









Caractéristiques du matériau ABS et compatibilité avec l'usinage CNC
L'ABS (copolymère d'acrylonitrile-butadiène-styrène), un plastique technique couramment utilisé dans l'industrie de la construction. Usinage CNCL'ABS a une densité de 1,04-1,06 g/cm³, une température de fusion de 200-250℃, et combine la résistance structurelle avec les avantages de la légèreté. Il présente également une excellente stabilité dimensionnelle, ce qui en fait un matériau de base idéal pour les pièces en ABS usinées par CNC.
Propriétés mécaniques et avantages de la transformation
Les pièces en ABS usinées par CNC présentent une excellente résistance aux chocs (résistance aux chocs entaillés de 20 à 40 kJ/m²) et une bonne rigidité. Elles ont une bonne capacité à briser les copeaux pendant la coupe, évitant ainsi les longs copeaux du polyéthylène et les graves problèmes d'usure des outils du polyoxyméthylène, ce qui les rend particulièrement adaptées à la fabrication de pièces de précision soumises à des charges d'impact.
Impact de la modification des matériaux sur l'usinage
L'impact de la modification des matériaux sur les pièces en ABS usinées à la CNC doit faire l'objet d'une attention particulière : L'ABS renforcé de fibres de verre augmente la résistance mais aggrave l'usure des outils ; l'ABS ignifugé contenant des retardateurs de flamme halogénés peut corroder l'équipement, ce qui nécessite un nettoyage rapide des débris après l'usinage.
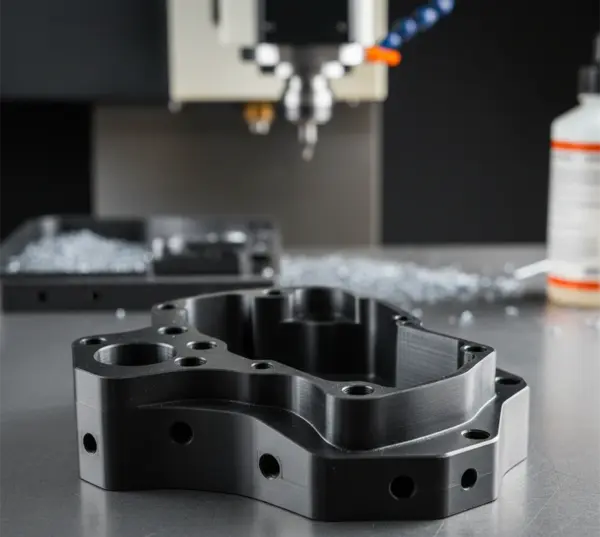
Cas de production : Usinage de précision du boîtier principal de l'unité du joystick (ABS)
Ce projet de pièce, le boîtier principal de l'unité Joystick, a une quantité de production de 500 unités. Le matériau utilisé est un mélange ABS + PC, avec une finition de surface noire mate.
En ce qui concerne l'usinage, une combinaison de technologies d'usinage CNC à cinq axes et à trois axes a été utilisée. Tout d'abord, l'usinage CNC à 5 axes a été utilisé pour fraiser et percer des trous sur le fond et le périmètre extérieur du boîtier, ainsi que pour arrondir les bords afin d'améliorer la sensation du boîtier. L'avantage de l'usinage 5 axes est qu'il permet d'usiner des pièces sous plusieurs angles, et qu'il est particulièrement adapté pour traiter des surfaces courbes complexes sur les bords des boîtiers en ABS, en garantissant la précision de la forme et de la position des trous sur les parties inférieures et extérieures.
Après l'usinage 5 axes, une machine-outil CNC 3 axes a été utilisée pour fraiser avec précision la structure interne du boîtier. La raison pour laquelle l'usinage à cinq axes a été effectué en premier, puis l'usinage à trois axes, est basée sur des considérations d'optimisation du processus d'usinage et de coût. L'usinage à cinq axes prend du temps lorsqu'il s'agit de pièces complexes, tandis que l'usinage à trois axes est plus efficace lorsqu'il s'agit de structures internes relativement régulières. Cette séquence de traitement réduit efficacement le temps consacré à l'usinage 5 axes, ce qui permet aux clients d'économiser des coûts de traitement. Simultanément, l'augmentation du nombre de machines à 3 axes améliore encore la vitesse de livraison.
Ce cas démontre pleinement la stratégie d'application de la technologie d'usinage CNC dans la fabrication de pièces de précision en ABS. En combinant rationnellement les processus d'usinage à 5 et 3 axes, les coûts et l'efficacité sont optimisés tout en garantissant la qualité des pièces.



