
A Clapet anti-retour en 316L est un composant de contrôle de débit unidirectionnel utilisé dans les systèmes où le retour d'eau, la contamination ou l'instabilité de la pression ne sont pas acceptables. Lorsqu'il est fabriqué par Usinage CNCCe type de vanne offre une précision dimensionnelle, une qualité de surface et une fiabilité d'étanchéité bien supérieures à celles des vannes à usage général ou des vannes moulées.
D'un point de vue technique, un clapet anti-retour n'est pas un simple accessoire de tuyauterie, mais un élément essentiel de la chaîne de production. composant fonctionnel de précision dont les performances dépendent de la sélection des matériaux, de la qualité de l'usinage, du traitement de surface et du contrôle global du processus.

Pourquoi 316L est-il utilisé pour les composants des clapets anti-retour ?
Avant d'aborder la structure et les processus de fabrication, il est important de comprendre pourquoi l'acier inoxydable 316L est si largement spécifié pour les clapets anti-retour. Dans les systèmes industriels réels, le matériau doit résister à la corrosion, à la pression, aux variations de température et aux charges cycliques à long terme, et l'acier inoxydable 316L offre un équilibre fiable entre la résistance à la corrosion, la stabilité mécanique et la durabilité à long terme.
L'acier inoxydable 316L est largement utilisé en raison de.. :
- Excellente résistance à la corrosion chimique et aux chlorures
- Faible teneur en carbone, réduisant le risque de corrosion intergranulaire après usinage ou soudage
- Propriétés mécaniques stables sous pression et cycles thermiques
C'est pourquoi le 316L est couramment spécifié dans les équipements pharmaceutiques, les systèmes chimiques, les pipelines de haute pureté et les machines de qualité alimentaire.
Autres matériaux courants pour les clapets anti-retour et leurs applications
Bien que le 316L soit un matériau très performant et largement utilisé, ce n'est pas toujours le choix le plus économique ou le plus nécessaire. Dans les projets réels, les ingénieurs sélectionnent les matériaux en fonction du type de fluide, de la pression, de la température, des exigences de propreté, des objectifs de coût et du niveau de risque acceptable.
- Acier inoxydable 304 : Utilisé dans le traitement de l'eau, l'équipement alimentaire, CVCet les systèmes industriels généraux présentant une légère corrosion. Il est plus économique mais nettement moins résistant aux chlorures que le 316L.
- Laiton: Largement utilisés dans l'eau, l'air et les systèmes légers en raison de leur bonne usinabilité et de leur faible coût, mais ils ne conviennent pas aux environnements agressifs, à haute température ou à haute pureté.
- Acier au carbone: Courant dans les systèmes pétroliers et gaziers, les systèmes à vapeur et les systèmes hydrauliques où la solidité et la résistance à la pression sont essentielles, mais qui nécessitent un revêtement ou un traitement pour la protection contre la corrosion.
- Alliages spéciaux (Duplex, Inconel, HastelloyMonel) : Utilisé dans des environnements extrêmes où les aciers inoxydables standard sont insuffisants, malgré leur coût élevé et leur difficulté d'usinage.
- Plastiques techniques (PVC, PVDF, PTFE, PEEK): Utilisé dans les systèmes de dosage de produits chimiques et les systèmes ultra-purs pour leur résistance aux produits chimiques et leur absence de contamination,
À l'exception du PTFE, qui présente une plus grande adhérence des matériaux et nécessite des outils de coupe et des paramètres spécifiques, Le PVC, le PVDF et le PEEK présentent une excellente usinabilité.. Les tours et centres d'usinage à commande numérique permettent de réaliser des opérations de fraisage, de tournage, d'alésage et de rainurage de haute précision pour fabriquer des structures de vannes complexes telles que des cônes d'étanchéité, des canaux d'écoulement, des brides, des filetages et des chambres de vannes. Ces matériaux permettent des tolérances dimensionnelles serrées et des finitions de surface bien contrôlées, ce qui les rend idéaux pour la production de vannes non standard personnalisées et en petites séries.
Excellente résistance chimique
- PVC: Economique et résistant aux acides courants, aux alcalis et aux solutions salines inorganiques, il convient aux vannes de produits chimiques généraux et aux vannes d'alimentation en eau.
- PVDF: Résistant aux milieux fortement oxydants et à certains solvants organiques, avec une meilleure résistance mécanique et une meilleure résistance aux intempéries que le PVC ; largement utilisé dans les systèmes de valves de dosage et de produits chimiques fins.
