

L'alliage d'aluminium est l'un des matériaux métalliques les plus couramment utilisés dans l'usinage CNC, fabrication de tôles, les pièces structurelles pour l'aérospatiale, les pièces légères pour l'automobile, les composants d'équipements industriels et les boîtiers de produits électroniques. Lors du choix concret des matériaux, 5052, 6061, 7075, ainsi que le 2A21, sont quelques-unes des nuances d'alliage d'aluminium les plus souvent comparées.
Bien qu'ils appartiennent tous à la famille des alliages d'aluminium, il existe des différences notables en termes de résistance mécanique, de dureté, de ductilité, de résistance à la corrosion, de soudabilité et de facilité d'usinage. Pour usinage de l'aluminium, Le choix des matériaux n'a pas seulement une incidence sur les performances des pièces, mais influe aussi directement sur l'efficacité de l'usinage, la durée de vie des outils, la qualité de surface et le coût global de fabrication du projet.
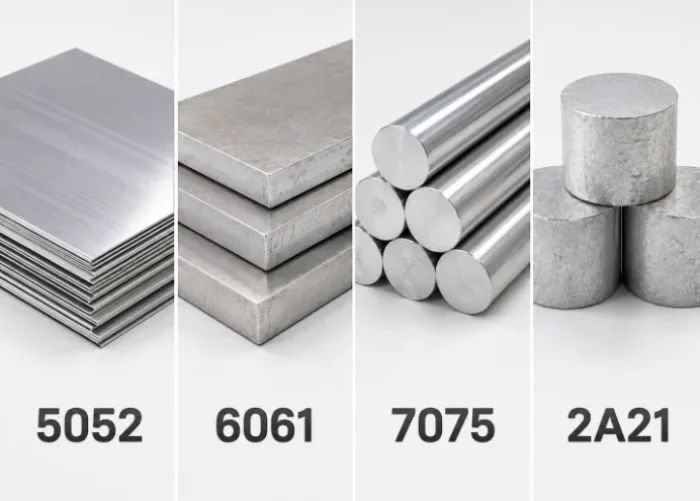
Présentation des alliages d'aluminium 5052, 6061, 7075 et 2A21
Le 5052 appartient à la série des alliages d'aluminium-magnésium 5xxx et constitue un matériau en aluminium typique résistant à la rouille. Sa résistance à la corrosion, sa soudabilité et ses propriétés de formage sont excellentes, ce qui explique son utilisation répandue dans la construction navale, les réservoirs de carburant, les panneaux automobiles, la décoration architecturale, les boîtiers d'équipements électroniques et d'autres domaines.
Le 6061 appartient à la série des alliages d'aluminium-magnésium-silicium 6xxx et figure parmi les alliages d'aluminium de construction les plus couramment utilisés. Dans son état 6061-T6, il allie une bonne résistance mécanique, une bonne résistance à la corrosion, une bonne usinabilité et d'excellents résultats d'anodisation, ce qui en a fait l'un des matériaux polyvalents les plus courants dans Usinage CNC.
Le 7075 appartient à la série des alliages d'aluminium-zinc-magnésium-cuivre 7xxx et est souvent appelé « aluminium aéronautique 7075 ». Sa résistance est bien supérieure à celle des alliages 5052 et 6061, ce qui en fait un matériau important pour l'aérospatiale, les pièces mécaniques haute performance et les pièces structurelles légères, mais sa résistance à la corrosion et sa soudabilité sont relativement faibles.
Le 2A21 appartient à la série des alliages aluminium-cuivre 2xxx et présente une résistance relativement élevée ainsi qu'une bonne capacité de charge. Il est souvent utilisé pour les pièces structurelles aérospatiales, les pièces mécaniques à haute résistance et les composants d'équipements d'ingénierie. Sa teneur en cuivre étant relativement élevée, sa résistance à la corrosion est généralement inférieure à celle des alliages 5052 et 6061 ; il doit donc être associé à des procédés de traitement de surface appropriés.
