
L'alliage d'aluminium 6063 est un matériau largement utilisé dans la fabrication industrielle et l'industrie de la construction, en particulier dans des produits tels que les profilés en aluminium, les composants structurels et les pièces décoratives. En raison de ses bonnes performances de formage et de ses excellentes caractéristiques de traitement de surface, l'aluminium 6063 peut non seulement être transformé en profilés par des processus d'extrusion dans la production actuelle, mais il peut également être plié, Usinage CNCLes matériaux de construction peuvent être utilisés pour le soudage et divers procédés de traitement de surface. C'est pourquoi de nombreux ingénieurs et acheteurs se concentrent souvent sur deux questions clés lors de la sélection des matériaux : L'aluminium 6063 peut-il être plié ? Quelles sont les méthodes de transformation de l'aluminium 6063 ?

L'aluminium 6063 peut-il être plié ?
La réponse est oui, et l'aluminium 6063 est l'un des alliages d'aluminium les plus adaptés aux processus de cintrage.
L'aluminium 6063 présente une ductilité relativement élevée. Lorsqu'il est soumis à une contrainte de flexion, sa structure cristalline interne peut absorber l'énergie de déformation par le glissement et le mouvement de dislocation, empêchant ainsi la rupture fragile du matériau. Par conséquent, sous un rayon de courbure raisonnable et dans des conditions de traitement appropriées, l'aluminium 6063 peut former des structures courbes stables.
Cependant, les performances de flexion ne sont pas seulement liées à la composition du matériau, mais aussi à la condition de traitement thermique du matériau. Les différentes températures de l'aluminium 6063 présentent des différences significatives en termes de performances de flexion.
Propriétés de base de l'aluminium 6063
L'aluminium 6063 appartient à la catégorie des Alliage d'aluminium de la série Al-Mg-SiLes principaux éléments d'alliage sont le magnésium (Mg) et le silicium (Si). Au cours du traitement thermique, ces deux éléments forment la phase de renforcement Mg₂Si, qui améliore les propriétés mécaniques du matériau. Comparé aux alliages d'aluminium à haute résistance, l'aluminium 6063 se caractérise par une bonne usinabilité, une excellente qualité de surface et des performances de formage stables.
Les principaux avantages de l'aluminium 6063 sont sa bonne ductilité et son aptitude à l'extrusion, qui permettent de fabriquer des profilés de section complexe par le biais de processus d'extrusion. Par ailleurs, ce matériau présente une bonne résistance à la corrosion et se prête très bien au traitement par anodisation. Il est donc largement utilisé dans la décoration architecturale et les composants structurels industriels.
Pour mieux comprendre les performances de l'aluminium 6063, on peut se référer à ses propriétés mécaniques typiques :
| Propriété | 6063-T4 | 6063-T5 | 6063-T6 |
|---|---|---|---|
| Résistance à la traction (MPa) | 110-130 | 140-160 | 200-240 |
| Limite d'élasticité (MPa) | 60-80 | 110-130 | 160-200 |
| Élongation (%) | 16-20 | 8-12 | 6-10 |
| Dureté Brinell (HB) | ≈40 | ≈60 | ≈75 |
| Densité (g/cm³) | 2.70 | 2.70 | 2.70 |
Les données montrent que lorsque le traitement thermique passe de 6063-T4 à T6, la résistance du matériau augmente progressivement, tandis que la ductilité diminue. C'est pourquoi, lors du formage par pliage de l'aluminium 6063, la trempe T4 est généralement choisie, car elle présente une meilleure ductilité et est moins susceptible de se fissurer.
Performance de flexion de l'aluminium 6063 à différentes températures
L'aluminium 6063 est généralement fourni en trois températures : T4, T5 et T6. Ces températures influencent différemment la résistance et la plasticité du matériau, ce qui entraîne des différences dans la difficulté de cintrage.
Le matériau 6063-T4 est relativement souple et présente la meilleure ductilité, ce qui en fait le matériau le plus adapté aux processus de pliage. Si un produit nécessite un rayon de courbure plus petit ou un angle de courbure plus grand, cette trempe est généralement choisie pour le traitement.
La trempe 6063-T5 est plus courante dans la production industrielle. Il présente une résistance modérée et une meilleure résistance structurelle tout en conservant une certaine plasticité, de sorte que le pliage est toujours possible, mais le rayon de pliage doit être correctement contrôlé.
L'état 6063-T6 présente la résistance la plus élevée mais une plasticité relativement faible. Si le pliage est effectué dans cette trempe, un rayon de pliage trop faible peut provoquer des fissures dans le matériau, de sorte qu'un recuit ou des processus de pliage à chaud peuvent parfois être nécessaires.
Méthodes de pliage courantes pour l'aluminium 6063
Dans la production réelle, le cintrage des profilés en aluminium 6063 est généralement effectué à l'aide d'équipements professionnels, et différents processus de cintrage sont adaptés à différentes structures de produits.
