, системе отсчета или допуске могут значительно снизить риски и затраты, связанные с изготовлением инструментов.
Как осуществляется процесс протягивания?
Брош — это не просто ряд одинаковых режущих зубьев. Его секции обеспечивают направление инструмента, поэтапно снимают припуск, формируют конечный размер и поддерживают инструмент при выходе из заготовки.
Хвостовик и шейка: служат для соединения протяжки со станком и передачи тягового или толкающего усилия.
Передний пилот: вводится в подготовленное отверстие и выравнивает протяжку относительно заготовки перед началом резки.
Зубья для черновой, получистовой и чистовой обработки: постепенно снимают припуск на обработку и формируют требуемый профиль.
Определение размеров зубьев и заднего направляющего элемента: обеспечение стабильности конечного размера и качества обработки, поддержка протяжки и защита обработанной поверхности при выходе инструмента.
Ознакомьтесь с чертежом, материалами, термообработкой, допусками, качеством поверхности и объемом производства.
Подготовьте начальное отверстие, опорную поверхность и входную или выходную фаску, необходимые для протяжки и зажимного приспособления.
Выберите или изготовьте протяжку и проверьте ход станка, усилие тяги, диапазон скоростей и способ крепления инструмента.
Расположите и закрепите заготовку таким образом, чтобы начальное отверстие находилось на одной линии с направлением перемещения протяжки.
Нанесите указанную смазочно-охлаждающую жидкость, а затем одним плавным и контролируемым ходом проведите протяжку через заготовку.
Удалите стружку из пазов зубов, очистите заготовку и проверьте первую деталь, прежде чем продолжить производство.
Отслеживайте размер монитора, состояние поверхности, усилие резания и износ инструмента на протяжении всего производственного цикла.
Крепление заготовки и смазка имеют решающее значение. Приспособление должно выдерживать нагрузку, возникающую при резании, не деформируя заготовку, а смазочно-охлаждающая жидкость должна поступать в зону резания, снижать трение и удалять стружку. При внутреннем и горизонтальном протягивании подача жидкости и удаление стружки, как правило, затрудняются по сравнению с открытыми внешними или вертикальными операциями.
Каковы основные виды протягивания?
Протягивание можно классифицировать по обрабатываемой поверхности, направлению действия силы, расположению инструмента и состоянию заготовки. Каждый тип позволяет решать свою производственную задачу.
Внутреннее протягивание
Внутреннее протягивание позволяет формировать деталь внутри подготовленного отверстия. Типичными примерами являются круглые и многоугольные отверстия, шпоночные пазы, внутренние шлицы и внутренние зубчатые колеса. Требуется начальное отверстие, чтобы передний направляющий и режущие зубья могли пройти через деталь.
Внешнее и поверхностное протягивание
При наружном протягивании происходит снятие материала с открытой поверхности с целью получения плоских участков, пазов, канавок, профилированных поверхностей, наружных зубьев или профилей у основания лезвий. Заготовка и инструмент требуют жесткого направляющего крепления, поскольку резание не самоцентрируется за счет окружающего отверстия.
Протягивание шпоночных пазов
При проходке шпоночного паза используется шпоночный проходной резец с направляющей втулкой или рожком для получения прямолинейного внутреннего шпоночного паза. Если полную глубину паза невозможно безопасно прорезать за один проход, в последующих проходах можно добавлять прокладки. Это распространённый и экономичный вариант для стандартных отверстий и размеров шпонок.
Протягивание сплайнов
При проходной обработке шлицев за один ход формируются несколько зубьев или канавок по периметру отверстия. Этот метод применяется для изготовления шлицев с прямыми боковыми поверхностями, эвольвентных, зубчатых и специальных шлицев в зубчатых колесах, ступицах, муфтах, деталях трансмиссии и компонентах рулевого управления. Проходной резец также может формировать малый диаметр, если это предусмотрено чертежом.
Протягивание
При протягивании втягивающего типа станок втягивает протяжку через заготовку. На инструмент действует преимущественно растягивающая нагрузка, поэтому он может быть длиннее и иметь больше зубьев, чем аналогичная протяжка толкающего типа. Такая конструкция широко используется для обработки внутренних профилей и крупносерийного производства.
Проходная прошивка
При проходном протягивании инструмент проталкивается через заготовку и, следовательно, подвергается сжимающей нагрузке. Протяжка должна быть короче и хорошо фиксироваться, чтобы ограничить изгиб или потери устойчивости. Проходное протягивание часто используется для обработки коротких шпоночных пазов, небольших отверстий, ремонтных работ, а также при ручной обработке или мелкосерийном производстве.