Compositions chimiques des alliages d'aluminium 5052, 6061, 7075 et 2A21
| Contenu de l'élément (%) | 5052 | 6061 | 7075 | 2A21 | Élément Fonction |
| Al | Équilibre | Équilibre | Équilibre | Équilibre | Métal commun, légèreté et conductivité thermique |
| Mg | 2.2-2.8 | 0.8-1.2 | 2.1-2.9 | ≤ 0,05 | Améliore la résistance mécanique, la résistance à la corrosion et la soudabilité |
| Si | ≤ 0,25 | 0.4-0.8 | ≤ 0,40 | ≤ 0,50 | Améliore les performances de coulée et l'efficacité du durcissement par traitement thermique |
| Zn | ≤0.10 | ≤ 0,25 | 5.1-6.1 | ≤0.10 | Améliore considérablement la résistance ; c'est le principal facteur de renforcement de l'alliage 7075 |
| Cu | ≤0.10 | 0.15-0.40 | 1.2-2.0 | 3.5-4.5 | Améliore la résistance mécanique et la résistance à la chaleur, mais réduit la résistance à la corrosion |
| Mn | ≤0.10 | ≤0.15 | ≤ 0,30 | 0.4-1.0 | Améliore la résistance à la fatigue et la stabilité à haute température |
| Cr | 0.15-0.35 | 0.04-0.35 | 0.18-0.28 | ≤0.10 | Améliore la résistance à la corrosion sous contrainte et la stabilité microstructurale |
| Fe | ≤ 0,40 | ≤0.70 | ≤ 0,50 | ≤ 0,50 | Élément d'impureté ; une teneur excessive réduit la plasticité |
| Ti | - | ≤0.15 | ≤ 0,20 | ≤0.15 | Affine le grain et améliore la stabilité du matériau |
Une partie des données relatives à la composition chimique et aux performances des matériaux mentionnées ci-dessus provient de MatWeb et AZoM.
Le rôle des paramètres de performance mécanique dans l'usinage des alliages d'aluminium
Pour vous aider à mieux comprendre la comparaison des caractéristiques des paramètres qui suivra, j'ai consulté les ingénieurs en matériaux de usinage par soudure. Voici les significations et les fonctions des paramètres de performance mécanique qui sont relativement difficiles à comprendre.
- Résistance à la traction : détermine la capacité du matériau à résister à des charges de traction.
- Limite d'élasticité : détermine la contrainte maximale que le matériau peut supporter avant de subir une déformation permanente.
- Allongement : il reflète la plasticité et la formabilité du matériau.
- Dureté : influe sur la résistance à l'usure, l'usure des outils et la difficulté d'usinage.
- Module d'élasticité : détermine la rigidité structurelle et la stabilité dimensionnelle.
- Densité : influe sur le poids du produit et sur les avantages d'une conception allégée.
- Résistance à la corrosion : elle détermine la durée de vie du matériau dans des environnements humides, exposés au brouillard salin et aux produits chimiques.
- Usinabilité : elle influe directement sur l'efficacité de l'usinage, la qualité de surface et le coût de fabrication.