- PTFE: Offre une résistance chimique quasi universelle aux acides forts, aux alcalis et aux solvants organiques ; c'est un matériau classique pour les sièges de soupapes et les composants d'étanchéité.
- PEEK: Résiste aux températures et pressions élevées, ainsi qu'aux produits chimiques agressifs ; propriétés mécaniques proches de celles du métal, convient aux vannes de précision haut de gamme pour les produits chimiques et les hautes pressions.
Usinage de grandes vannes Les vannes fabriquées à partir de ces matériaux ne réagissent pas avec le fluide transporté, ne rouillent pas et ne s'écaillent pas, ce qui leur permet d'être plus performantes que les vannes métalliques classiques dans les environnements hautement corrosifs.
Pureté et propreté élevées pour les systèmes sanitaires
Ces matériaux sont chimiquement stables, sans lixiviation ionique ni contamination. Les surfaces usinées CNC sont lisses et sans angles morts, faciles à nettoyer et sans résidus, ce qui les rend bien adaptées aux systèmes pharmaceutiques, à l'eau ultrapure des semi-conducteurs, aux aliments et boissons, et aux systèmes chimiques de qualité électronique.
Autolubrification et faible friction
Le PTFE, le PVDF et le PEEK possèdent des propriétés autolubrifiantes inhérentes. Lorsqu'ils sont usinés dans les sièges de vannes, les noyaux et les joints, ils permettent un faible couple de fonctionnement, un actionnement en douceur et une usure minimale, ce qui garantit une étanchéité fiable à long terme, même dans des conditions de fonctionnement sans huile et propres.
Pourquoi l'usinage CNC est-il préférable pour les composants de vannes ?
Une fois le matériau choisi, le processus de fabrication devient la décision critique suivante, car il détermine directement la précision, la fiabilité de l'étanchéité et la cohérence à long terme. Pour les applications exigeantes, l'usinage CNC est préférable au moulage ou au simple formage.
L'usinage CNC est directement contrôlé :
- Géométrie de la surface d'étanchéité :
La planéité, la rondeur et la précision du profil de la surface d'étanchéité déterminent si la vanne peut obtenir une étanchéité stable, reproductible et sans fuite à long terme. Des écarts géométriques, même minimes, peuvent entraîner des micro-fuites, des contraintes de contact inégales et une usure accélérée. - Coaxialité et concentricité :
L'alignement correct entre le corps de vanne, le siège et les composants mobiles assure une ouverture et une fermeture en douceur et empêche les charges latérales, les vibrations et l'usure anormale pendant le fonctionnement. - Finition de la voie d'écoulement interne :
Une surface interne lisse et bien contrôlée réduit la résistance à l'écoulement, les turbulences et l'accumulation de particules, ce qui est particulièrement important dans les systèmes d'écoulement à haute pureté, hygiéniques ou à haut rendement. - Précision du filetage et de la connexion :
La précision des filetages et des interfaces de connexion garantit un assemblage fiable, une étanchéité stable avec les composants correspondants et une résistance à long terme au desserrage causé par les vibrations ou les cycles thermiques.
Par rapport aux pièces moulées, les composants usinés par CNC ont une structure plus dense, des tolérances plus étroites et des performances à long terme beaucoup plus prévisibles.

Structure typique d'un clapet anti-retour en 316L usiné par CNC
Pour comprendre comment la qualité de l'usinage influe sur les performances, il est utile d'examiner la composition d'un clapet anti-retour typique usiné par CNC et les pièces dont la fonction est critique.
Un clapet anti-retour en 316L usiné CNC est généralement composé de.. :
- Corps de vanne : La structure portante principale définit la résistance, la pression nominale et la géométrie de la voie d'écoulement interne.
- Siège de soupape : L'interface d'étanchéité du noyau, dont l'état de surface et la concentricité déterminent directement les performances d'étanchéité à long terme.
- Disque / bille / clapet : L'élément mobile qui contrôle l'ouverture et la fermeture, influençant la vitesse de réponse, la stabilité et le comportement à l'usure.
- Printemps (le cas échéant) : Définit la pression de fissuration et la force de fermeture, et sa durée de vie influe directement sur la cohérence à long terme.
- Extrémités de connexion : Caractéristiques filetées ou à brides qui influencent la stabilité de l'installation, la résistance aux vibrations et la fiabilité de l'étanchéité.