Ротационное протягивание
При ротационном протягивании, также называемом осциллирующим протягиванием, используется слегка наклоненный инструмент, вращающийся относительно заготовки. С его помощью можно формировать небольшие квадратные, шестиугольные и другие многоугольные профили на токарном станке, обрабатывающем центре или токарно-сверлильном станке. Этот метод подходит для обработки коротких элементов и некоторых глухих отверстий, однако он отличается от традиционного линейного протягивания.
Протягивание в горшке
При проходной прошивке используется кольцевой инструментный узел с зубьями, обращенными внутрь. Заготовка продвигается или протягивается через инструмент для формирования наружного шлица, зубчатого колеса или аналогичного окружного профиля. Как правило, этот метод применяется для серийного производства валов и других деталей с наружной зубчатой поверхностью.
Твёрдое протягивание
Твёрдое протягивание служит для доработки внутренней шлицовки, предварительно обработанной мягким протягиванием, после термообработки. Твердосплавная протяжка устраняет деформации, возникшие в результате термообработки заготовки, твердость которой может составлять примерно 45–65 HRC, улучшая форму зубьев, точность шага, ширину эффективного зазора, биение и качество поверхности. Для этого требуется жесткий станок, контролируемый припуск на обработку, точная сортировка заготовки перед протяжкой и специализированный инструмент.
Из каких материалов изготавливаются броши?
Материал протяжки выбирается с учетом материала заготовки, её твёрдости, скорости резания, сложности профиля, ожидаемого срока службы инструмента, а также того, потребуется ли перезатачивание и повторное нанесение покрытия на инструмент.

| Материал для протяжки | Типичное использование | Основные соображения |
| Обычная быстрорежущая сталь | Обычная сталь, чугун и цветные металлы при умеренной скорости | Обладает хорошей вязкостью, удобен в производстве и при повторной заточке, а также широко применяется для обычной протяжки |
| Кобальтовая быстрорежущая сталь | Легированная сталь, нержавеющая сталь и заготовки, выделяющие больше тепла | Более высокая термотвердость и износостойкость по сравнению с обычной быстрорежущей сталью (HSS) |
| Быстрорежущая сталь, полученная методом порошковой металлургии | Сложные профили и более крупные партии продукции | Мелкая, однородная структура с оптимальным соотношением вязкости, прочности ребер и износостойкости |
| Твердый сплав | Твердое протягивание, абразивные материалы и высокоскоростное производство | Высокая износостойкость, но более низкая ударная вязкость; требует использования жесткого станка и стабильного технологического процесса |
| Сборная или модульная конструкция | Крупные, дорогостоящие или заменяемые режущие секции | Позволяет устанавливать на стальной корпус режущие элементы из быстрорежущей стали (HSS) или твердого сплава, а также упрощает ремонт или замену |
Для проходных резцов общего назначения обычно используется марка M2, а при необходимости обеспечения более высокой горячей твердости или износостойкости можно выбрать марки M35 или M42. Выбор конкретной марки следует основывать на результатах режущих испытаний и состоянии заготовки, а не только на названии материала.
Покрытия, такие как TiN, TiCN, AlCrN, либо специальные покрытия для конкретных применений могут снизить трение и износ. Покрытие не способно компенсировать неправильную геометрию зубьев, недостаточное пространство для стружки, чрезмерный подъем на зуб, несоосность или недостаточную смазку. Поэтому переточку и нанесение нового покрытия необходимо организовывать как единый контролируемый процесс обработки режущим инструментом.
Какое оборудование необходимо для протягивания?
Система протяжки обычно включает в себя станок, протяжку, зажимное устройство, систему крепления и направляющие инструмента, систему смазочно-охлаждающей жидкости, систему удаления стружки, защитные ограждения и контрольно-измерительное оборудование. Выбор подходящего станка зависит от направления резания, хода, усилия, размеров детали и уровня автоматизации.