Comparaison des paramètres de performance mécanique : 5052, 6061, 7075 et 2A21
En recueillant des comparaisons des paramètres de performance des matériaux provenant de Wikipédia En collaboration avec nos fournisseurs de matériaux, nous avons répertorié les paramètres de performance physique et chimique des quatre alliages d'aluminium suivants :
| Paramètre de performance | 5052 | 6061 | 7075 | 2A21 |
| Caractère commun | H32 | T6 | T6/T651 | Trempé et revenu |
| Résistance à la traction | Environ 210 à 260 MPa | Environ 290 à 320 MPa | Environ 500 à 570 MPa | Environ 390 à 480 MPa |
| Limite d'élasticité | Environ 130 à 200 MPa | Environ 240 à 276 MPa | Environ 430-505 MPa | Environ 260 à 300 MPa |
| Élongation | Environ 10%-18% | Environ 8%-17% | Environ 8%-11% | Environ 10%-15% |
| Dureté | Environ 60 cm (h x l) | Environ 95 cm (h x l) | Environ 150 cm (h) | Environ 100 à 120 cm (h x l) |
| Module d'élasticité | Environ 70 GPa | Environ 69 GPa | Environ 71 GPa | Environ 70-72 GPa |
| Densité | Environ 2,68 g/cm³ | Environ 2,70 g/cm³ | Environ 2,81 g/cm³ | Environ 2,78 g/cm³ |
| Usinabilité CNC | Moyenne ; relativement molle et a tendance à coller à l'outil | Excellent ; évacuation stable des copeaux | Bon ; usure relativement importante de l'outil | Bien ; il faut faire attention à la chaleur de coupe |
| Résistance à la corrosion | Excellent | Bon | Pauvre | Moyenne |
| Conductivité électrique | Assez bien | Assez bien | Relativement faible | Moyenne |
| Conductivité thermique | Assez bien | Bon | Relativement faible | Relativement faible |
| Applications d'usinage courantes | Pièces en tôle, boîtiers, réservoirs de carburant, pièces pour bateaux | Éléments de structure, châssis, pièces mécaniques | Pièces aérospatiales, dispositifs de fixation à haute résistance | Éléments porteurs, pièces structurelles pour l'aérospatiale |
Usinage de l'aluminium 5052 : adapté à la résistance à la corrosion et au formage de tôles
Les principaux atouts de l'alliage d'aluminium 5052 résident dans sa résistance à la corrosion et ses excellentes propriétés de formage. En raison de sa teneur relativement élevée en magnésium et du fait qu'il ne repose pas sur un renforcement par le cuivre, il est particulièrement adapté aux environnements marins, aux équipements chimiques et aux pièces en tôle nécessitant des opérations complexes de pliage et d'estampage.
Ce matériau étant relativement tendre, des problèmes d'adhérence de l'outil et de bavures peuvent facilement survenir lors de l'usinage CNC ; il est donc recommandé d'utiliser des outils de coupe bien affûtés et des vitesses de coupe relativement élevées pour l'usinage.
Applications et traitements de surface de l'alliage d'aluminium 5052
Pour que l'aluminium 5052 réponde aux exigences de stabilité, d'esthétique et de fonctionnalité dans divers environnements et conditions de travail, les pièces doivent subir un traitement de surface.
1. Anodisation
Ce procédé est généralement utilisé pour les pièces en alliage d'aluminium 5052 une fois l'usinage terminé. Après nettoyage, dégraissage et activation de la surface, un film d'oxyde dense se forme à la surface de la pièce par réaction électrochimique, conférant à la pièce en aluminium une meilleure résistance à la corrosion et à l'usure. Les pièces typiquement concernées comprennent les boîtiers d'équipements électroniques, les tableaux de bord, les pièces d'intérieur automobile, les panneaux décoratifs et les accessoires de murs-rideaux pour le bâtiment.
2. Sablage
Le sablage utilise des particules de sable ou des billes de verre pour frapper de manière uniforme la surface des pièces usinées en alliage d'aluminium 5052. Il élimine les fines couches d'oxyde de surface, les bavures et les marques d'usinage, conférant ainsi un fin effet mat à la surface de la pièce. Il permet d'améliorer l'adhérence des traitements ultérieurs, tels que l'anodisation ou la peinture par pulvérisation.
Il est principalement utilisé pour les boîtiers électroniques, les panneaux de commande, les boîtiers mécaniques, les caches décoratifs et les pièces d'intérieur automobile.
3. Le brossage
À l'aide de bandes abrasives, de brosses rotatives et d'autres outils, la surface des pièces en aluminium 5052 est poncée dans une direction fixe afin de créer des textures linéaires fines et continues, mettant ainsi en valeur l'aspect métallique de l'alliage d'aluminium. Ce procédé améliore l'aspect esthétique, rehausse la texture du produit et atténue les légères rayures.
Il est couramment utilisé pour les panneaux d'appareils électroménagers, les boîtiers électroniques, les baguettes décoratives automobiles, les panneaux décoratifs architecturaux et les plaques signalétiques.
