








Rettifica di superficie
Che si tratti di personalizzazione di un singolo pezzo, di prototipazione di piccoli lotti o di produzione efficiente in grandi volumi, siamo in grado di personalizzare i processi di rettifica superficiale (rettifica longitudinale, a tuffo, in profondità, ecc.) in base ai disegni dei vostri pezzi e alle vostre specifiche tecniche.
- Certificazione ISO 9001:2015
- Tolleranza fino a 0,001".
- Consegna del prototipo 1-5 giorni
- Include la rettifica di metallo e plastica
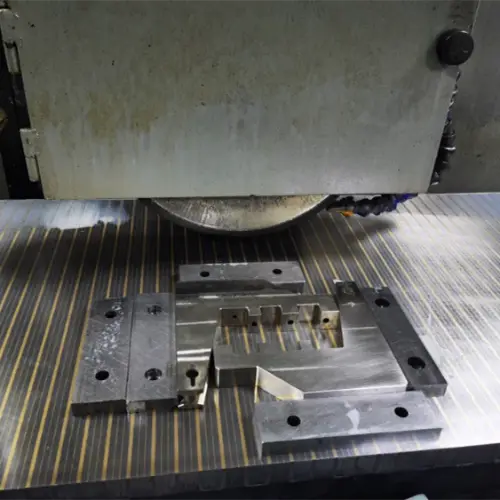
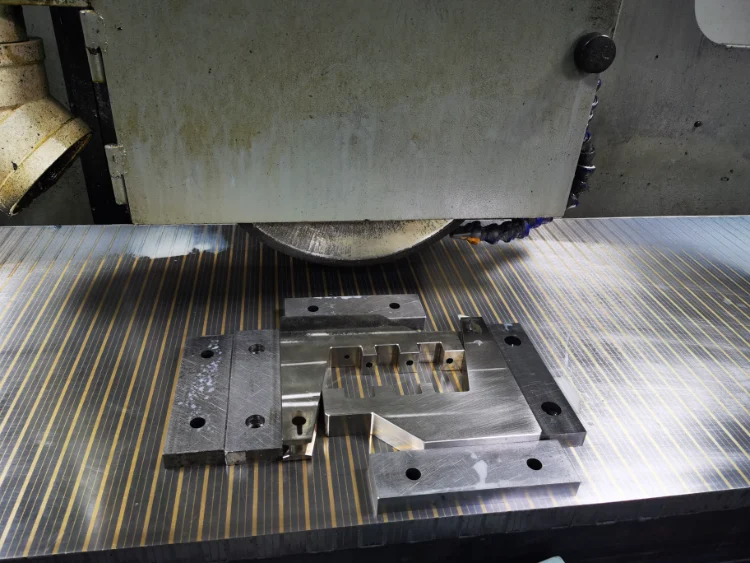
Che cos'è la rettifica di superficie?
La rettifica cilindrica superficiale è un processo di lavorazione di precisione che utilizza una mola rotante per rimuovere il materiale dalla superficie cilindrica esterna di un pezzo, migliorando la precisione dimensionale, la geometria e la finitura superficiale per soddisfare le specifiche di progetto.
Materiale per la rettifica di superfici
La rettifica di superficie è utilizzata principalmente per la lavorazione di materiali metallici, sebbene possa lavorare anche alcuni materiali plastici. Tuttavia, esistono differenze negli scenari di applicazione e nei risultati di lavorazione.
Materiale metallico :

Alluminio
L'alluminio è il componente più comunemente utilizzato per la lavorazione di precisione. Ha una bassa densità, una struttura dura e un materiale morbido. Grazie alla sua resistenza alla corrosione, è ampiamente utilizzato nel settore aerospaziale, nelle ossa bioniche e nella produzione di componenti automobilistici.
Colore : Argento.
Tipi : Alluminio 6061、7075、2024、5052、6063 e MIC-6.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, cromatura, anodizzazione, galvanotecnica, verniciatura a polvere, incisione laser.
Tempi di consegna : 1-5 giorni.

Acciaio inox
L'acciaio inossidabile offre una forte resistenza alla corrosione e una superficie liscia e facile da pulire. Viene utilizzato principalmente per i componenti delle attrezzature da cucina, per i dispositivi medici, per i materiali da costruzione e per l'edilizia, oltre che per i componenti automobilistici.
Colore : Argento.
Tipi : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finitura superficiale : Lucidatura, spazzolatura, sabbiatura, galvanizzazione, spruzzatura, PVD (Physical Vapor Deposition), passivazione, decapaggio, colorazione.
Tempi di consegna 2-5 giorni.