| Тип оборудования | Типичная область применения | Основные характеристики |
| Горизонтальный протяжной станок | Длинные внутренние протяжки и протягивание с общим тяговым усилием | Простой доступ к инструменту и его установка, однако требуется больше площади и тщательное удаление стружки |
| Вертикальный протяжной станок | Внутреннее, наземное и автоматизированное производство | Компактная конструкция; позволяет опускать, поднимать или регулировать высоту рабочего стола вдоль протяжки |
| Гидравлический протяжной станок | Производство оборудования общего назначения и оборудования с высокой усилительной способностью | Плавное регулируемое движение и большая тяговая сила; требует обслуживания гидравлической жидкости и системы |
| Протяжной станок с сервоприводом | Точное производство и контроль технологических процессов | Программируемые скорость и положение, стабильное регулирование усилия, снижение энергопотребления и упрощение сбора данных |
| Машина для проходного протягивания | Плоские поверхности, пазы, литые поверхности и формованные наружные профили | Жесткая направляющая инструмента и специальные приспособления обеспечивают возможность выполнения широкого спектра наружных резов |
| Машина для непрерывного протягивания | Производство с очень большим объемом продукции | Заготовки непрерывно проходят мимо стационарных или циркулирующих инструментов |
| Станок для твёрдого протягивания | Внутренние шлицы, прошедшие термообработку, и другие закаленные профили | Высокая жесткость, точное центрирование, контроль усилия и возможность обработки твердосплавными инструментами |
| Насадка для ротационного протягивания с ЧПУ | Просверливание коротких многоугольных отверстий на токарных станках с ЧПУ или обрабатывающих центрах | Компактное решение для ротационного протягивания без использования специализированного линейного протяжного станка |
Термины «горизонтальный» и «вертикальный» описывают конструкцию станка, а «гидравлический» и «сервоприводной» — систему привода. Эти категории не являются взаимоисключающими: например, вертикальный станок может быть оснащен как гидравлическим, так и сервоприводным приводом. Выбор следует основывать на таких параметрах, как усилие, ход, точность, время цикла, простота технического обслуживания, занимаемая площадь и требования к автоматизации.
Какие детали подходят для ручного протягивания?
Ручное протягивание в основном применяется для обработки коротких шпоночных пазов, небольших квадратных или многоугольных отверстий, а также при выполнении ремонтных работ, изготовлении прототипов и мелких серий деталей. Стандартная толкающая протяжка, направляющая втулка, набор прокладок и шпиндельный пресс зачастую позволяют выполнить такие операции без использования специализированного серийного протяжного станка.
Конструкция должна оставаться перпендикулярной и жесткой. Поскольку пробойник, работающий в режиме толкания, действует в условиях сжатия, неравномерное распределение усилия, чрезмерная длина инструмента, неточное выравнивание или прогиб пресса могут привести к изгибу или поломке инструмента. Использование пробойника, спроектированного с учетом тягового усилия, может снизить риск потери устойчивости, однако сам пробойник и соединительная деталь должны быть рассчитаны на растягивающую нагрузку.
Ручное протягивание не следует рассматривать как неконтролируемый производственный «обходной путь». Необходимо проверить мощность пресса, систему ведения инструмента, защитные ограждения, смазочно-охлаждающую жидкость, систему удаления стружки и меры безопасности для оператора, особенно в случаях, когда требуется приложить значительное усилие или инструмент изготовлен по индивидуальному заказу.
В каких деталях и отраслях промышленности применяется протягивание?
Протягивание применяется во всех случаях, когда необходимо точно и быстро повторить форму элемента. Оно особенно ценно в тех случаях, когда для получения данного элемента в противном случае потребовалось бы выполнить несколько операций механической обработки или многократное позиционирование.
Детали трансмиссии автомобилей
К типичным областям применения относятся шестерни коробки передач, конические шестерни дифференциала, ступицы, втулки синхронизатора, стопорные шестерни, выходные узлы, рулевые рейки, муфты и приводные валы. Внутренние шлицы и шпоночные пазы часто подвергаются мягкому протягиванию перед термообработкой, тогда как детали, к которым предъявляются более строгие требования после термообработки, могут подвергаться твердому протягиванию.
Компоненты для аэрокосмической и энергетической отраслей
Протягивание применяется для обработки пазов у основания лопаток турбин и компрессоров, профилей типа «елочка», соединений типа «ласточкин хвост», пазов в дисках и других поверхностей, требующих высокой точности формирования. Для изготовления таких деталей необходимо жесткое оборудование, тщательно контролируемая геометрия инструмента, стабильное состояние материала, а также полный контроль качества и отслеживаемость.
Детали промышленного оборудования
Зубчатые колеса, шкивы, звездочки, муфты, втулки, детали клапанов, компоненты насосов, детали станков, соединительные звенья и гидравлические узлы могут иметь прошитые отверстия, шпоночные пазы, шлицы, зубья, плоские поверхности или специальные профили. Протяжка позволяет объединять несколько операций в одном ходу, если это оправдано требованиями к повторяемости производства.