Facteurs de performance déterminés par la qualité de l'usinage
Même avec le bon matériau et la bonne structure, les performances finales sont toujours déterminées par la précision de l'usinage et le contrôle des processus, et de nombreuses défaillances sur le terrain peuvent être attribuées à des écarts de fabrication minimes mais critiques.
Les facteurs clés sont les suivants :
- La rugosité de la surface du siège → affecte l'étanchéité et le risque de fuite
- La tolérance du diamètre de guidage → affecte la stabilité du mouvement et le taux d'usure
- Précision géométrique → influence sur la durée de vie et la fiabilité à long terme
- Finition de la surface interne → affecte la résistance à l'écoulement, la propreté et l'accumulation de particules
Un mauvais contrôle dans l'un de ces domaines peut entraîner des fuites précoces, une pression d'ouverture instable ou une défaillance prématurée.
Domaines d'utilisation des clapets anti-retour usinés CNC
L'usinage CNC améliorant considérablement la précision et la fiabilité, ce type de clapet anti-retour est généralement utilisé dans des systèmes où une fuite, une contamination ou une défaillance aurait de graves conséquences en termes de sécurité, de qualité ou d'économie.
Les applications typiques sont les suivantes
- Systèmes chimiques et pétrochimiques
- Équipements pharmaceutiques et biotechnologiques
- Lignes de traitement des aliments et des boissons
- Systèmes d'eau et de gaz de haute pureté
- Équipements marins et offshore
Composants de clapets de non-retour usinés CNC ou coulés
Dans de nombreux projets, les ingénieurs et les acheteurs doivent choisir entre des composants de vannes usinés par CNC et des composants moulés, et ce choix a une incidence directe sur la fiabilité, la durée de vie et les coûts de maintenance à long terme.
| Objet | Usiné CNC | Cast |
|---|---|---|
| Précision dimensionnelle | Haut | Moyen |
| Structure interne | Dense | Porosité possible |
| Fiabilité de l'étanchéité | Haut | Moyen |
| Finition de la surface | Bon | Plus rude |
| Stabilité du processus | Haut | Plus bas |
| Utilisation typique | Systèmes critiques | Systèmes généraux |

Options de traitement de surface pour les vannes fabriquées à partir de différents matériaux
Après l'usinage, le traitement de surface devient une étape critique car il affecte directement la résistance à la corrosion, le comportement à l'usure, la nettoyabilité et la stabilité à long terme, en particulier dans les environnements chimiques, alimentaires et pharmaceutiques.
- Acier inoxydable (316L, 304, Duplex) : Polissage mécanique, électropolissage, passivation, décapage pour améliorer la résistance à la corrosion et la nettoyabilité.
- Acier au carbone : Peinture, revêtement époxy, phosphatation, oxyde noir, zingage ou nickelage pour la protection contre la corrosion.
- Laiton: Nickelage, chromage, revêtement transparent pour améliorer la résistance à l'oxydation et la dureté de la surface.
- Aluminium: Anodisation ou anodisation dure, peinture ou revêtement en poudre pour la résistance à l'usure et à la corrosion.
- Alliages spéciaux : Principalement le polissage et la passivation pour restaurer la résistance à la corrosion après l'usinage ou le soudage.
Éléments d'inspection des soupapes usinés CNC
L'inspection de la qualité permet de s'assurer que les vannes usinées CNC répondent aux exigences en matière de conception, de matériaux et de normes internationales pour une étanchéité fiable et un fonctionnement sûr.
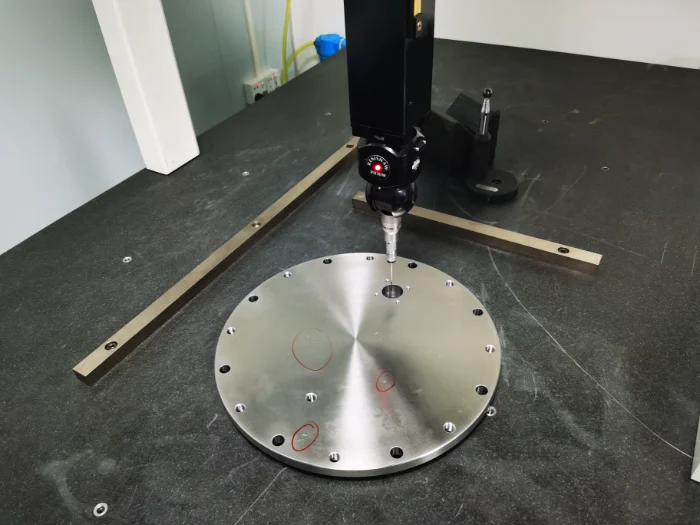
Précision dimensionnelle et géométrique
Inspecter les dimensions critiques telles que l'alésage du corps du robinet, l'alésage du siège, l'orifice de la tige et l'espacement des orifices de la bride. Les contrôles clés comprennent la concentricité, la circularité, la planéité et les tolérances d'ajustement (généralement H7/h6), mesurées à l'aide de pieds à coulisse, de jauges d'alésage ou d'instruments de mesure. CMM.
