

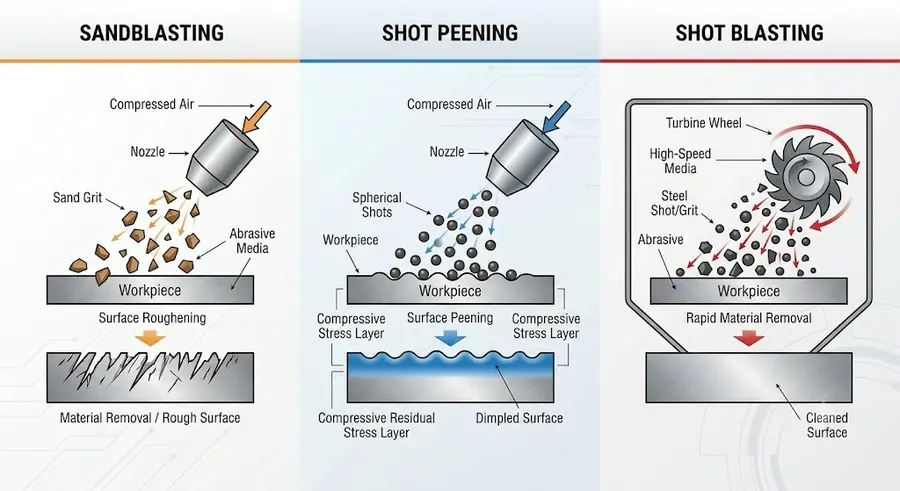
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка — это распространенные методы обработки поверхностей. Все три метода предполагают воздействие на поверхность заготовки высокоскоростными абразивными частицами с целью изменения ее состояния. Поскольку они схожи как по конструкции оборудования, так и по результату обработки поверхности, их часто путают друг с другом.
Однако с точки зрения цели обработки данных это не один и тот же процесс. Проще говоря: пескоструйная обработка похожа на резку, дробеструйная упрочняющая обработка — на ковку, а дробеструйная очистка — на удары. Пескоструйная обработка в основном применяется для очистки поверхности, придания ей шероховатости и матовой отделки; дробеструйная упрочняющая обработка — для упрочнения поверхности и повышения усталостной прочности; дробеструйная очистка более подходит для высокоэффективного удаления ржавчины, окалины и подготовки поверхности к нанесению покрытий на больших партиях металлических деталей.
В приведенной ниже таблице представлен краткий обзор различий между пескоструйной обработкой, дробеструйной упрочнением и дробеструйной очисткой:
| Артикул | Пескоструйная обработка / Абразивная обработка | Дробеструйное упрочнение | Дробеструйная обработка |
| Основная функция | Очистка, нанесение шероховатости, матовая обработка | Упрочнение поверхности, усталостная прочность | Эффективное удаление ржавчины и накипи |
| Источник питания | Сжатый воздух или вода | Сжатый воздух или специализированное оборудование для дробеструйной обработки | Высокоскоростное вращающееся колесо |
| Особенности медиа | Преимущественно угловатые абразивы | Сферические или почти сферические выстрелы | Стальная дробь, стальная мель, дробь из обрезанной проволоки и т. п. |
| Действие на поверхности | Микрорезание и увеличение шероховатости | Пластическая деформация и остаточное сжимающее напряжение | Интенсивная очистка и шероховатость поверхности |
| Типовые применения | Косметические детали, подготовка к нанесению покрытия | Усиление шестерен, пружин и коленчатого вала | Очистка литейных изделий, стальных конструкций и профилей |
Что такое пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка?
Хотя все три метода представляют собой процессы обработки поверхностей, основанные на высокоскоростном ударе абразивных частиц, их технологические цели различаются. Пескоструйная обработка в большей степени направлена на очистку и шероховатость поверхности, дробеструйная упрочняющая обработка — на упрочнение поверхности, а дробеструйная очистка больше подходит для серийной очистки металлических деталей.
Что такое пескоструйная обработка?
Пескоструйная обработка — это процесс обработки поверхностей, при котором в качестве источника энергии используется сжатый воздух или вода для нанесения абразивного материала с высокой скоростью на поверхность заготовки. Его основная задача заключается в удалении ржавчины, оксидной корки, старых покрытий, масла и других поверхностных загрязнений посредством абразивного воздействия и микрорезания.
Перед пескоструйной обработкой на поверхности заготовки могут присутствовать следы механической обработки, царапины, оксидные слои, ржавчина или остатки покрытий. После пескоструйной обработки поверхность приобретает равномерную шероховатость и матовую, матированную текстуру, что делает её состояние более однородным и создаёт лучшую основу для последующих видов обработки поверхности.
Поэтому пескоструйную обработку часто применяют к алюминиевым декоративным деталям, деталям, обработанным на станках с ЧПУ, панелям из нержавеющей стали и металлическим деталям перед нанесением покрытия. Следует отметить, что крупнозернистые абразивы могут оставлять заметные следы от пескоструйной обработки, а прецизионные сопрягаемые поверхности, резьбовые отверстия и уплотнительные поверхности, как правило, требуют защиты с помощью маскировки.

Что такое дробеструйная обработка?