Optimisation du processus d'usinage CNC pour les pièces en ABS
Le contrôle précis des paramètres du processus est essentiel pour obtenir des pièces en ABS usinées par CNC de haute qualité. Les outils en acier rapide ou en carbure sont recommandés ; les outils en carbure sont particulièrement adaptés à l'usinage par lots ou à l'usinage d'ABS renforcé.
Optimisation des paramètres de coupe
Les paramètres de coupe des pièces en ABS usinées par CNC suivent le principe "haute vitesse, faible avance" : vitesse de la broche 1500-3000 tr/min, vitesse d'avance 0,1-0,3 mm/r, profondeur de coupe ≤0,5 mm, afin de réduire l'accumulation de chaleur et d'éviter la fonte du matériau.
Planification des trajectoires d'usinage
Pour les pièces en ABS usinées par CNC, la coupe en couches est nécessaire pour contrôler les forces de coupe. Pour les cavités complexes, la coupe hélicoïdale est utilisée pour éviter la rupture de l'outil. L'optimisation du parcours de l'outil réduit les déplacements à vide. Par exemple, le fraisage de contour est utilisé dans l'usinage des boîtiers de téléphones portables pour améliorer la qualité de la surface.
Refroidissement et enlèvement des copeaux
Le refroidissement par air comprimé est suffisant pour Pièces en ABS usinées CNC l'usinage. Pour les cavités profondes, une méthode de fraisage par picotage est nécessaire pour éliminer les copeaux et éviter l'accumulation qui pourrait entraîner des erreurs d'usinage.
Contrôle de la précision et normes de tolérance pour les pièces en ABS
Le contrôle de la précision des pièces en ABS usinées par CNC nécessite de prendre en compte le prétraitement des matériaux, les processus d'usinage et les méthodes d'inspection. L'ABS doit être séché à 80℃ pendant 2 à 4 heures avant l'usinage, ce qui permet de réduire la teneur en humidité de 0,2-0,4% à moins de 0,1% et d'améliorer la stabilité de l'usinage.
Sélection du degré de tolérance
Les pièces en ABS usinées par CNC utilisent généralement ISO 2768 Tolérances de qualité M (±0,1 mm pour les dimensions linéaires ≤30 mm). Les pièces de précision utilisent des tolérances de qualité F (±0,05 mm). En raison du coefficient élevé de dilatation thermique de l'ABS (8×10-⁵/℃), la température de l'environnement de traitement doit être contrôlée à ±2℃.
Compensation des erreurs d'usinage
Pour les pièces en ABS usinées par CNC, les mesures de compensation des erreurs d'usinage comprennent l'utilisation de montages rigides pour améliorer le support, l'optimisation des paramètres de coupe pour réduire les forces de coupe, et l'utilisation de la coupe en couches pour libérer les contraintes internes. Pour les structures à parois minces, il est recommandé de procéder à un fraisage en avalant avec une vitesse d'avance réduite.
Méthodes d'inspection de la qualité
En plus des outils de mesure conventionnels, une machine à mesurer tridimensionnelle (MMT) peut être utilisée pour contrôler les surfaces courbes complexes sur les pièces en ABS usinées par CNC. L'ABS présentant une relaxation des contraintes, il est recommandé d'attendre 24 heures après l'usinage avant de procéder à l'inspection, le temps que les dimensions se stabilisent.
Solutions de finition de surface et d'amélioration de l'apparence
Finition de la surface L'état de surface des pièces en ABS usinées par CNC affecte l'esthétique et les performances du produit. Le sablage permet d'obtenir une rugosité de surface de Ra 1,6-3,2μm, d'éliminer les marques d'outils et de fournir un substrat pour l'adhérence du revêtement.
Processus d'enduction
Il est recommandé d'utiliser des revêtements acryliques ou polyuréthanes pour les pièces en ABS usinées par CNC. Les produits très brillants utilisent un système à trois couches "apprêt + peinture couleur + couche transparente", permettant d'obtenir un effet miroir avec Ra≤0,8μm après polissage. Une gravure au plasma ou un traitement à la flamme est nécessaire avant le revêtement pour activer la surface et améliorer l'adhérence du revêtement.
Effets de surface spéciaux
Les pièces en ABS usinées par CNC peuvent obtenir une texture métallique grâce au placage sous vide, des textures complexes grâce à la technologie de décoration dans le moule (IMD) et des revêtements antibactériens pour les applications médicales afin de répondre aux exigences antibactériennes permanentes.