Qualité de surface
Vérifiez la rugosité des surfaces d'étanchéité, des zones d'accouplement de la tige et des passages d'écoulement internes. Les surfaces d'étanchéité des sièges de soupape nécessitent généralement un Ra de 0,4 à 1,6 μm, tandis que les surfaces usinées non étanches ont généralement un Ra de 3,2 à 6,3 μm. Une inspection visuelle est nécessaire pour détecter les marques d'outils, les bavures, les rayures et les dommages.
Matériau et dureté
Vérifier la qualité du matériau (par exemple 304, 316, WCB, laiton). Les essais au spectromètre PMI sont généralement requis pour les vannes d'exportation. Des essais de dureté sont effectués sur les tiges et les sièges des vannes pour s'assurer que la résistance à l'usure est conforme aux exigences de conception.
Performance d'étanchéité
Effectuer des tests d'étanchéité à l'air ou hydrostatiques, en se concentrant sur l'étanchéité du siège de la soupape, la zone de la garniture et les raccords de bride. Il s'agit de l'inspection fonctionnelle la plus critique pour les vannes.
Test de pression et de force corporelle
Effectuer des essais de résistance de l'enveloppe sous la pression nominale ou 1,5 fois la pression nominale pendant un temps de maintien spécifié pour confirmer l'absence de fuite, de fissure ou de déformation du corps de la soupape.
Assemblage et contrôle fonctionnel
Vérifier que l'ouverture et la fermeture se font en douceur, que le couple de fonctionnement se situe dans les limites de conception, que l'alignement de la tige est correct, que l'installation des joints est correcte et que le fonctionnement général de la vanne est stable.
Inspection visuelle et marquage
Vérifier qu'il n'y a pas de défauts de surface tels que porosité, trous de sable ou fissures, et que la taille de la soupape, la pression nominale, la qualité du matériau, le sens d'écoulement et les marquages d'identification sont clairs et corrects.
Documentation d'inspection
Fournir des rapports dimensionnels, des rapports d'essais sous pression, des certificats de matériaux et des rapports d'inspection finale pour la livraison et la conformité à l'exportation.

Quels sont les facteurs qui influencent le prix des vannes usinées CNC ?
Lors de l'approvisionnement en vannes usinées CNC, les acheteurs constatent souvent de grandes différences de prix entre les fournisseurs, et ces différences reflètent généralement des différences réelles en termes de profondeur de fabrication, de niveau de qualité et de contrôle des risques, plutôt qu'une simple marge bénéficiaire.
Le prix est principalement influencé par :
- Type de matériau :
316L, Duplexou les alliages spéciaux tels que l'Inconel et l'Hastelloy sont non seulement plus chers au kilogramme, mais aussi beaucoup plus difficiles à usiner, ce qui augmente à la fois le coût de la matière première et le temps d'usinage. - Complexité des pièces et exigences en matière de tolérance :
Les vannes présentant des voies d'écoulement internes complexes, des surfaces d'étanchéité multiples ou des tolérances serrées nécessitent davantage d'étapes d'usinage, des temps de cycle plus longs et un plus grand nombre d'opérations d'inspection. - Finition de surface et exigences fonctionnelles :
Des exigences telles que de faibles valeurs Ra sur les surfaces d'étanchéité, l'électropolissage ou des normes de propreté particulières ajoutent des étapes de traitement supplémentaires et un contrôle de qualité plus strict. - Volume de production :
Les commandes de faible volume ou de prototypes ont un coût unitaire beaucoup plus élevé parce que les coûts de programmation, de configuration, d'outillage et de validation sont répartis sur un plus petit nombre de pièces. - Exigences en matière d'essais, d'inspection et de documentation :
Les essais de pression, les essais d'étanchéité, la traçabilité des matériaux et la documentation sur la qualité nécessitent tous une main-d'œuvre, un équipement et un temps supplémentaires.