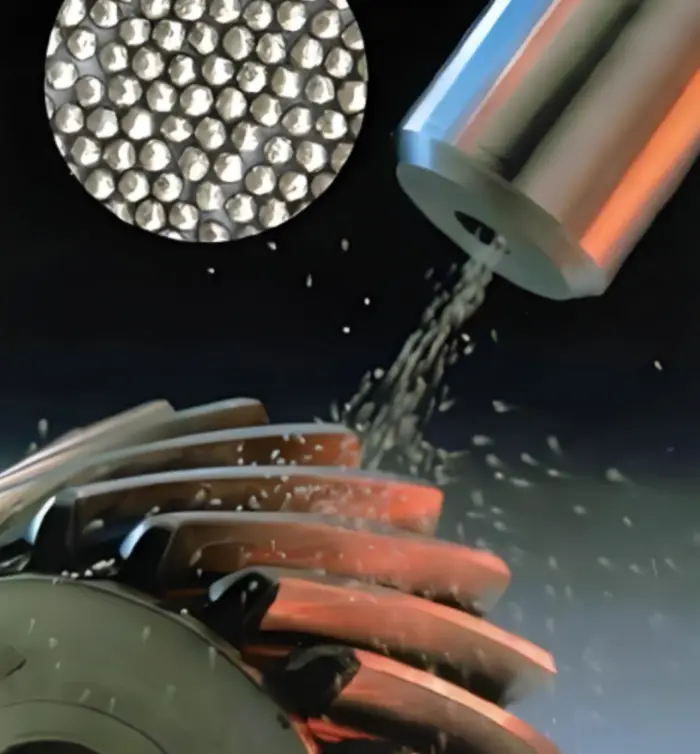
Дробеструйная обработка — это процесс упрочнения, при котором на поверхность металла многократно воздействуют высокоскоростными сферическими или почти сферическими дробинами. Его основная цель заключается не в удалении материала, а в создании микропластических деформаций в поверхностном слое заготовки и формировании остаточного сжимающего напряжения.
Перед дробеструйной обработкой на поверхности заготовки не должно быть видимых следов масла, трещин, острых царапин или оксидной корки. После дробеструйной обработки на поверхности образуются равномерные мелкие ударные вмятины, приобретает она мелкую матовую текстуру или текстуру, напоминающую апельсиновую корку, при этом повышается усталостная прочность поверхности.
Поэтому дробеструйная обработка широко применяется для зубчатых колес, пружин, коленчатых валов, шатунов, лопаток авиакосмической техники и приводных валов, подвергающихся циклическим нагрузкам. Следует отметить, что дробеструйная обработка может изменить шероховатость поверхности, поэтому прецизионные сопрягаемые поверхности, уплотнительные поверхности и резьбовые участки обычно требуют защиты с помощью маскировки.
Что такое дробеструйная обработка?
Дробеструйная обработка — это процесс обработки поверхности, при котором быстро вращающийся барабан создает центробежную силу и разбрасывает стальную дробь, стальную крошку, дробь из обрезанной проволоки или аналогичные абразивные материалы на поверхность заготовки. Основная задача этого процесса заключается в удалении оксидной корки, ржавчины, литейного песка, старых покрытий и мелких поверхностных царапин за счет сильного удара.
Перед дробеструйной обработкой на поверхности заготовки могут присутствовать оксидная корка, пятна ржавчины, остатки литейного песка, следы сварки, отслаивающиеся покрытия или локальные царапины. После дробеструйной обработки на поверхности образуется относительно однородная шероховатая текстура, первоначальные неровности поверхности выравниваются, а сама поверхность обеспечивает лучшую адгезию при нанесении лакокрасочных, порошковых или антикоррозионных покрытий.
Поэтому дробеструйная обработка широко применяется для серийной очистки отливок, поковок, стальных листов, стальных профилей, сварных деталей и стальных конструкций. Следует отметить, что дробеструйная обработка сопровождается сильным ударом и не подходит для поверхностей с зеркальной отделкой, поверхностей с высоким блеском, тонкостенных деталей или высокоточных сопрягаемых поверхностей.

Различия в принципах обработки
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка — все эти методы основаны на ударах высокоскоростных абразивных частиц, однако они изменяют поверхность по-разному. Пескоструйная обработка в основном основана на режущее и шлифовальное действие из абразивных материалов, дробеструйная обработка в основном опирается на ударное воздействие и пластическая деформация дробевых материалов, а дробеструйная обработка основана на очень эффективное очищающее действие полученные в результате высокоскоростной абразивной обработки.
Принцип пескоструйной обработки
При пескоструйной обработке с помощью сжатого воздуха или воды абразивный материал с высокой скоростью выбрасывается из сопла. Поскольку абразивные частицы обычно имеют угловатую форму, при ударе о поверхность они создают эффект микрорезания, удаляя загрязнения и образуя мелкие выступы и впадины.
Такое микрорежущее действие придаёт заготовке определённую шероховатость поверхности. Поэтому пескоструйная обработка применяется не только для очистки поверхности, но и для улучшения адгезионной основы для нанесения покрытий, оксидных плёнок или склеивающих слоёв.
Принцип действия дробеструйной обработки
При дробевании на металлические поверхности с высокой скоростью наносятся сферические или почти сферические дробинки. При ударе о поверхность дробинки действуют скорее как маленькие молотки, многократно ударяющие по поверхности, вызывая микропластическую деформацию, а не заметное резание материала.
