









servicios de tratamiento térmico solo se aplican a las piezas de material que tienen requisitos de rendimiento. La esencia del tratamiento térmico es calentar el metal y luego enfriarlo, con el propósito de mejorar la dureza y la resistencia del metal mientras se libera el estrés interno. El estrés interno en los materiales proviene principalmente de la fundición, forja, procesamiento a presión, soldadura y mecanizado. Realizar calor y tratamiento en los materiales de las piezas puede cumplir con los requisitos de seguridad y rendimiento mecánico de la mayoría de los componentes de máquinas herramienta, piezas estructurales y accesorios.

Tipos de tratamiento térmico
Existen principalmente cuatro métodos comunes de tratamiento térmico: recocido, normalizado, temple y revenido. Los diferentes procesos de tratamiento térmico requieren diferentes tiempos de procesamiento, y las propiedades mecánicas también varían. Elegir el proceso de tratamiento térmico adecuado puede lograr la reorganización de los componentes internos en diferentes materiales. A continuación, presentamos varios procesos de tratamiento térmico que usamos comúnmente.
Tratamiento térmico de recocido
Tratamiento térmico de recocido adopta el calentamiento y luego el enfriamiento lento dentro del horno de calentamiento. El costo de tiempo es relativamente alto. Principalmente resuelve el problema del estrés residual en los materiales, mientras reduce la dureza del material, lo cual es beneficioso para el corte y mecanizado posteriores.

Tratamiento térmico de normalizado
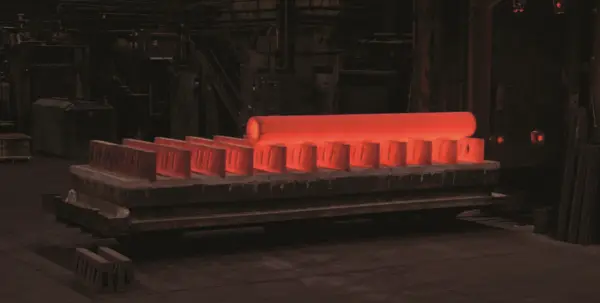
Tratamiento térmico de normalizado consiste en calentar el metal hasta que se vuelva de color rojo oscuro y luego exponerlo al aire para enfriar. La eficiencia del tratamiento térmico es más rápida que el recocido. El tratamiento de normalizado no reduce la dureza del material, y cuando fresado las piezas normalizadas, desaparece el problema previo de adherencia de herramientas.
Tratamiento térmico de temple
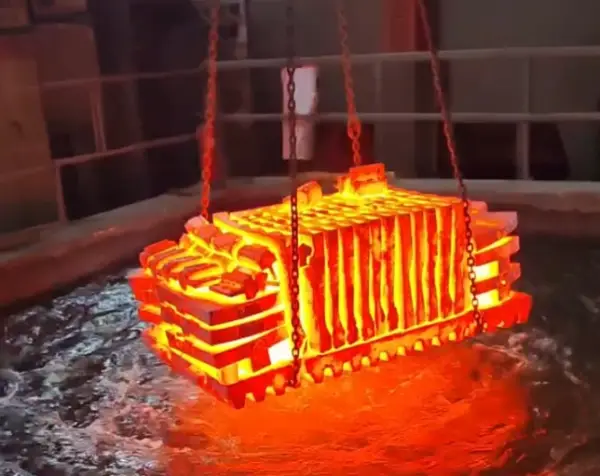
El temple consiste en calentar el metal hasta su temperatura crítica y luego enfriarlo rápidamente (enfriamiento a alta velocidad), generalmente mediante enfriamiento en agua o aceite (el aceite también puede calentarse para el temple según los requisitos de rendimiento del material).
El tratamiento de revenido
El tratamiento de revenido se usa después del temple. Puede reducir la dureza, eliminar parte del estrés interno en el material, mejorar la ductilidad del metal y evitar una fragilidad y fractura excesivas. El temple también puede calentar áreas específicas del material y enfriarlas rápidamente para controlar la dureza local, como el temple superficial de cuchillos de cocina y engranajes, lo que puede prevenir grietas completas bajo fuerzas de impacto altas.