Запчасти для сельскохозяйственной техники
Сельскохозяйственное оборудование создает значительные нагрузки на валы, ступицы, шестерни и муфты, поэтому важную роль играют надежная передача крутящего момента и взаимозаменяемость деталей. Протягивание используется для изготовления шлицев, шпоночных пазов, квадратных отверстий, зубчатых вырезов и формованных приводных элементов в тракторах, мотоблоках, культиваторах, плугах, боронах, сеялках, посадочных машинах, опрыскивателях, разбрасывателях, пресс-подборщиках, косилках, кормоуборочных комбайнах, зерноуборочных комбайнах, зерновых конвейерах, шнеках, погрузчиках, разбрасывателей навоза, кормосмесителей и сопутствующих приспособлений. Тот же процесс применяется также для изготовления небольших запасных частей и изнашиваемых элементов, когда требуется стандартная, повторяемая посадка.
Какие материалы заготовок подходят для протягивания?
Протягиванию поддаются многие черные и цветные металлы, однако для каждого материала требуется соответствующая геометрия зубьев, шаг резания на зуб, скорость резания, смазочно-охлаждающая жидкость и материал инструмента.
| Материал заготовки | Характеристики протягивания | Ориентация на процесс |
| Углеродистая и легированная сталь | Широко распиливается в нормализованном, отожженном или закаленно-отпущенном состоянии | Регулировка твердости, микроструктуры, наплавленного края и последовательности термообработки |
| Нержавеющая сталь | Прочный, склонный к упрочнению при обработке и предъявляющий высокие требования к режущей кромке | Следует использовать четкую геометрию, достаточный шаг по зубцу, эффективную смазку и износостойкий материал инструмента |
| Чугун | В целом поддается механической обработке, однако может содержать абразивные включения или участки повышенной твердости | Выберите подходящий материал для инструмента и предотвратите появление локальных дефектов, приводящих к сколам зубьев |
| Алюминиевые сплавы | Низкое режущее усилие, однако при использовании некоторых марок может образовываться длинная стружка или налет | Используйте острые зубья, гладкие канавки, надлежащую смазку и эффективный отвод стружки |
| Латунь и бронза | Часто удается получить изделия хороших размеров и качества поверхности, если геометрия соответствует характеристикам сплава | Не следует хватать, тереть и использовать неподходящую смазочно-охлаждающую жидкость |
| Термообработанная сталь | С увеличением твердости традиционная протяжка из высокоскоростной стали (HSS) становится затруднительной | При необходимости следует использовать контролируемый припуск перед протяжкой и применять метод твердосплавной протяжки |
При традиционном мягком протягивании равномерность твердости зачастую имеет большее значение, чем отдельное номинальное значение твердости. Очень мягкий, вязкий материал может разрываться или образовывать наплавленную кромку, в то время как чрезмерная твердость или отдельные участки повышенной твердости могут сократить срок службы инструмента или привести к сколам зубьев. Поэтому большое значение имеют сертификаты на материал и документация о термообработке.
Какую точность и качество поверхности позволяет достичь протягивание?
Протягивание выбирается как за его повторяемость, так и за скорость. В стабильных условиях при обычном внутреннем протягивании обычно удается обеспечить точность размеров на уровне примерно IT7–IT8, тогда как при использовании оптимизированного прецизионного процесса можно достичь более высоких показателей. Практический допуск зависит от размеров профиля, длины протягивания, толщины стенок, материала заготовки, состояния инструмента, приспособления и метода контроля.
Во многих хорошо контролируемых процессах можно достичь значений шероховатости поверхности в диапазоне Ra 0,4–1,6 мкм, хотя заданное значение должно соответствовать назначению детали. Более широкий диапазон значений может быть целесообразен при грубом наружном протягивании, обработке сложных материалов или при изготовлении профилей, в которых боковые кромки скорее трутся, чем свободно режут.
В случае шлицев и зубчатых колес одного размера отверстия недостаточно для определения качества. Погрешность шага, накопленное отклонение шага, отклонение профиля, отклонение угла наклона, эффективная ширина зазора, фактическая ширина зазора, большой и малый диаметры, измерение по штифтам и биение — все эти параметры могут потребовать отдельного контроля.