4. Peinture en poudre
Le revêtement par poudrage est généralement utilisé pour les pièces en alliage d'aluminium 5052 une fois que le formage de la tôle, le soudage ou l'usinage sont terminés. Une fois la surface de la pièce nettoyée, dégraissée et prétraitée, le revêtement en poudre est appliqué par pulvérisation électrostatique, puis cuit à haute température pour former une couche protectrice. Il permet d'améliorer considérablement la résistance aux intempéries, la résistance à la corrosion et la capacité de protection à long terme, tout en offrant un large choix de couleurs.
Il est principalement utilisé pour la construction de murs-rideaux, de panneaux décoratifs extérieurs, de boîtiers d'équipements, de pièces automobiles et d'éléments structurels extérieurs.
5. Passivation chimique
Ce procédé convient aux pièces usinées en alliage d'aluminium 5052 qui doivent conserver leur conductivité électrique et leur précision dimensionnelle. Grâce à une réaction de conversion chimique, un film protecteur fin et uniforme se forme à la surface de la pièce, sans incidence notable sur ses dimensions. Il permet d'améliorer considérablement la résistance à la corrosion.
Il est couramment utilisé pour les boîtiers d'équipements électroniques, les pièces de mise à la terre, les connecteurs électriques, les composants d'équipements de communication et les pièces de tôlerie de précision.
Usinage de l'aluminium 6061 : les performances globales les plus équilibrées
L'alliage 6061 est l'un des alliages d'aluminium les plus couramment utilisés pour l'usinage CNC. Il allie une bonne résistance mécanique, une bonne résistance à la corrosion, une bonne soudabilité et une bonne usinabilité, ce qui explique son utilisation répandue dans les secteurs de la fabrication mécanique et des équipements industriels.
Dans sa version 6061-T6, cet alliage présente une résistance relativement élevée tout en conservant de bonnes performances d'usinage et d'anodisation, ce qui en fait un choix idéal pour l'usinage de pièces structurelles.

Traitements de surface et applications de l'alliage d'aluminium 6061
1. Anodisation
Une fois que les pièces usinées en alliage d'aluminium 6061 ont été nettoyées, dégraissées et soumises à une activation de surface, un film d'oxyde se forme à la surface de la pièce par une réaction électrochimique. Ce procédé permet d'améliorer la résistance à la corrosion, la dureté de surface et l'aspect esthétique, et peut également offrir une finition de couleur naturelle, noire, orange ou dans d'autres teintes selon les besoins. Ce type de traitement est principalement utilisé sur les boîtiers CNC, les panneaux mécaniques, les supports en alliage d'aluminium, les accessoires d'instruments et les pièces structurelles d'équipements électroniques.
2. Anodisation dure
L'anodisation dure convient aux pièces en aluminium 6061 soumises à des exigences élevées en matière de résistance à l'usure et de dureté de surface. Ce procédé permet de former un film d'oxyde plus épais et plus dur à la surface de la pièce, ce qui peut améliorer considérablement la résistance à l'usure et la durée de vie. Il convient aux pièces fonctionnelles soumises à des frottements ou à des assemblages répétés, telles que les glissières mécaniques, les accessoires de rails de guidage, les fixations, les composants d'équipements et les pièces fraisées.
3. Sablage
On utilise des particules de sable fin ou des billes de verre pour grenailler de manière uniforme des pièces en aluminium 6061, ce qui améliore la qualité et l'uniformité de la surface et confère un fin effet mat. Ce traitement est également souvent utilisé comme prétraitement avant l'anodisation ou la peinture au pistolet, ce qui contribue à améliorer l'adhérence des revêtements appliqués par la suite.
Il est principalement utilisé pour les boîtiers CNC, les panneaux de commande, les capots mécaniques, les boîtiers d'instruments et les pièces décoratives en alliage d'aluminium.
4. Peinture en poudre
Le revêtement par poudrage est généralement utilisé pour les profilés en aluminium, les éléments structurels de châssis ou les accessoires usinés en alliage d'aluminium 6061. La pulvérisation électrostatique est appliquée sur la surface de la pièce afin que le revêtement en poudre adhère à celle-ci, puis le tout est cuit à haute température pour former un revêtement plus stable. Ce procédé permet d'améliorer la résistance aux intempéries, la résistance à la corrosion et l'uniformité de l'aspect, tout en offrant de multiples options de couleurs.