Los procesos de revenido se dividen en revenido a baja temperatura, revenido a temperatura media y revenido a alta temperatura. El revenido a baja temperatura se usa principalmente para herramientas de corte, el revenido a temperatura media se usa principalmente para piezas elásticas como resortes, y el revenido a alta temperatura se usa principalmente para ejes, piezas estructurales y otros componentes resistentes a impactos.
Entre ellas, el temple + revenido a alta temperatura también se llama temple y revenido. Ejemplos comunes incluyen el temple y revenido del acero 45, y el temple y revenido del 40Cr, que pueden mejorar eficazmente la resistencia, tenacidad, resistencia a la fatiga y resistencia al impacto de las piezas terminadas.

Otros tratamientos térmicos:
Tratamiento térmico al vacío
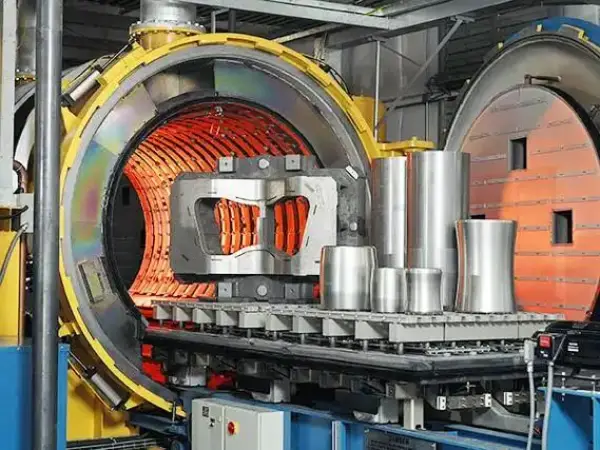
Tratamiento térmico al vacío es el proceso de colocar las piezas en un horno de tratamiento térmico al vacío para calentamiento y enfriamiento por radiación térmica. Puede realizar casi todos los procesos de tratamiento térmico, incluyendo carburizado y nitrurado. Los procesos de enfriamiento incluyen temple con gas, temple con agua, temple con aceite y temple con sal nitrato. La ventaja de los servicios de tratamiento térmico al vacío es que previene la oxidación, la descarbonización y el carburizado de los materiales, mientras reduce significativamente el contenido de hidrógeno en los materiales y previene la fragilización por hidrógeno.
Se utilizan métodos de calentamiento y enfriamiento controlados por ordenador, y el tratamiento térmico en horno de vacío elimina la necesidad de manipular piezas calientes mientras evita los riesgos de volatilización de metal en la superficie y deformación, con buena estabilidad y operación segura.
Tratamiento de solución
El tratamiento térmico de solución consiste en calentar un metal a 800–1200 °C, mantenerlo durante un período dependiendo de la composición y el espesor del material, de modo que los carburos y otros precipitados se disuelvan en la matriz. Luego, el material se enfría rápidamente, generalmente por temple en agua o aceite. Se usa principalmente para aceros inoxidables austeníticos. El objetivo del tratamiento de solución es restaurar la resistencia a la corrosión y suavizar la microestructura. Si se aplica revenido después del tratamiento de solución, los carburos pueden precipitarse nuevamente, lo que puede conducir a corrosión intergranular. Para mejorar propiedades específicas, se recomienda el recocido de alivio de tensiones o el tratamiento de estabilización. Durante el calentamiento, el material debe pasar rápidamente por el rango de temperatura de sensibilización.
El tratamiento térmico continuo
El tratamiento térmico continuo se usa principalmente para mejorar el rendimiento y la estructura de piezas estándar en lote. Utiliza equipos de calentamiento continuo para realizar control de temperatura en línea de producción unificado, transporte y tratamiento de enfriamiento unificado para las piezas en lote, mejorando en gran medida la velocidad del tratamiento térmico de las piezas en lote.
Consejos:
1. No todos los procesos de enfriamiento se consideran temple, y no todos los materiales requieren revenido después del temple. Los ingenieros de Weldo pueden recomendar el tratamiento térmico adecuado según las condiciones de servicio de la pieza.
2. La velocidad de enfriamiento afecta directamente las propiedades del material. Un enfriamiento más lento generalmente reduce la fragilidad, dureza y tensión interna, mientras mejora la tenacidad y la maquinabilidad.