Эта деформация приводит к появлению остаточного сжимающего напряжения в поверхностном слое, что компенсирует часть растягивающего напряжения, возникающего в процессе эксплуатации, и задерживает возникновение и рост усталостных трещин.
Принцип работы дробеструйной обработки
При дробеструйной обработке используется высокоскоростной вращающийся барабан, который создает центробежную силу и непрерывно разбрасывает дробевой материал на поверхность заготовки. По сравнению с пескоструйной обработкой дробеструйная обработка характеризуется более высокой энергией удара и более высокой эффективностью покрытия, что делает её более подходящей для металлических деталей большой площади, правильной формы и поддающихся серийной обработке.
В процессе дробеструйной обработки дробевые частицы разрушают и удаляют оксидную корку, ржавчину, литейный песок и старые покрытия, при этом образуя относительно однородную шероховатую поверхность.
Оборудование и применение этих трёх процессов
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка отличаются не только по принципу действия, но и по оборудованию. Оборудование для пескоструйной обработки отличается большей универсальностью, оборудование для дробеструйной упрочняющей обработки ориентировано на контроль параметров, а оборудование для дробеструйной очистки лучше подходит для автоматизации и серийной обработки.
Оборудование для пескоструйной обработки и его применение
Оборудование для пескоструйной обработки обычно состоит из воздушного компрессора, пескоструйной машины, пескоструйного пистолета, сопла, пескоструйного шланга, пескоструйной камеры или пескоструйной камеры-камеры, а также системы пылеудаления. В основном в ней используется сжатый воздух для проталкивания абразивного материала через сопло и нанесения его с высокой скоростью на поверхность заготовки.
К типичному оборудованию относятся ручные пескоструйные машины, пескоструйные камеры, пескоструйные камеры и автоматические пескоструйные машины. Ручная пескоструйная обработка подходит для сложных деталей и точечной обработки; пескоструйные камеры — для небольших деталей с ЧПУ и деталей, требующих косметической обработки; автоматические пескоструйные машины — в большей степени для панелей, труб, профилей и другой серийной продукции.
В процессе пескоструйной обработки необходимо контролировать давление воздуха, расстояние до сопла, угол облучения, размер частиц абразива и время обработки. Для обработки алюминиевых декоративных деталей или в качестве предварительной подготовки перед анодированием часто используют мелкие стеклянные шарики, керамический абразив или оксид алюминия.

Оборудование для дробеструйной обработки и его применение
Оборудование для дробеструйной обработки может представлять собой установки дробеструйной обработки с использованием сжатого воздуха, центробежные дробеструйные установки или автоматизированные системы дробеструйной обработки. В отличие от обычного оборудования для очистки, в оборудовании для дробеструйной обработки особое внимание уделяется контролю технологических параметров, поскольку его цель заключается в создании стабильного остаточного сжимающего напряжения.
Оборудование для дробеструйной обработки обычно включает в себя дробеструйные сопла или пистолеты, систему подачи дроби, систему улавливания дроби, камеру дробеструйной обработки, систему пылеудаления, а также устройства для испытаний полос по методу Альмена. В процессе обработки необходимо контролировать интенсивность дробеструйной обработки, степень покрытия, размер дроби, твердость дроби, расстояние дробеструйной обработки, угол дробеструйной обработки и время обработки.
В аэрокосмической отрасли, при производстве автомобильных трансмиссионных систем или деталей, подвергающихся высоким усталостным нагрузкам, для дробеструйной обработки, как правило, также требуются технологическая документация и протоколы контроля.

Оборудование для дробеструйной обработки и его применение
В дробеструйном оборудовании обычно используется высокоскоростной вращающийся барабан, который разбрасывает дробеструйный материал по поверхности заготовки. По сравнению с пескоструйным оборудованием дробеструйные машины отличаются более высокой степенью автоматизации, большей силой удара и лучше подходят для очистки больших партий металлических деталей.
К распространенному дробеструйному оборудованию относятся барабанные дробеструйные машины, дробеструйные машины с резиновым конвейерным ремнем, крюковые дробеструйные машины, дробеструйные машины с проходной загрузкой, дробеструйные машины с роликовым конвейером, а также дробеструйные машины для внутренней и внешней обработки труб. Мелкие отливки лучше обрабатывать на барабанных или резиноленточных дробеструйных машинах, тогда как стальные листы, профили и сварные конструкции лучше обрабатывать на проходных или роликоконвейерных дробеструйных машинах.
В процессе дробеструйной обработки необходимо контролировать скорость вращения шлифовального круга, расход дроби, время обработки, скорость транспортировки заготовки и площадь покрытия.

Чем отличаются абразивы от дроби?
Материалы, используемые при пескоструйной обработке, дробеструйной упрочняющей обработке и дробеструйной очистке, напрямую влияют на шероховатость поверхности, эффективность очистки, внешний вид и риск повреждения заготовки. Проще говоря, При пескоструйной обработке в основном используются угловатые абразивные частицы, при дробеструйной упрочняющей обработке необходимо использовать сферические или почти сферические дробинки, а при дробеструйной очистке — в основном многоразовые металлические дробинки или стальной песок.