Il est principalement utilisé pour les cadres en profilés d'aluminium, les boîtiers d'équipements, les supports industriels, les capots de protection et les éléments structurels destinés à un usage extérieur.
5. Passivation chimique
Sur les pièces en alliage d'aluminium 6061. Grâce à une réaction de conversion chimique, un film protecteur fin et uniforme se forme, avec un impact relativement faible sur les dimensions de la pièce. Parallèlement, ce procédé permet d'améliorer la résistance à la corrosion et de conserver un certain degré de conductivité électrique. Il est couramment utilisé pour les accessoires d'équipements électroniques, les pièces de mise à la terre, les connecteurs électriques, les composants d'équipements de communication et les pièces usinées de précision par CNC.
Usinage de l'aluminium 7075 : adapté aux pièces à haute résistance et légères
L'alliage d'aluminium 7075 est réputé pour sa résistance extrêmement élevée et constitue un matériau essentiel pour l'aérospatiale et la fabrication de pièces mécaniques haute performance.
Sa résistance est proche de celle de certains aciers tout en conservant une densité relativement faible, ce qui le rend particulièrement adapté aux constructions légères. Cependant, comme sa résistance à la corrosion et sa soudabilité sont faibles, des traitements de surface supplémentaires et des méthodes d'assemblage mécanique sont généralement nécessaires.

Applications et traitements de surface de l'alliage d'aluminium 7075
1. Anodisation dure
L'anodisation dure est souvent utilisée pour les pièces en alliage d'aluminium 7075 une fois l'usinage terminé. Grâce à une réaction électrochimique, un film d'oxyde relativement épais et dur se forme à la surface de la pièce, ce qui permet d'améliorer considérablement la dureté de surface, la résistance à l'usure et la résistance à la corrosion. Les pièces typiquement concernées comprennent les pièces structurelles aérospatiales, les fixations de précision, les connecteurs mécaniques, les accessoires d'équipements sportifs et les pièces usinées CNC à haute résistance.
2. Revêtement par conversion chimique
Le revêtement par conversion chimique convient aux pièces usinées en alliage d'aluminium 7075 qui nécessitent une protection contre la corrosion tout en conservant leur conductivité électrique. Grâce à une réaction chimique, un film protecteur fin et uniforme se forme à la surface de la pièce, avec un impact minime sur les dimensions, ce qui le rend adapté aux pièces d'assemblage de précision. Il est couramment utilisé pour les pièces structurelles d'aéronefs, les pièces de support d'équipements électroniques, les pièces de mise à la terre, les connecteurs et les pièces usinées de précision.
3. Nickelage
Le nickelage consiste à déposer une couche de nickel sur la surface des pièces en alliage d'aluminium 7075 afin d'améliorer leur résistance à l'usure, leur résistance à la corrosion et leur capacité de résistance à la fatigue. Ce procédé convient aux pièces soumises à des exigences élevées en matière de résistance de surface et de durée de vie à long terme. Il est principalement utilisé pour les fixations à haute résistance, les composants de transmission mécanique, les connecteurs, les pièces d'outillage et les pièces structurelles résistantes à l'usure.
4. Revêtement en PTFE
Le revêtement en PTFE est souvent utilisé pour les pièces en alliage d'aluminium 7075 qui nécessitent une réduction du frottement et une amélioration des performances de mouvement. Ce revêtement permet de réduire la résistance au frottement de surface et d'améliorer les performances de glissement ainsi que la résistance à l'usure des pièces. Il est principalement appliqué sur les composants coulissants, les accessoires d'équipements sportifs, les pièces de vélo, les pièces de guidage et les composants mécaniques légers.
5. Peinture
La peinture est généralement utilisée pour les pièces esthétiques ou structurelles usinées en alliage d'aluminium 7075. Une fois la surface de la pièce nettoyée et prétraitée, une couche de peinture est appliquée par pulvérisation, ce qui permet d'offrir une protection supplémentaire contre la corrosion tout en assurant l'identification par la couleur et en apportant un aspect décoratif.