Протягивание не позволяет скорректировать положение начального отверстия
Как и растачивание, внутреннее протягивание, как правило, выполняется по уже подготовленному отверстию. Оно позволяет улучшить размеры, форму и качество поверхности, но не позволяет надежно переместить отверстие в новое теоретическое положение. Если исходное отверстие смещено относительно центра, наклонено, искривлено или не перпендикулярно опорной поверхности, то в результате протягивания эта погрешность положения может сохраниться или усугубиться.
Поэтому начальное отверстие, опорная поверхность и зажимное приспособление должны изготавливаться и проверяться в рамках процесса протягивания. Сферическая опора может обеспечить ограниченное самоцентрирование в соответствующих случаях, однако она не заменяет грамотное проектирование опорной поверхности и подготовку отверстия.
Как следует проектировать деталь с проходной резьбой с учетом технологичности изготовления?
Большинство проблем, возникающих при протягивании, проще предотвратить на этапе проектирования, чем устранять на станке. Следующие пять аспектов проектирования оказывают наибольшее влияние на технологичность, риски, связанные с инструментом, и себестоимость единицы продукции.
1. Отдавайте предпочтение сквозной функции
Четко обозначенный путь входа и выхода позволяет протяжке пройти через деталь и вывести стружку из зоны резания. Если невозможно избежать глухого элемента, перед утверждением геометрии следует выяснить, какой из методов — ротационное протягивание, прорезание пазов, электроэрозионная обработка или другой — будет более подходящим.
2. Обеспечить подходящее начальное отверстие и состояние кромки
Начальное отверстие должно принимать передний направляющий штифт без принудительного ввода и обеспечивать равномерный припуск на резку по всему профилю. Входные и выходные кромки должны иметь фаску или спуск, необходимые для предотвращения образования заусенцев, ударных нагрузок и заклинивания инструмента.
3. Контроль толщины стенок и жесткости детали
Тонкие, прерывистые или неравномерные стенки могут деформироваться под действием радиальной режущей силы и возвращаться в исходное положение после прохождения инструмента. По возможности устанавливайте опоры, обеспечивайте равномерную толщину стенок и избегайте размещения зажимов в местах, где они могут привести к деформации готовой детали.
4. Чётко определите базовые точки и допуски
Определите, какая грань служит ориентиром для детали при протягивании, а также какие поверхности функционально связаны с профилем, получаемым при протягивании. Укажите размеры, профиль, положение, биение и качество поверхности только в той степени, в какой это необходимо для сборки, поскольку каждое излишнее требование может увеличить затраты на инструмент, контроль качества и риск получения брака.
5. Определить требования к термообработке и шлицам
Укажите, проводится ли контроль данного элемента до или после термообработки, а также укажите конечную твердость, эффективную глубину закалки и любой допустимый запас материала для предварительного или твёрдого протягивания. Для шлицов укажите применимый стандарт, количество зубьев, угол давления, модуль или диаметральный шаг, класс, большой и малый диаметры, требования к ширине зазора и критерии калибровки.
| Элемент дизайна | Предпочтительный подход |
| Траектория инструмента | Обеспечьте прямой, свободный от препятствий путь для входа и выхода, проходящий по линии профиля. |
| Начальное отверстие и края | Следует соблюдать геометрию отверстия и обеспечить наличие входной фаски, выходного скоса и доступа для удаления заусенцев в соответствии с требованиями технологического процесса. |
| Частичная поддержка | Используйте устойчивую опорную поверхность, достаточную толщину стенок и систему закрепления, которая не приведет к деформации детали. |
| Функциональные требования | Отдельные требования к размерам, профилю, расположению, биению, качеству поверхности, термической обработке и контролю. |
| Планирование производства | Укажите годовой объем производства и срок эксплуатации программы, чтобы можно было комплексно оценить проект инструмента, станок, систему автоматизации и план запасных инструментов. |
Чем проходная обработка отличается от других методов механической обработки?