Распространенные абразивы для пескоструйной обработки
К распространенным абразивным материалам для пескоструйной обработки относятся коричневый спеченный оксид алюминия, белый плавленый корунд, оксид алюминия, карбид кремния, гранат, стеклянные шарики, керамические абразивы, пластиковые абразивы, скорлупа грецкого ореха и содовые абразивы. Различные абразивы отличаются по твердости, форме и размеру частиц, что приводит к разным эффектам обработки поверхности.
Твердые угловатые абразивы подходят для удаления ржавчины, снятия краски, удаления оксидных наслоений и подготовки поверхностей к нанесению покрытий. Более мягкие абразивы, такие как стеклянные шарики и керамические абразивы, лучше подходят для тонкой матовой обработки алюминия, нержавеющей стали и косметических деталей, изготовленных с помощью ЧПУ. Для пластика, резины или более деликатных поверхностей можно выбрать абразивы с низким уровнем повреждения, такие как пластиковые абразивы, скорлупа грецкого ореха или содовые абразивы.

Распространенные материалы для дробеструйной обработки
В качестве абразива для дробеструйной обработки обычно используются шарообразные или почти шарообразные дробинки, такие как стальная дробленая сталь, обрезанные проволочные шарики, стеклянные шарики, керамические шарики и шарики из нержавеющей стали. Цель дробеструйной обработки заключается не в надрезании поверхности, а в создании микропластических деформаций и остаточного сжимающего напряжения посредством равномерного удара.
Поэтому при функциональной дробеструйной обработке нельзя использовать угловатые абразивные частицы вместо сферических дробин. Угловатые абразивы, как правило, оказывают режущее действие, что затрудняет контроль шероховатости поверхности и не позволяет добиться стабильного эффекта повышения усталостной прочности.

Распространенные абразивные материалы для дробеструйной обработки
К распространенным абразивным материалам для дробеструйной обработки относятся стальная дробь, стальная мель, дробь из обрезанной проволоки, дробь из нержавеющей стали, алюминиевая дробь, цинковая дробь и керамическая дробь. Поскольку дробеструйная обработка обычно применяется для периодической очистки металлических деталей, абразивный материал должен обладать хорошей ударной вязкостью, износостойкостью и пригодностью к повторному использованию.
Обычная стальная дробь и стальная мелька подходят для очистки углеродистой стали, литой стали, чугуна и стальных конструкционных элементов. Дробь из нержавеющей стали, алюминиевая дробь или керамическая дробь более подходят для материалов, чувствительных к загрязнению железом. При обработке алюминия, нержавеющей стали или титана следует избегать остатков обычных железосодержащих абразивных материалов.

| Процесс | Общие медиаресурсы | Особенности медиа | Основные области применения |
| Пескоструйная обработка | Сплавленный оксид алюминия, оксид алюминия, стеклянные шарики, керамические наполнители, гранат, пластиковые наполнители | Преимущественно угловатые или управляемые абразивные частицы | Очистка, нанесение шероховатости, матовая обработка, подготовка поверхности к нанесению покрытия |
| Дробеструйное упрочнение | Стальная дробь, дробь из нарезанной проволоки, стеклянные шарики, керамическая дробь | Сферические или почти сферические | Упрочнение поверхности и усталостная прочность |
| Дробеструйная обработка | Стальная дробь, стальная дробленая крошка, дробь из обрезанной проволоки, дробь из нержавеющей стали | Высокая сила удара и возможность многократного использования | Удаление ржавчины, удаление накипи, очистка партий продукции |
Какие материалы заготовок можно обрабатывать?
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка могут применяться для обработки поверхностей металлов, однако перечень подходящих материалов для этих методов не полностью совпадает. Пескоструйная обработка обладает наибольшей универсальностью в отношении материалов, дробеструйная упрочняющая обработка в основном используется для упрочнения металла, а дробеструйная очистка больше подходит для серийной очистки черных металлических заготовок.
| Тип материала | Пескоструйная обработка | Дробеструйное упрочнение | Дробеструйная обработка |
| Углеродистая сталь / Легированная сталь | Удаление ржавчины, снятие краски, подготовка поверхности к нанесению покрытия | Укрепление зубчатых колес, валов и пружин | Пакетная обработка по удалению ржавчины и накипи |
| Нержавеющая сталь | Матовая отделка, очистка, обработка текстуры | Укрепление отдельных несущих элементов | Можно перерабатывать, но следует избегать загрязнения железом |
| Алюминиевый сплав | Косметическая матовая отделка, предварительная обработка перед анодированием | Редко используется для изготовления обычных косметических деталей | К выбору средств массовой информации следует подходить с осторожностью |
| Титановый сплав | Очистка и шероховатость поверхности | Укрепление деталей, подверженных высокой усталостной нагрузке | Необходимо контролировать риски, связанные со средствами массовой информации и загрязнением |
| Медный сплав | Легкая чистка и косметическая обработка | Редко используется для традиционного укрепления | Как правило, не является распространенным материалом для мишеней |
| Пластик / Резина / Стекло | Может обрабатываться при низком давлении с использованием мягких наполнителей | Как правило, не подходит | Как правило, не подходит |
С точки зрения применимости к различным материалам пескоструйная обработка в большей степени подходит для обработки поверхностей, состоящих из нескольких материалов, а также сложных поверхностей. Дробеструйная обработка более подходит для деталей из стали, легированной стали, титановых сплавов и других материалов, которым требуется повышение усталостной прочности. Дробеструйная обработка в большей степени подходит для черных металлов, таких как чугун, литая сталь, углеродистая сталь, стальные профили и стальные конструкции.