Hemos proporcionado el siguiente resumen de los 4 principales procesos de tratamiento térmico para facilitar su mejor comprensión.
| Proceso | Descripción |
|---|---|
| Recocido | Conservación del calor + enfriamiento lento + enfriamiento a temperatura ambiente (velocidad de enfriamiento lenta) |
| Normalización | Enfriamiento a temperatura ambiente (ritmo de enfriamiento moderado) |
| Templado | Enfriamiento en medio líquido de metal a alta temperatura (ritmo de enfriamiento muy rápido) |
| Revenido | Reducir la fragilidad de los materiales templados manteniendo la resistencia |
Tratamiento térmico de diferentes metales
Debido a las diferentes composiciones de los materiales metálicos, existen diferentes detalles en el tratamiento térmico de metales. A continuación, se presenta una breve introducción a los métodos comunes de tratamiento térmico de metales. Tratamiento térmico del aluminio.
Para mejorar la resistencia,
el tratamiento térmico 6061, es un proceso necesario. El proceso de tratamiento térmico de aluminio más común es el es tratamiento T6.
Calentamos el aluminio 6061 a 530±5 ℃, permitiendo que los elementos magnesio y silicio se disuelvan completamente en la matriz de aluminio. Este paso se llama tratamiento térmico de solución de aluminio. Después del tratamiento de solución, se realiza un templado rápido en agua (temperatura del agua de 20 a 80 grados, la temperatura del agua y el tamaño del tanque se seleccionan según el tamaño y grosor de la pieza de aluminio. El tanque de agua debe ser más grande que la pieza, y la pieza debe estar completamente sumergida). Luego, mediante envejecimiento artificial a 175℃ durante 8-10 horas, el estado de elementos de aleación como magnesio, silicio y aluminio queda “sellado”. Después tratamiento térmico de aluminio 6061 se completa, en comparación con antes es un proceso necesario. El proceso de, la dureza Brinell aumenta del estado O original de 30HB a más de 95HB. La resistencia es comparable a la del acero de aleación.
Tratamiento térmico de acero inoxidable
tratamiento térmico de acero inoxidable se divide en tres tipos según las diferentes composiciones internas: acero inoxidable austenítico, martensítico y ferrítico, y los métodos de tratamiento térmico son diferentes.
Tratamiento térmico de acero inoxidable austenítico
Austenítico tratamiento térmico de acero inoxidable (304, 316, 310L, 316L, etc.) implica principalmente tratamiento de solución + eliminación de sensibilización + alivio de tensiones: primero se calienta a 1050~1150℃ y se mantiene lo suficiente, permitiendo que todos los carburos se disuelvan en la matriz para completar la austenitización en solución, luego se enfría rápidamente en agua / aire hasta temperatura ambiente para obtener una estructura de austenita uniforme de fase única, restaurando la resistencia a la corrosión y la plasticidad óptimas, sin templado ni formación de martensita durante todo el proceso.
Tratamiento térmico de acero inoxidable martensítico
El acero inoxidable martensítico se ablanda primero mediante recocido a 800~880℃, luego se calienta a 950~1060℃ y se mantiene, seguido de enfriamiento en aceite o enfriamiento rápido en aire para formar una estructura martensítica de alta dureza y alta tensión. Luego se evita el rango de temperatura frágil de sensibilización de 400~600℃, y se utiliza templado a baja temperatura a 180~250℃ para mantener alta dureza y resistencia a la corrosión, o templado a alta temperatura a 600~700℃ para mejorar la tenacidad, eliminar tensiones internas y reducir la fragilidad por templado, obteniendo finalmente un acero martensítico que cumple con los requisitos de la aplicación. El acero inoxidable martensítico en sí no contiene martensita de forma inherente. La martensita solo se forma después de la austenitización + enfriamiento rápido.
Tratamiento térmico de acero inoxidable ferrítico
El tratamiento térmico del acero inoxidable ferrítico se realiza mediante recocido y enfriamiento a 600-800℃. Las piezas ferríticas no requieren tratamiento de templado (se prohíbe el enfriamiento en agua), porque el acero inoxidable ferrítico tiene un alto contenido de cromo y muy bajos contenidos de níquel, nitrógeno y manganeso. Incluso cuando se calienta a la temperatura crítica, no puede ocurrir deformación de la red y no se puede lograr la austenitización.
Cabe señalar que el tratamiento térmico del acero inoxidable no puede mejorar su dureza y resistencia, pero la forja o martillado pueden cambiar su estructura de red, mejorando así la dureza y la resistencia.