Rame
Possiede conducibilità elettrica, duttilità alla trazione e proprietà antimicrobiche; viene utilizzato principalmente per la lavorazione di oggetti artigianali, decorativi e apparecchiature mediche.
Colore Arancione, giallo.
Tipi : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finitura superficiale : Passivazione, galvanizzazione, placcatura chimica, pallinatura, sabbiatura, trattamento chimico del film, lucidatura, pulizia brillante.
Tempi di consegna : 1-5 giorni.
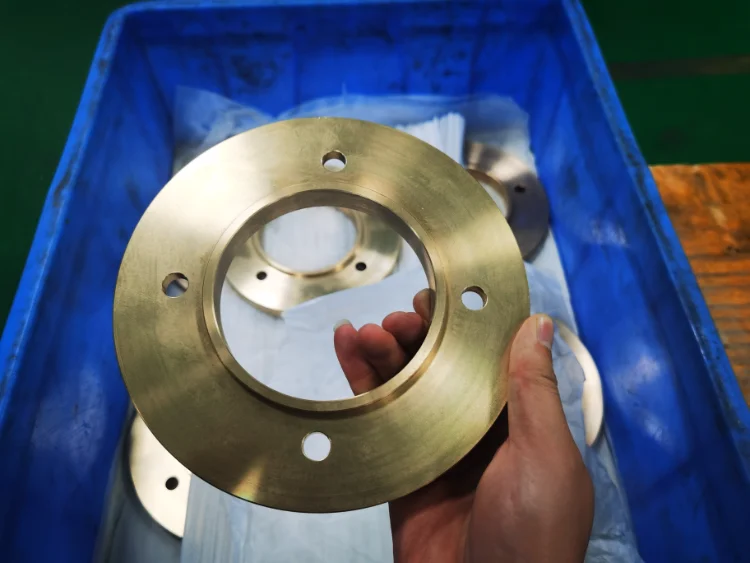
Bronzo
Il bronzo è una lega di rame e stagno con una buona fluidità e resistenza alla corrosione. È comunemente utilizzato per cuscinetti, ingranaggi, valvole, sculture e componenti marini come eliche e pompe d'acqua.
Colore : oro/marrone.
Tipi : Bronzo allo stagno, bronzo all'alluminio, bronzo al berillio, bronzo al silicio, bronzo al manganese.
Finitura superficiale : Sabbiatura, lucidatura, zigrinatura, rettifica, passivazione, rivestimento chimico a film, colorazione a impregnazione, colorazione a pennello/spray, galvanica, anodizzazione, verniciatura a polvere, spazzolatura.
Tempi di consegna : 1-5 giorni.

Acciaio
L'acciaio è una lega di ferro e carbonio (0,1%-1,7% di carbonio) con l'aggiunta di elementi come cromo e nichel. Grazie alla composizione e al trattamento termico, offre elevata forza, tenacità, resistenza all'usura e alla corrosione ed è ampiamente utilizzato per bulloni, alberi, ingranaggi, utensili da taglio, valvole per motori e pale di turbine.
Colore : Argento .
Tipi : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finitura superficiale :Sabbiatura, finitura a specchio, rivestimento PVD, finitura spazzolata, rivestimento a spruzzo, galvanica.
Tempi di consegna : 1-5 giorni