В случае алюминия, нержавеющей стали и титана, если требуется дробеструйная обработка, следует тщательно подобрать абразив, чтобы избежать загрязнения железом, повреждения поверхности или изменения цвета при последующей обработке поверхности.
Типичные заготовки и области применения
Хотя пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка относятся к процессам обработки поверхностей, логика их применения различна: пескоструйная обработка направлена на улучшение внешнего вида и предварительную обработку, дробеструйная упрочняющая обработка — на повышение усталостной прочности, а дробеструйная очистка — на очистку партий изделий и антикоррозионную предварительную обработку.
| Процесс | Типичные заготовки | Типичные области применения |
| Пескоструйная обработка | Алюминиевые корпуса с ЧПУ, панели из нержавеющей стали, алюминиевые профили, корпуса станков, пресс-формы, стеклянные детали | Обработка на станках с ЧПУ, бытовая электроника, машиностроение, ремонт автомобилей, архитектурная отделка |
| Дробеструйное упрочнение | Шестерни, пружины, коленчатые валы, шатуны, приводные валы, лопатки для аэрокосмической промышленности, высокопрочные болты | Системы трансмиссии для автомобилей, аэрокосмическая отрасль, железнодорожный транспорт, строительная техника, энергетическое оборудование |
| Дробеструйная обработка | Литые и кованые изделия, стальные листы, стальные профили, стальные конструкции, сварные детали, стальные трубы, детали автомобильных шасси | Литейное производство, изготовление стальных конструкций, судостроение, мосты, антикоррозионная защита трубопроводов, тяжелая техника |
Особенности применения пескоструйной обработки
Пескоструйная обработка в большей степени подходит для деталей, которым требуется улучшить внешний вид, придать поверхности однородную текстуру или создать адгезионную основу для последующих покрытий. Её преимуществом является высокая гибкость, благодаря чему она подходит для сложных форм, мелких партий и точечной обработки.
Характеристики применения дробеструйной обработки
Дробеструйная обработка в основном применяется для критически важных металлических деталей, подвергающихся циклическим нагрузкам. Ее цель заключается не в улучшении внешнего вида, а в повышении усталостной прочности. Такие участки, как основания зубьев шестерен, поверхности пружин, закругления коленчатого вала и основания лопаток в авиакосмической отрасли, часто подвержены образованию усталостных трещин, и дробеструйная обработка позволяет задержать возникновение и рост трещин за счет создания остаточного сжимающего напряжения.
Характеристики применения дробеструйной обработки
Дробеструйная обработка в большей степени подходит для металлических заготовок, выпускаемых крупными партиями, имеющих правильную форму и требующих тщательной очистки. С её помощью можно быстро удалить оксидную корку, ржавчину, литейный песок, остатки сварки и старые покрытия, чтобы поверхность соответствовала требованиям, предъявляемым к подготовке к окраске, нанесению антикоррозионного покрытия или порошковой окраске.
Взаимоотношения с другими Обработка поверхности
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка зачастую не являются изолированными процессами. Их часто применяют в сочетании с окраской, порошковым нанесением покрытий, анодирование, антикоррозионные покрытия, термическая обработка, или для прецизионной обработки. Разница заключается в том, что пескоструйная и дробеструйная обработка чаще используются в качестве процессы предварительной обработки, тогда как дробеструйная обработка чаще используется в качестве процесс функционального укрепления.
| Процесс | Распространенные связанные процессы | Главная роль |
| Пескоструйная обработка | Окраска, порошковое покрытие, анодирование, гальваника, склеивание, пассивация | Очистить поверхность, выровнять текстуру и придать шероховатость |
| Дробеструйное упрочнение | После термообработки, после механической обработки зубчатых колес, после шлифования, перед нанесением покрытия | Ввести остаточное сжимающее напряжение и повысить усталостную прочность |
| Дробеструйная обработка | Окраска, порошковое покрытие, фосфатирование, антикоррозионные покрытия, сверхпрочное антикоррозионное покрытие | Удалить накипь, ржавчину и литейный песок, а также подготовить шероховатую поверхность |
Пескоструйная обработка и последующая обработка поверхности
Пескоструйную обработку часто применяют перед окраской, нанесением порошкового покрытия, анодированием или склеиванием. Она позволяет удалить загрязнения с поверхности и создать однородную матовую текстуру, благодаря чему последующие покрытия или оксидные пленки приобретают более стабильный внешний вид и надежную основу для адгезии.
Дробеструйная обработка и последующая механическая обработка
Дробеструйная обработка обычно проводится после термообработки, шлифования или механической обработки зубчатых колес. Ее цель — создать остаточное сжимающее напряжение на критических несущих поверхностях. Если после этого детали все же потребуется прецизионное шлифование, притирка или полировка, этап дробеструйной обработки следует запланировать заранее, чтобы избежать удаления упрочненного слоя при последующей механической обработке.