Contrôle de la qualité de la surface
La qualité de la surface des pièces en ABS usinées par CNC doit être contrôlée en ce qui concerne la rugosité, la différence de couleur (ΔE≤1,5), l'adhérence (test de coupe transversale ≥4B) et la résistance aux intempéries. Des échantillons standards doivent être réalisés avant la production de masse, et des tests de vieillissement aux UV sont nécessaires pour les applications extérieures.

Cas d'application typiques et solutions industrielles
Les matériaux ABS sont largement utilisés dans de nombreuses industries. Dans l'industrie électronique, les boîtiers de smartphones et les composants structurels d'ordinateurs portables sont usinés à partir de feuilles d'ABS de 1,5 mm d'épaisseur afin d'obtenir des surfaces courbes tridimensionnelles complexes et des trous d'interface. La surface est traitée par sablage et pulvérisation mate, ce qui permet d'équilibrer la légèreté et la sensation tactile.
Industrie automobile
Les pièces en ABS sont largement utilisées dans les intérieurs automobiles, tels que les tableaux de bord, les panneaux de porte et les consoles centrales. Le support de la console centrale d'un véhicule à énergie nouvelle est usiné à partir d'un alliage ABS+PC, avec une tolérance d'assemblage de 0,05 mm. Des dispositifs d'adsorption sous vide sont utilisés pendant l'usinage pour éviter la déformation des parois minces.
Domaine de l'équipement médical
Les pièces en ABS de qualité médicale doivent répondre à des exigences élevées en matière de précision et de biocompatibilité. Un plateau d'instruments chirurgicaux est usiné en ABS de qualité alimentaire, avec une surface qui peut résister à une stérilisation à haute température de 134℃ et qui a passé avec succès l'épreuve de la stérilisation à haute température. ISO 10993 les essais de biocompatibilité.
Solutions spécifiques à l'industrie
Le matériau ABS offre des solutions spécifiques à l'industrie : Les composants structurels légers pour l'aérospatiale utilisent une conception topologique optimisée ; les coques de protection à haute résistance pour l'industrie de la sécurité présentent une meilleure résistance aux chocs grâce à des nervures de renforcement spéciales. Un système hybride CNC et Impression 3D est adapté à la production rapide de petits lots de pièces complexes.
Résumé
Cet article développe systématiquement les points techniques clés de l'usinage CNC des pièces en ABS, notamment les propriétés du matériau ABS (densité 1,04-1,06 g/cm³, résistance aux chocs 20-40 kJ/m²), les paramètres d'usinage (vitesse 1500-3000 tr/min, vitesse d'avance 0,1-0,3 mm/r) et les applications industrielles (boîtiers électroniques, intérieurs d'automobiles, etc.). Elle met également l'accent sur la production de coques ABS CNC de haute qualité grâce à l'optimisation des processus et au contrôle de la précision (tolérance de ±0,1 mm au niveau ISO m).

FAQ des pièces en ABS usinées en CNC
Quelles sont les exigences en matière de pureté des matériaux pour l'usinage CNC de pièces en ABS ?
La pureté du matériau est cruciale. Un taux élevé d'impuretés accélère l'usure de l'outil, affecte la précision et provoque des défauts de surface. Il convient de sélectionner un matériau ABS de grande pureté et de qualité stable pour garantir la qualité des pièces.
Comment choisir les outils de coupe pour l'usinage CNC de pièces en ABS ?
L'ABS est mou. Utiliser des outils de coupe spécialisés et tranchants pour le plastique, tels que des fraises spirales à double tranchant, afin de réduire les forces de coupe, d'éviter les déformations et les bavures, d'améliorer l'enlèvement des copeaux et d'accroître l'efficacité et la qualité.
Quel est le niveau de précision pour l'usinage CNC de pièces en ABS ?
La précision est généralement de ±0,05 mm, voire plus. Elle est influencée par divers facteurs ; l'optimisation peut garantir la précision.
Comment effectuer un traitement de surface sur des pièces en ABS usinées par CNC ?
Le revêtement par pulvérisation peut modifier la couleur et augmenter la résistance à l'usure et à la corrosion ; galvanoplastie La sérigraphie et le marquage à chaud permettent d'ajouter des marques et des motifs.
Pour la production de petites séries, quels sont les avantages de l'usinage CNC des pièces en ABS par rapport au moulage par injection ?
Aucun moule n'est nécessaire, le cycle est plus court, la livraison est plus rapide ; les coûts des moules sont réduits, les coûts sont réduits et les risques sont contrôlés ; flexible, s'adapte aux changements de conception.