Il est couramment utilisé pour les pièces structurelles d'avions, les pièces d'équipements sportifs, les cadres de vélo, les composants de clubs de golf et les pièces décoratives.
Usinage de l'aluminium 2A21 : adapté aux structures porteuses et aux pièces à haute résistance
L'alliage d'aluminium 2A21 présente une résistance relativement élevée et une bonne capacité de charge ; il est souvent utilisé pour l'usinage de pièces structurelles destinées à l'aérospatiale, de supports porteurs, de connecteurs mécaniques et de pièces d'équipements techniques. Sa teneur en cuivre étant relativement élevée, sa résistance à la corrosion est moyenne ; un traitement de surface est donc généralement nécessaire avant et après l'usinage, le formage ou l'assemblage afin d'améliorer la protection contre la corrosion et d'assurer une utilisation stable à long terme.
1. Anodisation
L'anodisation est souvent utilisée pour les pièces en alliage d'aluminium 2A21 une fois l'usinage terminé. Parmi les applications typiques, on peut citer les structures de châssis aérospatiaux, les supports de charge, les connecteurs mécaniques, les supports de fixation à haute résistance et les éléments structurels d'équipements techniques.
2. Traitement Alclad
Ce procédé est utilisé pour les tôles ou les pièces formées en alliage d'aluminium 2A21. En appliquant en surface du matériau de base une couche d'aluminium pur ou d'un alliage d'aluminium présentant une meilleure résistance à la corrosion, on améliore la capacité globale de protection contre la corrosion du matériau. Ce procédé est principalement utilisé avant l'usinage des tôles ou pendant la phase de formage, et il convient aux pièces structurelles soumises à des exigences élevées en matière de résistance à la corrosion. Il est principalement utilisé pour les revêtements d'aéronefs, les pièces de structure d'aéronefs, les pièces structurelles en tôle fine, les panneaux porteurs et les capots d'équipements techniques.
3. Passivation chimique
La passivation chimique convient aux pièces usinées en alliage d'aluminium 2A21 qui doivent conserver leur précision dimensionnelle. Elle améliore la résistance à la corrosion de la surface de la pièce.
Il est couramment utilisé pour les connecteurs mécaniques, les supports de fixation, les équerres de précision, les accessoires aérospatiaux et les pièces structurelles d'équipements techniques.
4. Revêtement par électrophorèse
Le revêtement par électrophorèse est généralement utilisé pour les pièces en alliage d'aluminium 2A21. Une fois les pièces nettoyées, dégraissées et prétraitées, le revêtement est déposé de manière uniforme sur la surface sous l'action d'un champ électrique, puis durci pour former une couche dense, ce qui permet d'améliorer la résistance aux intempéries et la capacité de protection à long terme.
Il est principalement utilisé pour les éléments structurels d'équipements techniques, les supports porteurs, les carters mécaniques, les plaques de fixation, les pièces automobiles et les éléments structurels auxiliaires dans le secteur aérospatial.
5. Peinture
Pièces structurelles et esthétiques en alliage d'aluminium 2A21 après peinture. Ce traitement améliore la résistance à la corrosion, rehausse l'aspect esthétique et facilite l'identification des couleurs. Il est couramment utilisé pour les pièces structurelles aérospatiales, les pièces de machines d'ingénierie, les supports de fixation à haute résistance, les supports d'équipement et les pièces porteuses exposées.

Recommandations concernant les matériaux pour différents cas d'usinage
Peut-être avez-vous également des besoins en matière de fabrication d'accessoires connexes. Consultez le tableau ci-dessous pour voir si les choix de matériaux utilisés pour plusieurs types d'accessoires que notre entreprise a déjà souvent usinés peuvent répondre à vos besoins.
| Composant | Matériau recommandé |
| Navires, réservoirs de carburant, équipements chimiques | 5052 |
| Pièces structurelles usinées par commande numérique, châssis d'équipements | 6061 |
| Pièces aérospatiales, dispositifs de fixation à haute résistance | 7075 |
| Éléments structurels porteurs, structures aérospatiales | 2A21 |
5052, 6061, 7075 et 2A21 : comment choisir le bon matériau ?