Дробеструйная обработка и антикоррозионное покрытие
Дробеструйная обработка широко применяется в качестве предварительной обработки перед нанесением покрытия на стальные конструкции, отливки, стальные листы, стальные профили и сварные детали. После обработки стальные детали следует как можно скорее передать на следующий этап — антикоррозионную обработку или нанесение покрытия — чтобы избежать образования «мгновенной ржавчины».
Влияние на шероховатость поверхности
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка — все эти методы изменяют шероховатость поверхности, но по-разному: пескоструйная обработка основана на микрорезании абразивом, дробеструйная упрочняющая обработка — на ударе дроби и пластической деформации, а дробеструйная очистка — на высокоэнергетической ударной очистке и придании шероховатости.
| Процесс | Влияние на шероховатость | Морфология поверхности | Основные направления оценки |
| Пескоструйная обработка | Может быть мелким или крупным | Матовый, с эффектом инея, с небольшими выпуклостями и впадинами | Размер абразива, давление, шероховатость поверхности Ra |
| Дробеструйное упрочнение | Может увеличить шероховатость | Равномерные мелкие ямочки, текстура «апельсиновой корки» | Высота дуги Альмена, охват, остаточные напряжения |
| Дробеструйная обработка | Как правило, приводит к появлению заметной шероховатости | Текстура удара, профиль закрепления покрытия | Требования к чистоте, шероховатости и адгезии покрытия |
Влияние пескоструйной обработки на шероховатость поверхности
Шероховатость поверхности после пескоструйной обработки в основном зависит от типа абразива, размера частиц, давления и продолжительности обработки. Мелкие стеклянные шарики и керамический абразив подходят для создания нежных матовых поверхностей, тогда как крупный абразив из плавленого оксида алюминия и стальная дробь оставляют более заметные следы обработки и обеспечивают более высокую шероховатость.
Влияние дробеструйной обработки на шероховатость поверхности
В результате дробеструйной обработки на поверхности образуются равномерные ударные вмятины, что приводит к изменению шероховатости поверхности. Однако суть дробеструйной обработки заключается не в достижении определенного значения Ra, а в регулировании интенсивности обработки, степени покрытия и остаточного сжимающего напряжения.
Влияние дробеструйной обработки на шероховатость поверхности
Дробеструйная обработка, как правило, значительно увеличивает шероховатость поверхности и подходит для подготовки к нанесению покрытий на стальные конструкции, отливки, стальные листы и стальные профили. Однако она не подходит для прецизионных сопрягаемых поверхностей, уплотняющих поверхностей, поверхностей с высоким блеском или поверхностей, которые уже прошли чистовую механическую обработку.
Стоимость пескоструйной обработки, дробеструйной упрочняющей обработки и дробеструйной очистки
Стоимость этих трёх процессов нельзя оценивать, исходя исключительно из площади. Стоимость пескоструйной и дробеструйной обработки чаще всего рассчитывается исходя из площади, трудозатрат или количества партии; дробеструйная упрочняющая обработка является процессом функционального упрочнения, и её стоимость чаще всего рассчитывается с учётом требований к детали, технологических требований и стандартов контроля качества.
| Процесс | Диапазон референсных значений на международном рынке | Общий метод расчета стоимости |
| Пескоструйная обработка | Прибл. $1,5–$16/фут²; стоимость работ, связанных с мелкими деталями или требующих высокой точности, также может быть рассчитана по $50–$300/час | По регионам, трудозатратам или проектам |
| Дробеструйное упрочнение | Стоимость зависит от сложности детали, объема партии, уровня точности, | По частям, технологическим требованиям и стандартам контроля |
| Дробеструйная обработка | Прибл. $0,5–$4,5/фут²; стальные детали, изготавливаемые серийно, как правило, обладают большими преимуществами с точки зрения стоимости | По площади, весу, партии или проекту |
На стоимость пескоструйной обработки влияют площадь обработки, состояние материала, тип абразива, интенсивность очистки, объем маскировки и затраты на рабочую силу. Сложные формы, небольшие партии или высокие требования к однородности внешнего вида — все это приводит к увеличению стоимости обработки.
Расходы на дробеструйную обработку в основном связаны с контролем интенсивности обработки, проверкой степени покрытия, техническими характеристиками дроби, ведением технологической документации и проверкой качества. Для аэрокосмической отрасли, систем трансмиссии автомобилей или деталей, требующих высокой надежности, обычно требуется отдельное ценовое предложение.
Хотя дробеструйная обработка сопряжена с более высокими затратами на оборудование и техническое обслуживание, она более эффективна при обработке крупных партий металлических деталей правильной формы. При серийной обработке стальных листов, стальных профилей, отливок и стальных конструкций себестоимость на одну деталь или на единицу площади, как правило, оказывается более выгодной.
Указанные выше цены носят исключительно справочный характер для международного рынка и не должны использоваться в качестве официальных ценовых предложений. Фактическая стоимость зависит от размеров заготовки, объема партии, состояния поверхности, требований к шероховатости, объема маскировки, стандартов контроля качества, а также от местной стоимости рабочей силы.