| Процесс | Наиболее подходит для | Основной компромисс |
| Протягивание | Повторение внутренних или внешних профилей, требующих высокой производительности и стабильной геометрии | Как правило, требуются специальные приспособления и свободный ход инструмента |
| Прорезание пазов или формовка | Шпоночные пазы малого сечения, внутренняя зубчатая передача, ремонтные работы и гибкая геометрия | Более длительное время цикла и большая зависимость от настроек станка |
| Фрезерование | Открытые профили, прототипы и детали, требующие частых изменений в конструкции | Внутренний доступ и малые радиусы поворотов могут быть ограничены |
| Проволочная электроэрозионная обработка | Твердые материалы, острые внутренние углы и прецизионные профили небольшого объема | Медленная резка и необходимость обеспечения свободного прохода для проволоки |
| ЭВМ с раковиной | Слепые полости и сложная внутренняя геометрия в проводящих материалах | Стоимость электродов, увеличение продолжительности цикла и вопросы, связанные со слоем переплавки |
| Ротационное протягивание | Просверливание коротких многоугольных отверстий на токарных станках или обрабатывающих центрах | Ограничения по глубине, размеру, профилю и нагрузке на станок более строгие, чем при линейном протягивании |
Самая низкая стоимость инструмента не всегда означает самые низкие производственные затраты. В случае повторяющихся шлицевых или шпоночных пазов проходная резка может потребовать более значительных начальных инвестиций, но обеспечит гораздо меньшую продолжительность цикла и более стабильное качество деталей. Для изготовления прототипов или при частых изменениях конструкции более экономичным может оказаться гибкий технологический процесс, такой как прорезание пазов, фрезерование или электроэрозионная обработка.
Какие факторы влияют на стоимость протяжки?
В стоимость проходного растачивания входит не только время работы станка. На окончательную удельную стоимость влияют такие факторы, как проектирование и изготовление инструмента, разработка приспособлений, наладка, предполагаемый срок службы инструмента, перезаточка, контроль качества и объем производства.
| Фактор стоимости | Почему это важно | Возможный способ снижения затрат |
| Сложность профиля | Сложные формы требуют большего объема проектных работ, более точного изготовления протяжек и проведения специализированного контроля качества | По возможности упрощайте нефункциональные углы, выемки или комбинированные элементы |
| Размер и длина элемента | Длинные или крупногабаритные профили увеличивают усилие резания, длину инструмента, пространство для удаления стружки и требования к станку | Длина проходного реза и припуск на заготовку должны быть не больше, чем это необходимо с функциональной точки зрения |
| Материал и твердость | Прочные, абразивные, подверженные упрочнению при деформации или закаленные материалы сокращают срок службы инструмента | Следите за состоянием материала и заранее определите последовательность термообработки |
| Допуск и качество обработки | Более строгие требования повышают точность инструмента, улучшают контроль технологического процесса, качество контроля и снижают риск образования брака | Используйте допуски, основанные на функциях, и определяйте критические характеристики |
| Конструкция протяжки | У инструментов цельных, секционных, составных, из высокопрочной стали (HSS), с твердосплавными вставками и с покрытием затраты на приобретение и эксплуатацию различаются | Оценить стоимость закупки с учетом затрат на перезаточку, нанесение нового покрытия и стратегии замены |
| Количество продукции | При небольшом объёме производства затраты на специализированное оборудование и наладку на одну деталь оказываются выше | Укажите реалистичные годовые и совокупные объемы для амортизации затрат |
| Автоматизация и контроль качества | Загрузка, удаление стружки, контроль в процессе производства, измерительные приборы и отслеживаемость требуют дополнительных инвестиций, но позволяют сократить трудозатраты и снизить отклонения | Соотносите уровень автоматизации и контроля с рисками и объемом производства |
В случае повторного использования программы протяжку следует рассматривать как производственное средство, а не как расходный материал, приобретаемый исключительно по первоначальной цене. На общую стоимость влияют такие факторы, как срок службы инструмента после одной заточки, количество возможных повторных заточек, циклы нанесения покрытия, варианты ремонта, запас запасных инструментов и срок поставки.
Поэтому для составления точного коммерческого предложения необходимы как данные о детали, так и производственный план. Составление предложения исключительно на основе размеров профиля может скрыть существенные различия в материале, твердости, длине проходки, контроле базовой отметки, требованиях к калибру и предполагаемом годовом объеме.