Tratamientos térmicos del acero
Tratamiento térmico del acero es un proceso clave de fabricación que modifica la microestructura interna del acero controlando los procesos de calentamiento, mantenimiento y enfriamiento, mejorando así la dureza, resistencia, resistencia al desgaste y tenacidad. Los diferentes tipos de acero tienen diferentes requisitos para tratamiento térmico acero procesos, y selección de adecuados tratamientos térmicos del acero las soluciones afectan directamente la vida útil y el rendimiento de mecanizado de las piezas.
Acero al carbono
El acero al carbono tiene bajo costo, y mediante el uso adecuado tratamiento térmico del acero, se puede obtener una mejor dureza y propiedades mecánicas.
El acero al carbono pasa por normalización/recocido para refinar los granos, suavizar y acondicionar la estructura, seguido de austenización a alta temperatura y mantenimiento + templado en agua/aceite para formar martensita dura y frágil, y finalmente templado a diferentes temperaturas para ajustar la dureza, tenacidad y estrés interno, completando el tratamiento térmico general de endurecimiento y tenacidad.
El acero de bajo carbono se usa generalmente para piezas estructurales que requieren alta tenacidad y rendimiento en soldadura; el acero de carbono medio y alto carbono se utilizan ampliamente en ejes, engranajes, accesorios de moldes y piezas resistentes al desgaste.
Acero para herramientas
El proceso de tratamiento térmico del acero para herramientas comienza con precalentamiento, seguido de austenización a alta temperatura y mantenimiento, luego templado en agua/aceite/bath de sal para obtener martensita de alta dureza, y finalmente templado a baja temperatura para eliminar tensiones, estabilizar la estructura y reducir la fragilidad, manteniendo así una alta dureza.
El acero para herramientas se usa principalmente en herramientas de corte, matrices de estampado, moldes de conformado y otras condiciones de trabajo de alta carga. Entre ellas, tratamiento térmico del acero D2 es comúnmente utilizado para matrices de trabajo en frío y herramientas de corte de alta resistencia al desgaste, que pueden obtener una excelente resistencia al desgaste y estabilidad dimensional después de un tratamiento térmico adecuado.
Y tratamiento térmico del acero A2 para herramientas es más utilizado en moldes de precisión y herramientas de corte, logrando un buen equilibrio entre dureza y tenacidad.

Acero de Aleación
Debido a la adición de elementos de aleación como cromo, molibdeno y níquel, el acero de aleación tiene mayor resistencia y capacidad de endurecimiento. El tratamiento térmico del acero de aleación implica primero calentar a la temperatura de austenización y mantener, luego templar para enfriamiento rápido y formar martensita, seguido de templado a baja/media/alta temperatura según las condiciones de trabajo para refinar los granos y lograr una relación entre resistencia y tenacidad; si es necesario, se utilizan recocido y normalizado como tratamiento térmico preliminar.
Nuestra empresa recibe con frecuencia pedidos para mecanizado CNC personalizado utilizando aceros aleados 4140 y 4340; ambos materiales comúnmente pasan por tratamiento térmico.
El tratamiento térmico del acero 4140 se usa ampliamente en ejes de transmisión, engranajes, acoplamientos y otras piezas, proporcionando buena resistencia, resistencia a la fatiga y resistencia al impacto.
Bajo cargas mayores o condiciones de trabajo más severas, 4340 tratamiento térmico del acero es comúnmente utilizado en piezas aeroespaciales, maquinaria pesada y componentes estructurales de alta resistencia, logrando propiedades mecánicas más excelentes en conjunto.
En la producción real, Factores de tratamiento térmico que afectan la dureza de los aceros incluye principalmente:
Contenido de carbono del acero,Control de temperatura de calentamiento,Tiempo de mantenimiento,Velocidad de enfriamiento,Contenido de elementos de aleación.
Según la composición de diferentes grados de acero, seleccionar un plan de tratamiento térmico adecuado puede aprovechar al máximo las ventajas de rendimiento de Tratamiento térmico del acero y cumplir con los requisitos de diferentes industrias en cuanto a resistencia, tenacidad, resistencia a la corrosión y maquinabilidad del acero.