Плюсы и минусы пескоструйной обработки, дробеструйной упрочняющей обработки и дробеструйной очистки
Преимущества и недостатки пескоструйной обработки
Преимуществом пескоструйной обработки является высокая гибкость. Регулируя тип абразива, размер частиц, давление и угол обдува, можно добиться различных результатов очистки и текстур поверхности. Этот метод подходит для удаления ржавчины, оксидной корки и старых покрытий, а также для матовой и матово-матовой отделки и подготовки поверхности к нанесению покрытий. Он особенно подходит для сложных форм, мелких партий и локальной обработки поверхностей.
Недостатком пескоструйной обработки является то, что она сопровождается образованием большого количества пыли и предъявляет более высокие требования к системам пылеудаления, средствам защиты и условиям труда. Кроме того, на качество обработки поверхности легче влияет ручной режим работы. Если абразив слишком крупный или давление слишком высокое, это может привести к образованию слишком глубоких следов от пескоструйной обработки, изменению размеров или даже повреждению прецизионных сопрягаемых поверхностей, резьбовых отверстий и уплотнительных поверхностей.

Преимущества и недостатки дробеструйной обработки
Преимущество дробеструйной обработки заключается в том, что она позволяет создать остаточное сжимающее напряжение в поверхностном слое металла, что повышает усталостную прочность и надежность поверхности. Данная технология особенно подходит для зубчатых колес, пружин, коленчатых валов, шатунов, лопаток авиакосмической техники и других критически важных деталей, подвергающихся циклическим нагрузкам, поскольку способствует замедлению возникновения и роста усталостных трещин.
Недостатком дробеструйной обработки является то, что она требует строгого контроля технологических параметров и не может рассматриваться как обычный процесс очистки. Необходимо контролировать интенсивность дробеструйной обработки, степень покрытия, размер дроби и её состояние; в противном случае эффект упрочнения может быть нестабильным. В то же время дробеструйная обработка может изменить шероховатость поверхности, а тонкостенные, удлиненные и высокоточные детали также подвергаются риску деформации.

Преимущества и недостатки дробеструйной обработки
Преимуществом дробеструйной очистки является высокая эффективность очистки, благодаря чему она подходит для обработки больших партий металлических заготовок правильной формы. Она позволяет быстро удалять оксидную корку, ржавчину, литейный песок и старые покрытия с отливок, стальных листов, профилей, сварных деталей и стальных конструкций, одновременно создавая шероховатую поверхность, подходящую для окраски, нанесения порошкового покрытия или обеспечения адгезии антикоррозионного покрытия.
Недостатком дробеструйной обработки являются более высокие капиталовложения в оборудование и более сильная сила удара, из-за чего она не подходит для поверхностей с чистовой обработкой, поверхностей с высоким блеском, тонкостенных деталей и сложных внутренних полостей. В случае глубоких отверстий, защищённых участков или локальной тонкой обработки дробеструйная обработка может оставлять «слепые зоны», а её воздействие на поверхность менее гибкое, чем при пескоструйной обработке.

Особенности обработки в рамках этих трех процессов
Вопросы, связанные с пескоструйной обработкой
Перед началом пескоструйной обработки необходимо определить тип абразива, размер частиц, давление струи, расстояние до обрабатываемой поверхности, а также требования к шероховатости поверхности. При обработке алюминия, нержавеющей стали, титана и аналогичных материалов следует избегать использования обычных абразивов на основе железа, чтобы предотвратить загрязнение железом, появление ржавых пятен или изменение цвета в результате последующего окисления.
Прецизионные сопрягаемые поверхности, резьбовые отверстия, уплотнительные поверхности и седла подшипников необходимо заранее защитить маскировкой. После пескоструйной обработки следует удалить остатки абразива и пыль. Если деталь изготовлена из стали, её следует как можно скорее покрыть защитным слоем, обработать антикоррозионным составом или упаковать, чтобы избежать образования мгновенной ржавчины.
Вопросы, связанные с дробеструйной обработкой
Функциональную дробеструйную обработку нельзя указывать просто как “дробеструйная обработка” или “дробеструйная обработка поверхности”. Необходимо указать интенсивность обработки, степень покрытия, материал дроби, размер дроби и обрабатываемые участки. В противном случае поставщик может расценить это как обычную очистку и не гарантировать эффект упрочнения.
Перед проведением дробеструйной обработки поверхность заготовки следует проверить на наличие трещин, глубоких царапин, масла или оксидной корки. Для тонкостенных, длинных и высокоточных деталей необходимо провести оценку риска деформации, а прецизионные сопрягаемые поверхности, резьба и уплотнительные зоны, как правило, требуют маскировки.
Вопросы, связанные с дробеструйной обработкой
Дробеструйная обработка подходит для серийной очистки металлических деталей, однако сила удара при ней значительна, поэтому она не подходит для непосредственной обработки поверхностей, прошедших чистовую механическую обработку, поверхностей с высоким блеском, уплотнительных поверхностей или прецизионных отверстий. В случае тонкостенных заготовок или заготовок сложной формы также необходимо учитывать риск деформации и наличие «слепых зон» при обработке.
После дробеструйной обработки поверхности стали становятся высокоактивными и подвержены образованию мгновенной ржавчины. Их следует как можно скорее подвергнуть окраске, порошковой окраске, фосфатированию, нанесению антикоррозионного покрытия или поместить в антикоррозионную упаковку. При обработке нержавеющей стали, алюминия и аналогичных материалов необходимо тщательно подбирать абразивный материал, чтобы избежать загрязнения от черных металлов.