- Si votre projet exige une excellente résistance à la corrosion, une bonne soudabilité et une bonne aptitude au pliage, optez d'abord pour l'alliage 5052.
- Si vous recherchez un équilibre entre performances globales, facilité d'usinage et coût raisonnable, optez d'abord pour l'alliage 6061.
- Si vous recherchez une résistance extrêmement élevée et une conception légère, optez d'abord pour le 7075.
- Si l'on a besoin d'éléments structurels porteurs à haute résistance ou pour des applications aérospatiales, l'alliage 2A21 peut être envisagé.
Conclusion
Dans le domaine de l'usinage de l'aluminium, il n'y a pas de supériorité ou d'infériorité absolue entre les alliages 5052, 6061, 7075 et 2A21. Tout dépend des exigences spécifiques de l'application, de l'environnement d'utilisation et du budget.
Dans le cadre de projets d'usinage CNC, un choix judicieux des alliages d'aluminium permet non seulement d'améliorer les performances du produit et d'éviter les cas où la norme de qualité du matériau est trop élevée, mais aussi de réduire les coûts d'usinage, de limiter l'usure des outils et d'améliorer la fiabilité globale ainsi que la durée de vie du produit. Si vous souhaitez également en savoir plus sur l'usinage des alliages d'aluminium ou connaître le budget de développement de votre projet, vous pouvez laissez un message pour notre équipe du service après-vente de l'usinage Weldo.

FAQ
Quel est le coût des matériaux le plus élevé parmi les alliages d'aluminium 5052, 6061, 2A21 et 7075 ?
Parmi ces quatre alliages d'aluminium, les coûts des matières premières des alliages 5052 et 6061 sont relativement bas. Parmi celles-ci, le 6061 bénéficie d'un approvisionnement plus large et d'un coût global plus stable ; le coût du 2A21 est généralement plus élevé que celui des alliages 5052 et 6061, et comme sa résistance à la corrosion est plus faible, les coûts liés aux traitements de protection ultérieurs peuvent augmenter ;
Le 7075 est le plus coûteux, principalement en raison de ses performances de haute résistance, de la qualité du matériau et des exigences d'usinage. Par conséquent, du point de vue du coût, le classement général est généralement le suivant : 5052 ≈ 6061 < 2A21 < 7075.
Quels sont les coûts d'usinage CNC de l'aluminium 5052, 6061, 2A21 et 7075 ?
Les coûts d'usinage CNC de ces quatre matériaux dépendent principalement de la dureté du matériau, des performances de coupe, de l'usure des outils, de l'efficacité de l'usinage et du taux de rendement. Dans l'ensemble, le 6061 présente le coût d'usinage CNC le plus bas, avec de bonnes performances de coupe, un matériau stable et une faible usure des outils, ce qui le rend adapté à l'usinage en série ; le coût du 5052 est légèrement supérieur à celui du 6061 car ce matériau est relativement tendre, a tendance à coller à l'outil et est également plus susceptible de se déformer lors de l'usinage de pièces à parois minces ;
Quels procédés d'usinage sont compatibles avec les alliages d'aluminium 5052, 6061, 2A21 et 7075 ?
Les alliages 5052, 6061, 7075 et 2A21 peuvent tous être soumis à des opérations de découpe, de perçage, de taraudage, d'usinage CNC et de traitement de surface, mais les procédés applicables ont chacun leurs spécificités.
Le 5052 est plus adapté au formage, au pliage et au soudage de la tôle ;
Le 6061 offre la meilleure adaptabilité à l'usinage et convient à l'usinage CNC, extrusion, le soudage et l'usinage de pièces de structure ;
Le 7075 est principalement utilisé pour l'usinage de précision CNC à haute résistance et ne convient pas aux opérations de soudage complexes ni au formage à grande échelle ;
Le 2A21 convient à l'usinage de pièces structurelles porteuses, de raccords et de sièges de fixation ; il doit généralement être associé à un traitement de surface anticorrosion.








{kind=link}
{kind=link}