Cintrage en rouleau
Le cintrage par roulage est une méthode qui consiste à appliquer progressivement une pression par le biais de plusieurs rouleaux, ce qui permet au profilé de prendre lentement une forme incurvée. Ce processus implique une déformation progressive, ce qui le rend adapté aux profilés longs et aux structures de cintrage à grand rayon.
Dans l'industrie de la construction, de nombreuses portes, fenêtres et structures de murs-rideaux courbes sont traitées par pliage par roulage. Le matériau étant soumis à une force uniforme, ce procédé permet généralement de conserver une bonne qualité de surface.
Étirement Pliage
Le cintrage par étirement est une méthode de cintrage réalisée en appliquant une force de traction aux deux extrémités du matériau. Grâce à l'effet d'étirement, les plis dans la zone de compression du matériau peuvent être réduits, ce qui permet d'obtenir une forme de pliage plus uniforme.
Ce procédé est généralement utilisé pour les produits présentant des exigences élevées en matière de précision de la forme, tels que les composants structurels aérospatiaux ou les profils décoratifs architecturaux haut de gamme.
Pliage à la presse
Le pliage à la presse est une méthode qui utilise des moules et des presses pour façonner directement le matériau selon un angle ou une courbure spécifique. Ce procédé convient aux pièces de petite taille ou aux composants structurels produits en série.
Bien que le pliage à la presse soit très efficace, une mauvaise conception du moule peut laisser des marques d'indentation sur la surface du matériau, c'est pourquoi une attention particulière doit être accordée à la conception du moule pendant le traitement.
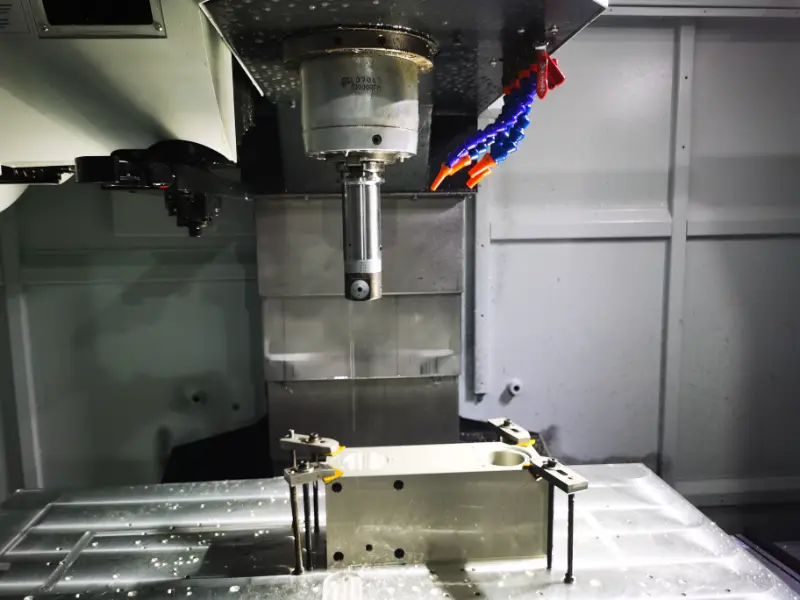
L'aluminium 6063 peut-il être usiné par commande numérique ?
Outre les procédés de pliage, l'aluminium 6063 convient également très bien aux procédés suivants Usinage CNC. La bonne conductivité thermique de l'aluminium 6063 permet de réduire efficacement la température de l'outil pendant le traitement, ce qui prolonge la durée de vie de l'outil. La dureté relativement faible du matériau et sa faible résistance à la coupe permettent d'obtenir de bons résultats dans les processus de fraisage, de perçage, de taraudage et d'usinage des contours. Par rapport à l'aluminium 6063-T4/T5, la dureté de l'aluminium 6063-T4/T5 est inférieure à celle de l'aluminium 6063-T4/T5. 6063-T6 est le plus élevé, et la force de coupe pendant l'usinage augmentera légèrement, mais il appartient toujours aux alliages d'aluminium qui sont relativement faciles à usiner.