Когда следует выбирать пескоструйную обработку, дробеструйную упрочнение или дробеструйную очистку
Когда следует выбирать пескоструйную обработку?
Если цель состоит в удалении лёгкой ржавчины, оксидных слоёв или старых покрытий, либо в придании поверхности однородной матовой текстуры, то, как правило, более подходящим методом является пескоструйная обработка. Она подходит для косметических деталей из алюминия, панелей из нержавеющей стали, деталей, обработанных на станках с ЧПУ, а также для деталей перед нанесением покрытия.
Для деталей, подлежащих анодированию, окраске, нанесению порошкового покрытия или склеиванию, пескоструйная обработка также может использоваться в качестве процесса предварительной подготовки с целью улучшения однородности поверхности и создания основы для адгезии последующих покрытий.
Когда следует выбирать дробеструйную обработку?
Если заготовка в течение длительного времени подвергается циклическим нагрузкам, вибрации или ударам — например, шестерни, пружины, коленчатые валы, шатуны и лопатки для аэрокосмической техники — в первую очередь следует рассмотреть возможность применения дробеструйной обработки. Основная ценность дробеструйной обработки заключается в повышении усталостной прочности за счет остаточного сжимающего напряжения, а не просто в улучшении внешнего вида.
При выборе метода дробеструйной обработки необходимо четко определить интенсивность обработки, степень покрытия и технические характеристики дроби; в противном случае гарантировать упрочняющий эффект будет сложно.
Когда следует выбирать дробеструйную обработку?
Если заготовка представляет собой отливку, стальной лист, стальной профиль, стальную конструкцию или сварную деталь, а задача состоит в быстром удалении оксидной корки, ржавчины, литейного песка или старых покрытий, то дробеструйная обработка, как правило, является более эффективным методом.
Дробеструйная обработка подходит для деталей правильной формы и серийного производства, особенно перед окраской, нанесением порошкового покрытия и нанесением высокопрочных антикоррозионных покрытий. Однако если заготовка имеет прецизионные поверхности, тонкостенные конструкции или сложные внутренние полости, необходимо заранее оценить риски, связанные с маскировкой и деформацией.
Распространенные заблуждения
Заблуждение № 1: пескоструйная обработка — это нанесение слоя песка на поверхность
При пескоструйной обработке песок не оседает на поверхности заготовки. Она изменяет состояние поверхности за счет высокоскоростного удара абразива и микрорезания. После пескоструйной обработки на поверхности остаются шероховатость, матовая текстура и чистая поверхность, а не слой покрытия.
Заблуждение № 2: Дробеструйная обработка может заменить пескоструйную очистку
Основная цель дробеструйной обработки — упрочнение поверхности, а не удаление ржавчины, снятие краски или удаление окалины. Если задача заключается лишь в очистке поверхности или повышении адгезии покрытия, то, как правило, в первую очередь следует рассмотреть возможность применения пескоструйной или дробеструйной обработки.
Заблуждение № 3: Дробеструйная обработка всегда более совершенна, чем пескоструйная
Между дробеструйной и пескоструйной обработкой нет абсолютной иерархии. Дробеструйная обработка больше подходит для очистки стальных изделий крупными партиями, тогда как пескоструйная — для сложных поверхностей, деталей, требующих эстетической отделки, и точечной обработки.
Заблуждение № 4: все три метода можно свободно применять к прецизионным поверхностям
Пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка изменяют шероховатость поверхности. Прецизионные сопрягаемые поверхности, уплотнительные поверхности, резьбовые отверстия, седла подшипников и косметические поверхности с высоким блеском обычно требуют защиты с помощью маскировки; в противном случае могут возникнуть изменения размеров, повреждения поверхности или проблемы при сборке.
Заключение
Хотя пескоструйная обработка, дробеструйная упрочняющая обработка и дробеструйная очистка основаны на ударах высокоскоростных абразивных частиц, их основные цели различаются. Пескоструйная обработка лучше подходит для очистки поверхностей, придания им шероховатости и матовой отделки; дробеструйная обработка лучше подходит для упрочнения поверхности и повышения усталостной прочности; дробеструйная обработка лучше подходит для периодической очистки металлических деталей от ржавчины, удаления окалины и подготовки поверхности к нанесению покрытия.
При выборе метода обработки не следует ориентироваться исключительно на его название. Его следует оценивать с учетом материала заготовки, состояния поверхности, точности размеров, требований к шероховатости, последующей обработки поверхности и объема партии. При обработке алюминия, нержавеющей стали и прецизионных деталей приоритетными факторами должны быть загрязнение абразивного материала, защита маскирующих элементов и однородность поверхности. В случае зубчатых колес, пружин, коленчатых валов и других несущих деталей приоритетными факторами должны быть интенсивность упрочнения, степень охвата и требования к усталостной прочности.
Если вам нужны металлические или пластиковые детали, изготовленные по индивидуальному заказу, и вы ищете комплексное решение по их обработке, включающее Обработка на станках с ЧПУ, пескоструйную обработку, дробеструйную упрочняющую обработку, дробеструйную очистку и другие виды обработки поверхностей, обращайтесь Weldo Обработка для получения дополнительной информации о процессе и коммерческие предложения по проекту.