Распространенные дефекты при протягивании и контроль качества
| Дефект | Распространенные причины | Меры контроля |
| Похожие на чешуйки трещины или шероховатая поверхность | Наслоение на кромке, неподходящая скорость, чрезмерный подъем на зуб, затупленные зубья, плохое состояние материала или недостаточная смазка | Оптимизируйте скорость и глубину реза на зуб, поддерживайте остроту режущей кромки, контролируйте твердость материала и используйте подходящую смазочно-охлаждающую жидкость |
| Неравномерные царапины | Сколы или наросты на режущих зубьях, неровные канавки или поврежденные кромки | Очищайте после каждого удара, полируйте или затачивайте поврежденные участки и поддерживайте гладкость каналов для стружки |
| Непрерывные продольные метки | Сколы на зубьях калибровочного устройства или повреждения в виде выпуклостей на заднем направляющем элементе | Обеспечьте защиту бруса при транспортировке и хранении; перед использованием зашлифуйте поврежденные участки камнем или переточите их |
| Окружное волнистость | Периодические изменения режущего усилия, недостаточное количество зубьев, участвующих в резании, вибрация станка или неравномерная геометрия зубьев | Повысить стабильность технологического процесса, оптимизировать шаг зубьев и высоту подъема на зуб, а также проверить жесткость станка и инструмента |
| Чрезмерно большой или чрезмерно малый внутренний диаметр | Заусенцы при шлифовании, износ инструмента, упругое восстановление, тонкие стенки, тепловые эффекты или неверные размеры зубьев | Проведите проверку переточенного протяжителя, контролируйте размеры инструмента, закрепите заготовку и установите компенсацию путем пробной обработки |
| Ошибка профиля или положения | Несоосность, неправильная геометрия начального отверстия, загрязненные опорные поверхности, неравномерная твердость материала или односторонняя подача жидкости | Проверьте начальное отверстие и базовую точку, очистите заготовку, выровняйте инструмент и равномерно распределите смазочно-охлаждающую жидкость |
| Сколы на зубьях или поломка бруса | Недостаточное пространство для стружки, чрезмерное усилие, твердые участки, неправильная термообработка, изгиб инструмента, некачественная установка или стружка, оставшаяся в канавках | Проверяйте усилие и производительность резака, контролируйте состояние материала и инструмента, следите за правильностью выравнивания и ни в коем случае не пытайтесь силой продвигать застрявший протяжник |
Управление сроком службы и повторной заточкой протяжек
Для каждого бруса должна вестись карточка инструмента, содержащая номер детали, последовательность использования инструмента, дату выдачи, количество изготовленных деталей, накопленное количество, данные о перезаточке, историю нанесения покрытий, результаты контроля и информацию о нештатных событиях. При перезаточке следует удалять минимальное количество материала, необходимое для восстановления остроты кромки, сохраняя при этом расчетный угол наклона, высоту зубца, форму зубца и геометрию промежутка между зубцами.
Мониторинг производственного процесса
Необходимо контролировать режущее усилие, время цикла, внешний вид поверхности, форму стружки, динамику размеров, состояние смазочно-охлаждающей жидкости, а также наличие необычных вибраций или шумов. Внезапное увеличение усилия или ухудшение качества поверхности могут свидетельствовать о затуплении режущей кромки, скоплении стружки, несоосности, колебаниях свойств материала или недостаточной смазке ещё до возникновения серьезной неисправности.
Контроль и отслеживание качества
Контроль должен соответствовать функциональным требованиям. В зависимости от детали он может включать в себя измерение внутреннего диаметра, координатно-измерительный контроль, проверку профиля, измерение по штифтам, калибры GO и NO-GO для шлицевых соединений, контроль биения, измерение шероховатости поверхности, проверку твердости и регистрацию глубины цементации. Результаты проверки первого экземпляра и контроля в процессе производства должны быть привязаны к брошеру, станку, производственной партии и партии термообработки.
Как выбрать надежного поставщика оборудования для протягивания?
Компетентный поставщик должен уметь оценивать всю производственную цепочку, а не просто размещать деталь на имеющемся станке. Перед запуском инструментария следует проверить следующие моменты.
Опыт работы с требуемым профилем, материалом, твердостью, допусками и объемом производства
Подходящее оборудование: горизонтальное, вертикальное, гидравлическое, сервоприводное, плоскошлифовальное, ротационное или для твёрдого протягивания
Проектирование, изготовление, контроль качества, перезаточка, нанесение нового покрытия и обеспечение запасными инструментами
Проектирование зажимных приспособлений и обеспечение технологичности (DFM) в отношении начального отверстия, базовых точек, толщины стенок и опоры детали
Четко определённый процесс, включающий смазочно-охлаждающую жидкость, контроль стружки, очистку инструмента и профилактическое техническое обслуживание
Возможности контроля размеров, формы, параметров шлицевых соединений или зубчатых передач, биения, качества поверхности, твердости и прослеживаемости
Утверждение первой единицы продукции, контроль изменений в технологическом процессе, планирование поставок, а также принятие мер в случае повреждения инструмента или возникновения проблем с качеством
В случае текущего проекта поинтересуйтесь, как поставщик обеспечит поддержание производительности на время перезаточки или ремонта протяжки. Запасные инструменты, сертифицированное резервное оборудование, задокументированные данные по настройке и реалистичные сроки поставки замены не менее важны, чем первый образец.

