

Античная темная бронза цветное анодированное покрытие не достигается простым нанесением поверхностного слоя или печатью. Мы часто видим этот античный бронзовый цвет на металлических элементах в виллах и усадьбах, где он передает ощущение деревенской элегантности и стабильности. В то время как некоторые покрытия создаются путем смешивания и распыления краски, другие производятся посредством электролитической реакции окисления, известной как “темное бронзовое анодирование”. Ключевое отличие заключается в том, что последнее обеспечивает превосходную долговечность. Ниже я приведу обзор процесса анодирования.
Определение цвета темного бронзового анодирования
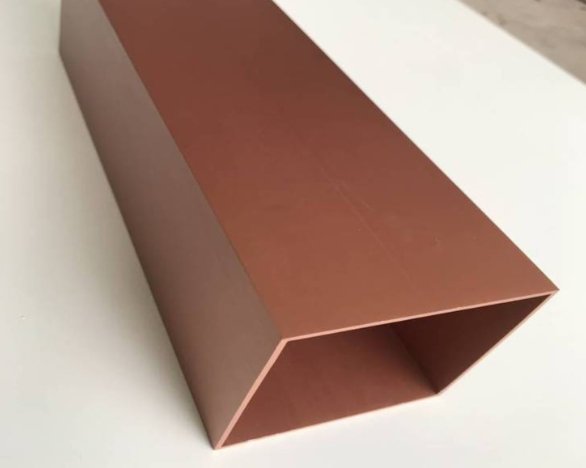
На первый взгляд, “темное бронзовое анодирование” может показаться обозначением материала темной бронзы, прошедшего процесс анодирования; на самом деле это описание темного античного бронзового анодированного покрытия — определенного цвета в семействе анодированных покрытий. Это покрытие имеет деревенский, винтажный вид и не создает ярких отражений при попадании света. Это распространенный цвет для алюминиевых элементов в классических виллах, таких как заборы, перила лестниц, двери и окна.
Свойства пленки темного бронзового анодирования
Я считаю необходимым подробно объяснить это бронзовое анодированное покрытие, чтобы вы лучше понимали его роль, характеристики и функции.
С точки зрения внешнего вида бронзовое анодированное покрытие отличается глубоким, равномерным и стабильным цветом, устойчивым к выцветанию. Глубина бронзового оттенка регулируется путем контроля концентрации и состава электролита, а также напряжения.
С точки зрения физических свойств бронзовое анодированное покрытие обладает отличной устойчивостью к царапинам и износу, с высокой твердость. Твердость покрытия может достигать 450–550 HV, что в 15–25 раз выше, чем у чистого алюминия. Кроме того, это бронзовое анодированное покрытие примерно в 5,5 раза тверже, чем 6061-T6 алюминий. Кроме того, этот ультратонкий коричневый оксидный слой обладает определенной эластичностью, что делает его устойчивым к растрескиванию при небольших изгибах или деформациях. Его поверхность также относительно гладкая, поэтому не стоит обманываться его матовым видом — на самом деле он обладает низким коэффициентом трения.
С точки зрения химической стабильности этот оксидный слой эффективно блокирует влагу, кислород и кислотно-щелочную коррозию. Он также демонстрирует высокую устойчивость к ультрафиолетовому излучению и перепадам температур благодаря плотной структуре и стабильным химическим свойствам бронзовой анодированной пленки.
Что касается изоляционных свойств, эта бронзовая анодированная пленка обладает высокой электрической сопротивляемостью; она не пробивается и не становится проводящей при низких напряжениях, причем каждый микрометр толщины способен выдерживать примерно 25 В.

Доступно в темном бронзовом анодированном покрытии
Время электролиза, концентрация красителя, концентрация электролита, ток и напряжение могут влиять на цвет и толщину покрытия. Ниже приведены классификации цветов:
Светлая античная бронза: Обычно имеет цвет шампанского или светло-коричневый оттенок, достигается за счет более короткого времени реакции окисления и низкой концентрации красителя. Эти светло-коричневые металлические элементы подходят для использования в помещениях с мягкой, спокойной атмосферой.
Стандартная бронза: Получается путем окисления с использованием солей олова или никеля, это покрытие широко применяется в архитектурном декоре и металлической фурнитуре для мебели.