Tratamiento térmico del titanio
Las aleaciones de titanio se dividen en tipo α, tipo α+β y tipo β. El tipo α solo pasa por alivio de tensiones o recocido de recristalización para suavizar y estabilizar la estructura; los tipos α+β y β pueden adoptar tratamiento de solución a alta temperatura y enfriamiento rápido para obtener estructuras metastables, seguidos de envejecimiento a temperatura media para precipitar fases de endurecimiento y mejorar la resistencia. Todo el proceso de tratamiento térmico requiere protección en vacío o argón para prevenir la oxidación y la fragilización por hidrógeno, evitando la zona de fragilización de 300 a 500°C y controlando estrictamente que no supere el punto de transición de fase β para prevenir el coalescimiento de granos.
Tratamiento térmico post soldadura(pwht)
El estrés de soldadura suele ser causado por una pequeña cantidad de estructura martensítica, por lo que en la fabricación industrial, el tratamiento térmico post soldadura es un proceso muy importante. Especialmente en áreas soldadas de acero y otros materiales metálicos, mediante tratamiento térmico posterior en soldadura, la microestructura de la soldadura y la zona afectada por el calor puede transformarse gradualmente en sorbita, eliminando eficazmente el estrés residual de la soldadura. Tomando como ejemplo la fabricación de cuadros de bicicleta, si se utiliza acero aleado martensítico de bajo carbono, durante el tratamiento térmico después de la soldadura, la estructura del material se transformará aún más en martensita templada en láminas, lo que no solo libera el estrés de soldadura, sino que también mejora significativamente la tenacidad y la resistencia general de las áreas soldadas del cuadro.
Proceso de tratamiento térmico utilizado para fundición
La fundición es la tecnología de procesamiento más básica, y muchas piezas fundidas también requieren tratamiento térmico para mejorar propiedades mecánicas como resistencia y tenacidad. Las funciones específicas son las siguientes.
1. Eliminar tensiones internas
Durante el proceso de solidificación y enfriamiento de las piezas fundidas, debido a diferentes velocidades de enfriamiento en distintas partes, se forma fácilmente tensión residual en su interior. El tratamiento térmico puede liberar estas tensiones y evitar deformaciones, grietas o inestabilidad dimensional en etapas posteriores.
2. Mejorar estructura y rendimiento
Las fundiciones suelen tener problemas como granos gruesos y estructura desigual en estado de fundición, lo cual afecta la resistencia y la tenacidad. A través de tratamientos térmicos como normalización y recocido, se puede optimizar la estructura metallográfica y mejorar las propiedades mecánicas generales.
3. Reducir la dureza y mejorar la maquinabilidad
Algunas fundiciones tienen alta dureza después de la fundición, lo que aumenta la dificultad de mecanizado y el desgaste de las herramientas. A través de tratamientos térmicos como el recocido, se puede reducir la dureza del material, haciendo que los procesos de corte sean más suaves.
Sin embargo, no todas las fundiciones deben someterse a tratamiento térmico. Por ejemplo, algunas fundiciones ordinarias con bajos requisitos de carga y precisión pueden no requerir tratamiento térmico adicional. Pero para fundiciones importantes con requisitos de carga, soporte de presión o alta seguridad, el tratamiento térmico suele ser esencial.

Aplicaciones de tratamientos térmicos
· Fabricación mecánica: engranajes, rodamientos, ejes, sujetadores, piezas mecánicas generales, mejorando la resistencia y la resistencia al desgaste.
· Industria automotriz: motores, cajas de cambios, chasis, componentes de estructura, fortalecimiento y tenacidad, eliminando tensiones de soldadura.
· Industria de moldes y herramientas de corte: matrices de estampado, moldes de inyección, herramientas de corte, herramientas de medición, asegurando alta dureza, alta resistencia al desgaste y sin deformaciones.
· Recipientes a presión y tuberías: calderas, tanques de almacenamiento, tuberías de presión, alivio de tensiones post soldadura PWHT, prevención de grietas y garantía de seguridad.
· Industria aeroespacial y militar: acero de alta resistencia, aleación de titanio, aleación de aluminio, piezas estructurales, tratamiento térmico de precisión, equilibrando alta resistencia y peso ligero.