Какая информация необходима для составления предложения по протяжке?
| Информация | Необходимая информация |
| Файлы деталей | Контролируемый 2D-чертеж и, при наличии, 3D-модель |
| Материал | Марка материала, технические условия, условия поставки и любые требования к сертификатам |
| Термическая обработка | Последовательность операций, конечная твердость, глубина закалки, допустимые пределы деформации, а также необходимость проведения твёрдого протягивания |
| Протянутая деталь | Размеры профиля, данные о зубьях или канавках, длина протяжки, размер начального отверстия, фаски и снятия |
| Допуски | Размер, профиль, шаг, положение, биение, качество поверхности и указанные критические характеристики |
| Проверка | Применимые стандарты, требования к измерительным приборам, метод измерения, формат отчета и периодичность отбора проб |
| Количество | Количество прототипов, объем заказа, годовой спрос, срок реализации программы и график производства |
| Коммерческие требования | Сроки поставки, упаковка, отслеживаемость, специальные разрешения, а также принадлежность инструментального оборудования заказчику |
Чем полнее эта информация, тем проще подобрать правильный технологический процесс и отделить разовые затраты на изготовление оснастки от постоянных затрат на изготовление деталей. Кроме того, это снижает риск изменения стоимости предложения после начала разработки протяжки или приспособления.
Заключение
Протягивание сочетает в себе высокую производительность, повторяемость геометрии и хорошее качество поверхности за один контролируемый ход. Его преимущества наиболее ярко проявляются, когда форма детали, материал заготовки, инструмент, станок, приспособление, смазочно-охлаждающая жидкость, метод контроля и объем производства планируются как единый технологический процесс. Это не лучшее решение для всех деталей, но при изготовлении повторяющихся внутренних шлицев, шпоночных пазов, внутренних зубчатых колес, рейковых передач и профилей с формованными элементами оно позволяет значительно сократить время цикла и снизить себестоимость единицы продукции.
Если ваша деталь имеет внутреннюю шлицевую поверхность, шпоночный паз, внутреннюю зубчатую передачу или другой сложный профиль, вы можете предоставить нам 2D-чертеж, 3D-модель, марку материала, показатель твердости и предполагаемый объем заказа. Мы Weldo Компания, специализирующаяся на механической обработке, может предоставить рекомендации по оптимизации производства (DFM) с учетом геометрии детали, помочь вам выбрать наиболее подходящий метод обработки и подготовить более точная стоимость.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Можно ли прошивать глухое отверстие?
Обычный линейный внутренний протяжитель, как правило, должен проходить сквозь заготовку, поэтому для выполнения настоящего глухого отверстия он обычно не подходит. Короткие глухие многоугольные элементы можно обрабатывать с помощью ротационного протягивания, тогда как для обработки глухих шпоночных пазов или внутренних форм может потребоваться прорезание пазов, формовка, электроэрозионная обработка или использование специального инструмента.
Следует ли проводить протягивание до или после термообработки?
В большинстве случаев традиционное протягивание инструментами из быстрорежущей стали (HSS) выполняется до окончательной закалки, поскольку в этом состоянии материал легче поддается резанию, а срок службы инструмента увеличивается. Если деформации, возникающие в результате термообработки, могут привести к тому, что готовый шлиц не будет соответствовать функциональным требованиям, можно применить метод протягивания с контролируемым припуском на мягкое протягивание, за которым следует жесткое протягивание твердосплавным инструментом.
Требуется ли для каждой детали изготовление брош, изготовленной на заказ?
Нет. Стандартные броши для шпоночных пазов, втулки, прокладки и некоторые ротационные броши охватывают широкий диапазон распространенных размеров. Брошь, изготовленная по индивидуальному заказу, обычно требуется для нестандартных шлицов, внутренних зубчатых колес, комбинированных профилей, специальных допусков, крупных серий или элементов, которые невозможно изготовить с помощью стандартного инструмента.
Как определить, что брош нуждается в перезаточке?
К типичным предупреждающим признакам относятся увеличение режущего усилия, образование заусенцев, разрывы, ухудшение качества поверхности, отклонения в размерах, неправильное образование стружки, а также видимый износ боковых поверхностей или сколы режущей кромки. Перезаточку следует планировать до того, как сильный износ распространится на соседние зубья или приведет к поломке.