Глубокая бронза: Обычно выглядит как коричневая или темно-коричневая, это покрытие получают путем увеличения времени электролитического окрашивания для изделий из алюминиевых сплавов, повышения концентрации красителя и увеличения тока. Эти аксессуары имеют выраженную текстуру и подходят для изделий ручной работы и элитного декора (например, каркасы люстр).
Градиент: Этот тип антикварной бронзы встречается относительно редко; цвет меняется в зависимости от угла обзора. Он достигается путем изменения напряжения и времени окисления или регулировки глубины погружения заготовки. В результате, затраты на рабочую силу для производства градиентных покрытий из антикварной бронзы выше.
Виды анодирования
В зависимости от различий в составе электролита, мы классифицируем их следующим образом.
Анодирование в серной кислоте (Тип II): Это наиболее широко используемый процесс электролитического окрашивания. Используется раствор серной кислоты 15–20%, серная кислота для формирования оксидной пленки толщиной 5–25 мкм, обладающей отличной твердостью, износостойкостью и коррозионной стойкостью. Распространенные варианты включают прозрачные анодированные цвета, которые в основном применяются для анодирования алюминиевых сплавов с натуральной отделкой. Кроме того, благодаря однородной пористой структуре пленки, она способна впитывать частицы пигмента, что позволяет получать широкий спектр цветов. Этот процесс широко используется для алюминиевых компонентов в электронике, автомобилестроении, строительстве и кухонной посуде, где важны как внешний вид, так и эксплуатационные характеристики.
Анодирование в хромовой кислоте (Тип I): В этом процессе используется электролит с содержанием хромовой кислоты 3–10% для формирования тонкой пленки толщиной 2–10 мкм от светло- до темно-серого цвета. Обеспечивает отличную коррозионную стойкость и минимально влияет на усталостную прочность детали, что делает его подходящим для деталей с высокими требованиями к коррозионной стойкости, таких как авиация, морские суда и прецизионные приборы. Однако из-за значительного вреда для окружающей среды, наносимого отходами хромовой кислоты, и высокой стоимости их утилизации, этот метод сегодня используется редко.
Твердое анодирование (Тип III): Формирует покрытие толщиной 25–150 мкм при низкой температуре и высоком токе, с твердостью HV 350–550. Обеспечивает отличную износостойкость, термостойкость и электрическую изоляцию, что делает его подходящим для тяжелонагруженных, износостойких механических деталей. Покрытие плотное, с минимальной пористостью, поэтому его сложно окрашивать; цвета твердого анодирования обычно имеют темные оттенки, такие как серый и черный.
Анодирование в щавелевой кислоте: Использование щавелевой кислоты в качестве электролита позволяет получить оксидную пленку толщиной 10–60 мкм. Она обладает естественными оливково-зелеными или желтыми оттенками и отличается высокой твердостью и изоляционными свойствами; однако процесс сложный и относительно дорогой, поэтому в основном применяется для алюминиевой проволоки, ленты и деталей прецизионных приборов, требующих высокой изоляции и износостойкости.
Анодирование в фосфорной кислоте: Используя раствор фосфорной кислоты 15–30% в качестве электролита, этот процесс формирует чрезвычайно тонкую, пористую оксидную пленку. Его основная цель — не защита или декорирование, а улучшение адгезии поверхности алюминия, обеспечивая оптимальную основу для последующего нанесения покрытий, окраски или склеивания. В основном используется для конструкционного склеивания в авиастроении и предварительной обработки под промышленные грунтовки.
Керамическое анодирование: В этом процессе используется электролит, содержащий соли титана. Полученное покрытие обладает фарфоровым блеском, высокой твердостью, отличной износостойкостью и коррозионной стойкостью, а также хорошей электрической изоляцией. Поддерживает окрашивание и имеет текстуру, схожую с керамикой, что делает его популярным для элитной кухонной посуды, декоративных элементов и других изделий, где важны как эстетика, так и комплексные характеристики.
Какие материалы можно анодировать?
Анодирование в первую очередь подходит для следующих материалов:
Алюминиевые сплавы
Это наиболее часто анодируемые материалы. В результате электрохимической обработки на поверхности алюминия формируется плотный слой оксида алюминия (Al₂O₃), значительно повышающий коррозионную и износостойкость. Материал также можно окрашивать для получения различных цветов, что делает его широко используемым в автомобильных деталях, аэрокосмических компонентах, корпусах электронных устройств, архитектурном декоре и других областях.