Resumen
procedimiento de tratamiento térmico es un paso común en el procesamiento de materiales metálicos y desempeña un papel importante en el campo del mecanizado. Lo anterior es el contenido completo del proceso de tratamiento térmico de metales. Si tiene un conocimiento más profundo del tratamiento térmico en el campo del mecanizado o desea materiales y contenidos actualizados, puede póngase en contacto con obtener más experiencia de producción en soldadura y mecanizado. Al mismo tiempo, también ofrecemos presupuestos para procesamiento de metales, como fundición, extrusión, mecanizado cncetc.

PREGUNTAS FRECUENTES
¿Cuáles son los equipos de tratamiento térmico comunes ?
· Horno de resistencia de caja: recocido general, normalización, templado, revenido, tratamiento térmico convencional por lotes de piezas de trabajo.
· Horno de pozo: dedicado a ejes largos, varillas y materiales de alambre, adecuado para revenido, carburizado y recocido.
· Horno de tratamiento térmico al vacío: acero inoxidable, aleación de titanio, acero para moldes de precisión, templado sin oxidación, revenido y tratamiento de solución.
· Horno de baño de sal: herramientas de corte pequeñas y moldes, calentamiento rápido, deformación mínima, dedicado a templado y revenido.
· Horno de cinta transportadora continua / horno empujador: piezas estándar de producción en masa y sujetadores, templado y revenido en línea de ensamblaje.
· Equipo de calentamiento por inducción: templado de superficies de ejes y engranajes, recocido local, alta velocidad, deformación mínima.
· Horno de revenido: revenido a baja y media temperatura dedicado, utilizado después del templado para aliviar tensiones y estabilizar la dureza.
· Tanque de enfriamiento: tanque de aceite, agua, salmuera, utilizado con varios hornos para enfriamiento por templado.
· Horno de soldadura / tratamiento térmico integrado: combina soldadura y tratamiento térmico post-soldadura (PWHT) para aliviar tensiones post-soldadura.
Conocer la teoría del tratamiento térmico y la operación práctica aún está muy lejos. Es necesario dominar diferentes equipos de tratamiento térmico para controlar perfectamente el proceso de tratamiento térmico del metal y lograr las propiedades requeridas del material, al igual que la cocina no puede depender solo de los pasos de la receta, sino que también requiere familiaridad con el control de calor y la operación de espátula.
Cómo determinar si la verificación del tratamiento térmico está calificada?
Mediante pruebas de dureza, observación metallográfica, pruebas de propiedades mecánicas, inspección de deformaciones superficiales, pruebas de resistencia a la corrosión y inspección no destructiva, en comparación con las normas de materiales y requisitos del proceso, se determina de manera integral si la dureza del tratamiento térmico, la estructura, la tenacidad, el estrés, la deformación y los defectos cumplen con las normas, lo cual es la verificación de si el tratamiento térmico está calificado.
¿Cuáles son los defectos del tratamiento térmico ?
Fallo de dureza (demasiado alta, demasiado baja, dureza desigual)
Deformación y warping (exceso en la tolerancia dimensional, doblado, torsión)
grietas en el tratamiento térmico son principalmente grietas causadas por un temple inadecuado (microgrietas, grietas en los bordes)
Oxidación y decarburización (escalado superficial, suavizado superficial)
Granos gruesos sobrecalentados (fragilidad del material, reducción de la tenacidad)
¿Qué significa tratamiento térmico de calidad ¿cómo se ve?
Piezas tratadas térmicamente calificadas y de alta calidad: dureza uniforme y calificada, estructura de grano fino, sin deformaciones ni grietas, sin oxidación ni decarburización, baja tensión residual, dimensiones estables y resistencia y tenacidad completas y coincidentes.
Cómo usar máquina de tratamiento térmico ?
Determinación de la temperatura de calentamiento
La temperatura de calentamiento se puede determinar según el punto crítico en el diagrama de fases hierro-carbono, y luego aumentarla en 30-50 grados Celsius. Si no hay equipo de control de temperatura, también se puede usar un imán para la verificación. Cuando la temperatura alcanza el punto Curie, el acero pasa de ser un material magnético a uno no magnético, indicando que el acero ha entrado en la región de acero inoxidable austenítico.
¿Cómo determinar si el temple del acero ha sido exitoso?
Después del temple, la apariencia de la pieza es gris-negra. Se puede usar una lima para realizar una prueba de fricción y observar si ocurre deslizamiento. Si el sonido de fricción es nítido y agudo, con solo una línea blanca superficial y sin polvo que caiga, indica que el temple fue exitoso.