Magnesio
Il magnesio è un metallo leggero con una bassa forza di taglio, un'elevata conducibilità termica e un eccellente rapporto forza-peso. Il suo elevato smorzamento delle vibrazioni lo rende adatto alle applicazioni aerospaziali, automobilistiche ed elettroniche.
Colore : Argento.
Tipi : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finitura superficiale : Rivestimento a conversione chimica, anodizzazione, nichelatura, elettroplaccatura, rivestimento composito, verniciatura a spruzzo, verniciatura a polvere, rivestimento elettroforetico.
Tempi di consegna : 1-5 giorni.
Capacità di lavorazione cnc della rettifica di superficie
Il nostro ISO 9001 dimostra che i nostri pezzi di rettifica superficiale soddisfano i più severi requisiti di tolleranza. Aderiamo agli standard di tolleranza ISO-2768f per i metalli e ISO-2768m per le parti in plastica, consentendovi di ottenere componenti rettificati CNC con standard di lavorazione di alta precisione.
| PROPRIETÀ | DESCRIZIONE |
|---|---|
| Dimensione massima del pezzo | Il diametro massimo di lavorazione diretta è di 500 mm, con una lunghezza massima di lavorazione di 1000 mm. Per i componenti più lunghi che richiedono una rettifica di precisione, possiamo adattare l'attrezzatura di conseguenza. |
| Dimensione minima del pezzo | Il diametro è di soli 3 mm, a seconda delle dimensioni specifiche del pezzo e del materiale. |
| Tolleranza generale | La nostra tolleranza standard di rettifica CNC è di 0,005 mm. Se il materiale e la struttura lo consentono, è possibile ottenere tolleranze più strette, fino a ±0,001 mm. |
| Tempi di consegna | La lavorazione di prototipi viene generalmente spedita entro 1-3 giorni. La rettifica CNC di piccoli lotti richiede 3-5 giorni, con tempi di consegna più rapidi di 24-48 ore a seconda della complessità del pezzo e del materiale. |
Linee guida per la lavorazione della rettifica di superficie
Per garantire una precisione e una qualità della superficie stabili in Rettifica CNCLa scelta della mola e il controllo dei parametri di processo sono essenziali. La tabella seguente fornisce un riferimento pratico per i parametri di rettifica CNC e la selezione delle mole.
| CLASSIFICAZIONE | PARAMETRO / TIPO | DESCRIZIONE SPECIFICA |
|---|---|---|
| Selezione della mola | Dimensione della grana | Smerigliatura grossolana (asportazione > 0,1 mm): 24-60 granaSmerigliatura di precisione (0,05-0,1 mm): 60-100 granaSmerigliatura di superprecisione (condizioni speciali): W63-W14 micropolvere |
| Durezza | Per i pezzi duri, utilizzare una mola di 1-2 gradi più morbida (ad esempio, HRC60 → mola di grado H). Per i pezzi morbidi, utilizzare una mola di 1-2 gradi più dura (ad esempio, rame → mola di grado K). | |
| Materiale | Ossido di alluminio: per acciaio al carbonio e acciaio legatoCarburo di silicio: per leghe dure e ceramicheDiamante: per metalli non ferrosi e materiali non metallici duri (non adatto all'acciaio)CBN: per acciaio temprato e leghe ad alta temperatura | |
| Legame | Legante ceramico: per la rettifica generale Legante resinoso: adatto per la rettifica ad alta velocità (>50m/s) | |
| Parametri di macinazione | Velocità | Rettifica normale: 30-35m/sMolatura ad alta velocità: 50-150m/s (capacità della macchina e raffreddamento necessari) |
| Velocità di alimentazione | Longitudinale: 0,5-2 mm/r (limite superiore per la sgrossatura, limite inferiore per la rettifica di precisione) Trasversale: sgrossatura 0,05-0,15 mm/passaggio, rettifica di precisione 0,005-0,02 mm/passaggio | |
| Velocità del pezzo | 10-30 m/min Per pezzi duri o di grande diametro (>200 mm o HRC > 50): riduzione a 10-15 m/min | |
| Liquido di raffreddamento | Portata | Rettifica grossolana: 20 L/min, rettifica di precisione: 10 L/min |
| Pressione | 0,1-0,3 MPa (per garantire la penetrazione del refrigerante nella zona di molatura) | |
| Tipo | Solubile in acqua: per la smerigliatura grossolana Solubile in olio: per la smerigliatura di precisione di metalli non ferrosi |
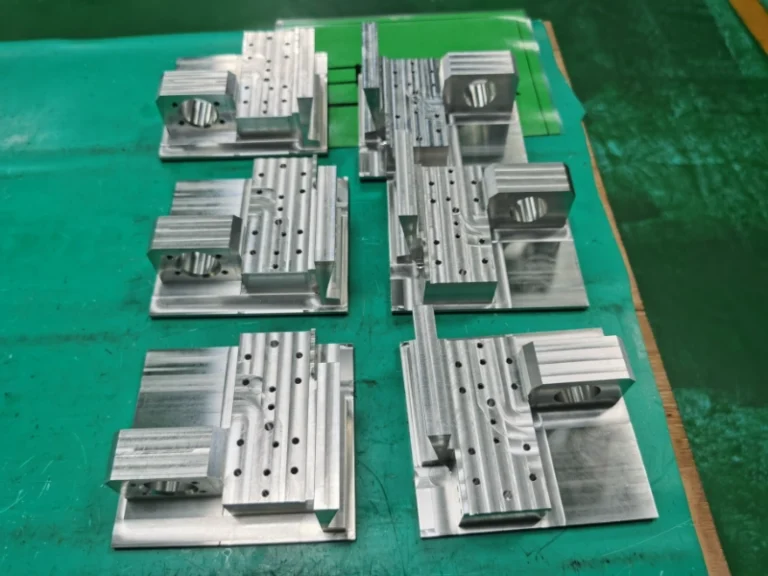
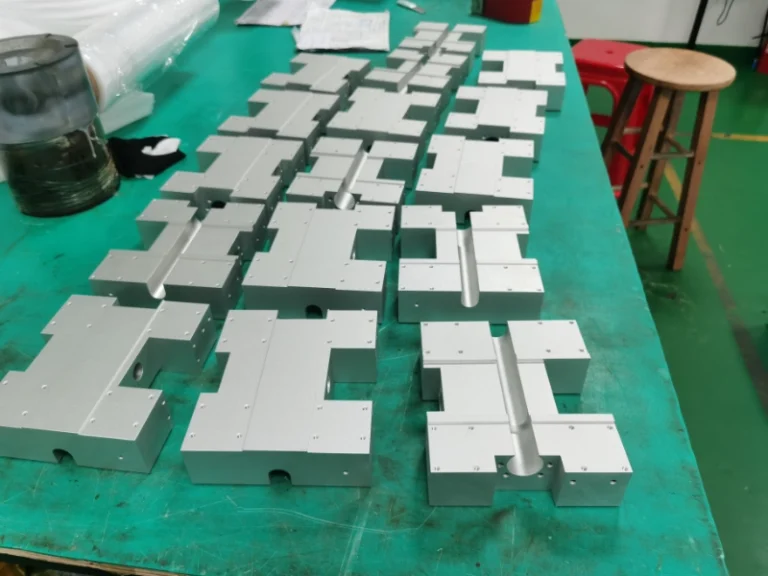
Rettifica di superficie per la lavorazione di prototipi
I nostri servizi di lavorazione CNC di rettifica delle superfici gestiscono senza problemi superfici curve complesse e strutture tridimensionali sfaccettate, coprendo materie plastiche, metalli, componenti grandi (piccoli) e produzione di lotti grandi (piccoli). La precisione del controllo della tolleranza raggiunge 0,005 mm.