Титановые сплавы
Анодирование титановых сплавов использует явление интерференции света для формирования устойчивой к царапинам оксидной пленки. Диапазон напряжения составляет от 10 до 110 В, что позволяет получать различные цвета анодированного титана, такие как натуральный прозрачный, золотой, бронзовый, фиолетовый, синий, зеленый, оранжевый и радужный. Применяется в аэрокосмической отрасли, медицинских имплантатах (например, тазобедренные и зубные импланты) и элитных часах, обеспечивая отличную биосовместимость и коррозионную стойкость.
Магниевые сплавы
Магниевые сплавы после анодирования обычно используются в легких конструкционных элементах, таких как рамы велосипедов, корпуса аккумуляторов транспортных средств и детали дронов. Однако важно отметить, что магний обладает высокой химической активностью, поэтому параметры электролитического процесса должны строго контролироваться во время обработки. Основные цвета достигаются путем регулирования состава электролита, а для создания других цветовых схем могут добавляться красители.
Цинковые сплавы
Анодирование цинка делится на химическое и электролитическое окрашивание. Электролитическое окрашивание обеспечивает более стойкие и долговечные цвета и обычно используется для автомобильных крепежных изделий, строительной фурнитуры и корпусов электронных устройств. Однако по сравнению с алюминием и титаном эксплуатационные характеристики и область применения оксидной пленки цинка относительно ограничены.
Следует отметить, что анодирование не подходит для черных металлов, таких как железо и сталь, поскольку их оксидные пленки легко растворяются в электролите и не могут образовать стабильный оксидный слой.
Общие категории цветов для анодирования
Общие классификации цветов для анодирования в основном зависят от типа процесса, системы электролита и наличия окрашивания. Ниже приведены распространённые категории цветов:
Натуральный цвет/ Прозрачное анодирование (серебристо-белый/светло-серый)
Поверхности металлов, таких как алюминий и титан, которые не окрашены или прошли только базовое анодирование, имеют естественный светло-серый или серебристо-белый оттенок металла. Это наиболее распространённый стандартный цвет, подходящий для промышленных компонентов без специальных требований к цвету или для базовых защитных применений.
Черный анодированный
Черные анодированные покрытия обеспечивают отличную коррозионную и износостойкость. Они поглощают большую часть света, эффективно уменьшая световое загрязнение.
Золотой/Золотисто-желтый анодированный
Достигается с помощью электролитического окрашивания или добавления красителей, этот яркий цвет часто используется для декоративных компонентов, ювелирных изделий, сережек и потребительской электроники для повышения премиального эстетического вида.
Голубой анодированный
Получается с помощью специальных процессов окрашивания или электролитического окрашивания, этот свежий цвет часто используется для декоративных элементов, вывесок и внешних частей потребительской электроники для увеличения визуальной привлекательности.

Красный анодированный
Достигается с помощью окрашивания или электролитического окрашивания, этот яркий, привлекающий внимание цвет обычно используется для декоративных элементов, предупреждающих знаков и корпусов потребительской электроники.
Зеленый анодированный
Получается с помощью процессов окрашивания или электролитического окрашивания, этот естественный цвет часто используется для декоративных элементов и экологичных продуктов.
Фиолетовый анодированный
Достигается с помощью окрашивания или электролитического окрашивания, этот уникальный цвет часто применяется для высококлассных декоративных компонентов и художественных изделий.
Градиентные цвета анодированный
Как упоминалось ранее, подобно бронзовому градиентному анодированию, градиенты цвета достигаются путём контроля параметров электрического тока и областей окисления. Обычно используется для высококлассных декоративных элементов и художественных инсталляций для усиления визуальной глубины.
Следует отметить, что анодирование титановых сплавов может использовать явление интерференции света для получения различных цветов, включая серый, светлое золото, синий и фиолетовый. Эти цвета достигаются без окрашивания; поскольку красители не используются, слой пигментных частиц отсутствует, а полученный оксидный слой более устойчив к погодным условиям, чем у алюминиевых сплавов.