Comment trouver la bonne usine CNC pour fabriquer des vannes
Le choix de la bonne usine CNC est souvent plus important que la négociation du prix, car un mauvais fournisseur peut créer des risques à long terme en matière de stabilité de la qualité, de fiabilité des livraisons et d'assistance technique.
Une usine CNC appropriée doit disposer des éléments suivants
- Expérience en matière de vannes ou de composants d'étanchéité :
Les vannes ne sont pas des pièces structurelles simples. L'usine doit comprendre les surfaces d'étanchéité, les voies d'écoulement et les tolérances fonctionnelles, sinon les problèmes n'apparaîtront qu'après l'assemblage ou l'utilisation sur le terrain. - Stabilité de l'équipement CNC et de la capacité de traitement :
Le fournisseur doit disposer de machines multi-axes adaptées et de processus éprouvés pour maintenir des tolérances serrées de manière constante, et pas seulement de manière occasionnelle sur des échantillons. - Système clair d'inspection et de contrôle de la qualité :
Une usine fiable peut expliquer exactement comment les dimensions, l'état de surface et les caractéristiques fonctionnelles sont contrôlés, au lieu de se contenter de dire "nous contrôlons tout". - Certification et traçabilité des matériaux :
En particulier pour le 316L et les alliages spéciaux, l'usine doit être en mesure de fournir des certificats de matériaux et de relier les pièces finies aux lots de matières premières. - Communication en matière d'ingénierie et capacité DFM :
Un bon fournisseur doit examiner les dessins, signaler les risques et suggérer des améliorations en matière de fabricabilité ou de fiabilité, et non se contenter de suivre passivement les dossiers.
Autres procédés de fabrication de composants de vannes
Dans la production industrielle réelle, l'usinage CNC est souvent combiné à d'autres processus pour équilibrer le coût, la résistance mécanique et la complexité structurelle.
Les combinaisons les plus courantes sont les suivantes
- Moulage + usinage :
Le moulage est utilisé pour créer des formes brutes complexes ou peu coûteuses, tandis que l'usinage CNC est utilisé pour la finition des surfaces d'étanchéité et des interfaces critiques. - Forgeage + usinage :
Le forgeage permet d'obtenir une structure interne plus dense et une résistance mécanique plus élevée, en particulier pour les soupapes à haute pression, mais la précision finale dépend toujours de l'usinage CNC. - MIM + usinage secondaire :
Le moulage par injection de métal convient pour les petites pièces complexes produites en grandes quantités, mais les surfaces fonctionnelles critiques nécessitent toujours une finition CNC. - Soudage + usinage :
Pour les structures de grande taille ou spéciales, plusieurs pièces peuvent être soudées ensemble, puis usinées pour obtenir la précision et l'alignement définitifs.
Éléments à vérifier lors de l'achat d'un clapet anti-retour usiné CNC
Avant de passer des commandes à long terme ou de gros volumes, les acheteurs doivent évaluer les fournisseurs sur la base de la capacité et de la cohérence du système, et pas seulement sur la base d'échantillons ou de devis.
Les principaux points de contrôle sont les suivants
- Certificat et traçabilité des matériaux :
Il garantit que le robinet est réellement fabriqué à partir du matériau spécifié et que la qualité peut être retracée jusqu'au lot de matières premières. - Capacité de tolérance d'usinage :
Le fournisseur doit être en mesure de respecter de manière répétée les tolérances sur les surfaces d'étanchéité et de guidage, qui ont une incidence directe sur les performances d'étanchéité et la durée de vie. - Spécification de l'état de surface des zones d'étanchéité :
Une mauvaise finition de la surface est l'une des causes les plus courantes de fuites précoces et d'étanchéité instable. - Processus d'inspection et d'essai sous pression :
Un fournisseur fiable doit effectuer des essais dimensionnels et fonctionnels pour vérifier les performances avant l'expédition. - Cohérence de la production et contrôle des lots :
Le fabricant doit faire preuve d'une maîtrise stable des processus et d'une capacité à fournir le même niveau de qualité pour des commandes répétées à long terme.
Conclusion
A Clapet anti-retour en 316L produit par usinage CNC est un composant fonctionnel de précision, et non un raccord générique. Sa fiabilité dépend sélection des matériaux, précision de l'usinage, traitement de surfaceet contrôle des processusAinsi, pour les systèmes de fluides critiques, le choix de la bonne conception et de l'équipement adéquat est essentiel. bon fabricant est une décision d'ingénierie, et pas seulement une décision d'achat.










{kind=link}