Vantaggi della rettifica di superficie
Alta precisione
Raggiunge un'accuratezza di ±0,005 mm con una rigorosa planarità e parallelismo, ideale per stampi, calibri e pezzi ad alta aderenza.
Finitura superficiale elevatissima
Offre superfici speculari di Ra≤0,1μm, adatte a componenti ottici e applicazioni idrauliche di precisione.
Rimozione rapida del materiale
La rettifica grossolana >0,1 mm/passaggio rimuove rapidamente il materiale in eccesso, migliorando l'efficienza nella produzione di massa.
Ampia adattabilità dei materiali
Manipola acciaio, titanio, ceramica e carburi utilizzando mole in Al₂O₃, CBN o diamante.
Applicazione della rettifica superficiale
- Produzione automobilistica
Alberi motore e alberi rettificati a IT5 (±0,005 mm), Ra≤0,4μm, per ridurre l'attrito e migliorare l'efficienza della trasmissione. - Aerospaziale
Lavora leghe di Ni/Ti per alberi e pale, raggiungendo Ra≤0,1μm per garantire la resistenza in condizioni di alta temperatura e alta pressione. - Apparecchiature per l'energia
Gli alberi eolici si rastremano ≤0,01 mm, i rotori delle turbine si bilanciano ≤G1, garantendo la stabilità sotto carichi pesanti e complessi. - Macchinari di precisione
Valvole idrauliche (misura 1-3μm) e alberi ottici (Ra≤0,025μm) per un'elevata precisione e perdite minime.

FAQ sulla rettifica cnc
Quali materiali possono essere lavorati con la rettifica CNC?
La rettifica CNC è adatta a materiali duri e dimensionalmente stabili, tra cui acciaio al carbonio, acciaio legato, acciaio inossidabile, acciaio temprato, carburo, ceramica e plastiche tecniche selezionate come POM, PEEK e nylon caricato. Le plastiche morbide o sensibili al calore non sono generalmente consigliate a causa dei rischi di deformazione.
Quale livello di precisione può raggiungere la rettifica CNC?
La rettifica CNC può in genere raggiungere tolleranze di ±0,005 mme, in condizioni ottimizzate, tolleranze fino a ±0,001 mm sono possibili. Le finiture superficiali possono variare da Ra 0,8 μm fino a Ra 0,1 μma seconda del metodo di rettifica e della scelta della mola.
Quando è opportuno utilizzare la rettifica CNC invece della fresatura o della tornitura CNC?
La rettifica CNC è preferibile quando i pezzi richiedono tolleranze molto strette, eccellente finitura superficiale o lavorazione di materiali temprati. Viene comunemente utilizzato come processo di finitura dopo la fresatura o la tornitura per migliorare la precisione dimensionale e la qualità della superficie.
Quali fattori influenzano la qualità della superficie nella rettifica CNC?
La qualità della superficie nella rettifica CNC dipende dalla selezione della mola, dalla dimensione della grana, dalla velocità di rettifica, dall'avanzamento, dal tipo di refrigerante e dal controllo termico. Un'adeguata ottimizzazione dei parametri e un raffreddamento efficace sono essenziali per prevenire bruciature, vibrazioni e deformazioni termiche.