Вот краткое содержание таблицы:
| Категория цвета | Анодированный цвет | Характеристики цвета | Стандартные аксессуары и сценарии применения |
|---|---|---|---|
| Базовые промышленные цвета | Естественный цвет (серебристо-белый / светло-серый) | Сохраняет естественный металлический вид, просто и универсально | CNC-детали, механические компоненты, радиаторы, промышленные корпуса, разъемы |
| Функциональные защитные цвета | Черный анодированный | Отличная износостойкость и коррозионная стойкость, поглощает свет и снижает отражение | Аксессуары для камер, корпуса оптических приборов, автомобильные детали, электронные корпуса |
| Премиальные декоративные цвета | Золотой / золотисто-желтый анодированный | Роскошный внешний вид с ярко выраженной декоративностью | Ювелирные аксессуары, серьги, компоненты часов, декоративные элементы потребительской электроники |
| Современные технологичные цвета | Синий анодированный | Свежий, современный и высокотехнологичный визуальный эффект | Корпуса телефонов, компьютерные аксессуары, фирменные таблички, велосипедные компоненты |
| Предупредительные и идентификационные цвета | Красный анодированный | Яркий, привлекающий внимание, хорошо видимый | Предупредительные знаки, корпуса электронных устройств, аксессуары для спортивного инвентаря |
| Цвета, вдохновлённые экологией | Анодирование в зелёный цвет | Естественный и экологически чистый внешний вид | Экологичные детали продукции, аксессуары для уличного оборудования, декоративные элементы |
| Художественные и персонализированные цвета | Анодирование в фиолетовый цвет | Уникальный, стильный и ярко выраженный | Художественные украшения, премиальные изделия ручной работы, индивидуальные ювелирные аксессуары |
| Художественные градиентные цвета | Анодирование с градиентными цветами | Богатые цветовые переходы с выраженной визуальной глубиной | Премиальная потребительская электроника, дисплейные компоненты, художественные инсталляции, индивидуальные брендированные изделия |
Как контролировать вариации цвета при анодировании
Поскольку цвет — это не просто двумерный эффект, его нельзя настроить, просто предоставив код цвета Pantone. Восприятие цвета — это трёх- или четырёхмерное явление, на которое влияют такие факторы, как угол обзора наблюдателя, материал заготовки, толщина анодированного покрытия, глянец поверхности и условия освещения.
В компании Weldo наши инженеры по постобработке иногда просят клиентов сначала подтвердить наши образцы анодированных цветов. После подтверждения мы приступаем к массовому производству на основе ранее зарегистрированного изделия с соответствующим серийным номером цветовой карты анодирования;
Иногда клиенты просят начать производство только после получения их цветовых образцов. Это позволяет нам скорректировать и подтвердить анодированный цвет в идентичных условиях. Если вам нужны индивидуальные цвета анодирования, вы можете предоставить нам как цветовой образец Pantone, так и физический образец для прямого сравнения. Такой подход обеспечит более гладкое сотрудничество в дальнейшем.
Если возникают расхождения в цвете, мы повторно обрабатываем материал, строго контролируя время реакции и другие электрические параметры, чтобы обеспечить поставку в согласованных пределах допуска по цвету (так как анодированные цвета не могут быть на 100% идентичны — незначительные различия могут возникать на разных участках заготовки или между отдельными изделиями — выполнение заказа в согласованном диапазоне цвета является стандартным решением, аналогично допускам по размерам).
Как разрешать споры по поводу различий в цвете анодированных деталей
Если вы обнаружили значительные различия в цвете при получении, вы можете обратиться к производителю для доработки или возврата. Если сотрудничество неудовлетворительно, рассмотрите возможность работы с высококлассными производителями механической обработки, такими как Weldo Machining; выбор производителей с более высоким уровнем обработки обычно снижает количество проблем после продажи. При получении жалобы на различие в цвете мы сверяем проблему с сохранённым образцом и видеозаписью клиента. После подтверждения на встрече мы можем оформить возврат, повторное производство, замену или возврат средств.

Как избежать споров по операциям, связанных с анодированием
Уточните условия договора: В договоре должны быть указаны параметры процесса, такие как тип анодирования, толщина пленки и цвет, а также установлены критерии приемки, этапы оплаты и требования к выставлению счетов. Также должны быть прописаны процедуры урегулирования нарушений договора и стандарты компенсации.