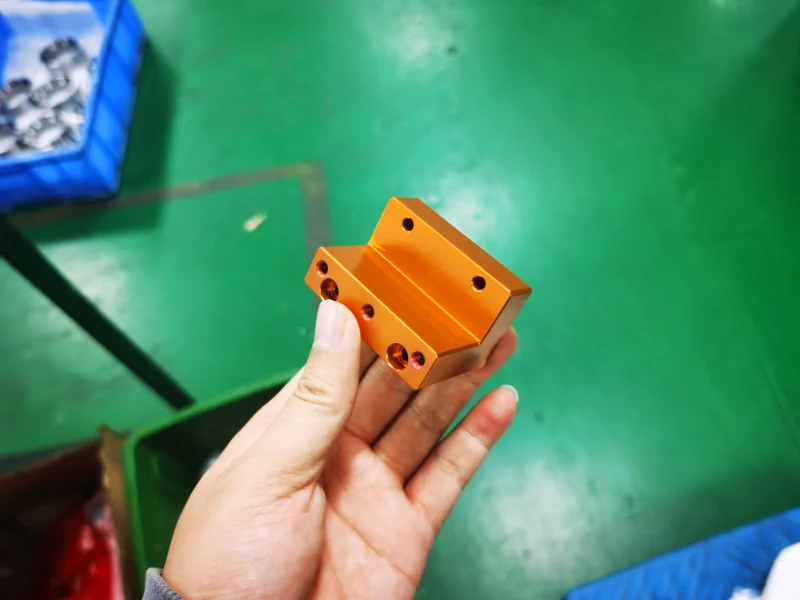
L'alliage d'aluminium 6063 est couramment utilisé dans la production de boîtiers d'équipements électroniques, de composants structurels industriels et de connecteurs de profilés en aluminium. Grâce à l'équipement CNC, divers trous d'installation, fentes d'assemblage, cavités profondes et structures complexes peuvent être usinés sur les profilés.
L'aluminium 6063 peut-il être extrudé ?
L'extrusion est l'une des principales méthodes de traitement de l'aluminium 6063. Lors de la production, des billettes d'aluminium chauffées sont poussées à travers des moules sous haute pression, formant des profils avec différentes sections transversales complexes.
L'aluminium 6063 ayant d'excellentes propriétés d'écoulement, il permet de produire des profilés aux formes complexes et à la précision dimensionnelle élevée, tels que les profilés de portes et de fenêtres, les profilés de cadres industriels et les profilés décoratifs.
Après extrusionLes profilés subissent généralement des traitements de redressement, de coupe et de vieillissement pour garantir des dimensions stables et de bonnes propriétés mécaniques.
L'aluminium 6063 peut-il être estampé et poinçonné ?
Dans la production de masse, l'aluminium 6063 peut également être traité à l'aide d'équipements d'emboutissage, tels que le poinçonnage, le découpage et le formage simple. Ces procédés sont couramment utilisés pour produire des trous d'installation, des trous de dissipation thermique ou des trous d'assemblage.
Par rapport à l'usinage CNC, les processus d'emboutissage sont plus efficaces, ce qui présente des avantages évidents pour la production à grande échelle. Toutefois, pour les positions de trous de haute précision ou les structures complexes, l'usinage CNC reste nécessaire.
L'aluminium 6063 peut-il être soudé ?
L'aluminium 6063 présente une bonne soudabilité et peut être assemblé à l'aide de différentes méthodes de soudage, telles que le soudage TIG (soudage à l'arc sous argon) et le soudage MIG.
Dans la production de composants structurels d'équipements industriels et de cadres en aluminium, le soudage est une méthode d'assemblage courante. En contrôlant correctement les paramètres de soudage, il est possible d'obtenir des joints soudés d'une résistance relativement élevée et d'un bel aspect.
Il convient de noter que la température élevée générée pendant le soudage peut affecter le traitement thermique local du matériau, de sorte qu'un traitement thermique ultérieur peut parfois être nécessaire pour restaurer les propriétés du matériau.
Procédés de traitement de surface pour l'aluminium 6063
L'aluminium 6063 présente d'excellentes performances en matière de traitement de surface, ce qui explique qu'il soit largement utilisé dans de nombreux produits exigeant une qualité d'aspect élevée. Les méthodes de traitement de surface les plus courantes sont l'anodisation, le revêtement électrophorétique, la pulvérisation et le polissage.
Parmi eux, l'anodisation est le procédé le plus courant. Il forme un film d'oxyde dense sur la surface de l'aluminium, améliorant ainsi la résistance à la corrosion et la dureté de la surface. Ce film d'oxyde peut également être teinté pour obtenir divers effets décoratifs.
En outre, certains produits haut de gamme utilisent également des procédés de sablage, de brossage ou de polissage pour obtenir des textures de surface plus uniques.
Conclusion
Dans l'ensemble, l'aluminium 6063 est un alliage d'aluminium dont les performances de traitement sont très complètes. Il peut non seulement être plié, mais il convient également au formage par extrusion, à l'usinage CNC, à l'estampage, au soudage et à divers processus de traitement de surface.
En raison de ces avantages, l'aluminium 6063 est largement utilisé dans la construction, l'équipement électronique, la fabrication industrielle et les industries décoratives. En sélectionnant raisonnablement les méthodes de traitement et en contrôlant les paramètres d'usinage, les avantages de l'aluminium 6063 peuvent être pleinement utilisés pour fabriquer des produits aux structures stables et à l'apparence excellente.Si vous souhaitez obtenir plus de détails ou un devis rapide sur l'usinage de l'aluminium, vous pouvez nous contacter.