Улучшайте коммуникацию и подтверждение: На этапе первоначального согласования подтвердите пригодность материалов изделия и требования к его характеристикам. Перед массовым производством подтвердите
образцы цветовой карты анодирования. Обе стороны должны синхронизировать ход работ в реальном времени и оперативно согласовывать решения возникающих проблем.
Строгий контроль качества: Заказчик (Сторона А) и Поставщик (Сторона Б) должны обеспечить соответствие основы стандартам анодирования. Поставщик обязан строго контролировать параметры производственного процесса и предоставлять отчет о контроле качества с каждой партией. Заказчик должен проводить приемку товара в соответствии с договорными стандартами.
Сохраняйте доказательства и записи: Надежно храните документы, такие как договоры и подтверждения образцов. Поставщик должен сохранять производственные и контрольные записи для отслеживаемости, а обе стороны — вести учет всех коммуникаций для разрешения споров.
Факторы, способствующие изменению цвета при анодировании
1. Незначительные различия в анодированном слое могут возникать между разными партиями металлического сырья; это допустимо, если разница в цвете остается в пределах нормы.
2. Варьирование продолжительности реакции окисления-восстановления;
Проблемы с настройками параметров тока и напряжения;
Изменения концентрации раствора: по мере протекания реакции скорость реакции снижается, поэтому необходимо регулярно проверять концентрацию раствора и добавлять активные компоненты;
Различия в материале и составе заготовок также могут приводить к изменению цвета даже в одной и той же электролитической ванне;
Размер, толщина и форма заготовок могут вызывать различия в цвете. Необходимо разрабатывать соответствующие методы обработки заготовок разной толщины, размеров и форм, чтобы обеспечить допустимые пределы изменения цвета.
3. Форма исходного материала также играет роль. Например, при прохождении алюминиевых сплавов в виде рулонов, листов и проволоки электрохимических реакций в одной и той же электролитической ванне получаются разные цвета. Это соответствует тому же принципу, что и различия цвета, вызванные формой и углом, упомянутые выше.
4. Метод герметизации после анодирования, а также толщина и гладкость герметизирующей пленки также влияют на изменение цвета и текстуру:
Герметизация в кипящей воде при высокой температуре часто приводит к тому, что окрашенные изделия выглядят белесыми, мутными или с неравномерным блеском; анодированные окрашенные детали склонны к выцветанию, потере цвета и неоднородности оттенков в одной партии.
Герметизация растворами никелевых солей при средней температуре из-за нестабильной концентрации, pH и температуры может вызывать сероватый, зеленоватый оттенок или локальное появление пятен; превышение времени герметизации приводит к общему потемнению изделия.
Герметизация при комнатной температуре часто приводит к повышенному содержанию ионов фторида, что может слегка разъедать оксидную пленку, вызывая белые пятна, мраморность и осветление отдельных участков; нарушение баланса состава вызывает общий сдвиг цвета.
Герметизация хроматами изначально придает желтовато-коричневый оттенок, из-за чего как натуральные, так и окрашенные детали выглядят желтыми в целом, что неизбежно приводит к фиксированным различиям цвета.
Неравномерная толщина покрытия при силановом/органическом герметизировании может вызвать мутный внешний вид и неравномерные светлые и тёмные участки; различия в блеске напрямую приводят к визуальным вариациям цвета.
Все традиционные процессы герметизации несут риск возникновения цветовых вариаций анодирования, при этом кипячёная вода, никелевые соли и холодная герметизация являются наиболее частыми источниками ежедневных цветовых различий. Стандартизируя параметры ванны, герметизируя детали из одной партии при одинаковой температуре и одинаковой продолжительности, а также используя чистую воду, диапазон цветовых вариаций можно значительно уменьшить.
О компании Weldo Machining
В компании Weldo Machining мы специализируемся на изготовлении индивидуальных механических компонентов более 15 лет, обладая опытом в области Обработка на станках с ЧПУ, литья, ковки, литья под давлением, алюминиевая экструзия, 3D-печати и более 50 видов процессов обработки поверхности. Если вы хотите узнать больше о нашем опыте в анодировании или ищете надёжного партнёра по индивидуальному производству, пожалуйста связаться с нами.









{kind=link}