
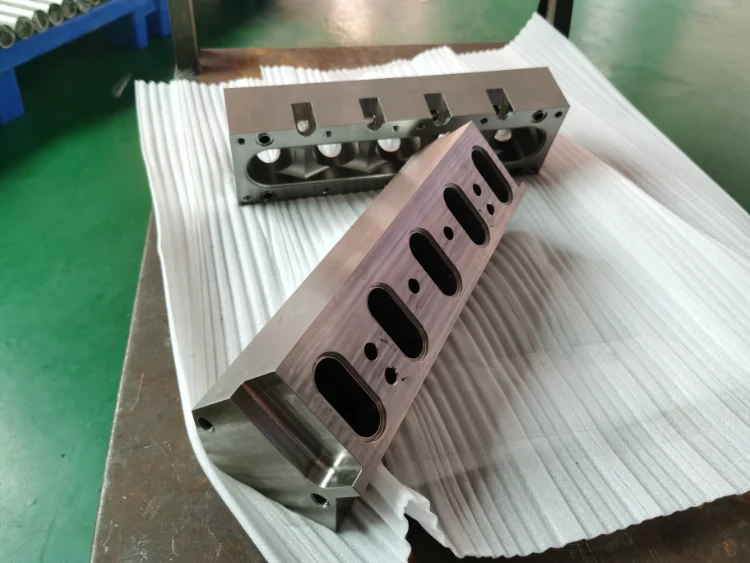
При высококлассной обработке блока двигателя с ЧПУ блок цилиндров, как основной компонент, напрямую влияет на производительность и срок службы из-за своего материала и точности обработки. Недавно наша компания получила проект по обработке блока цилиндров двигателя из нержавеющей стали. Благодаря композитному процессу "3-осевой черновая обработка + 5-осевой отделка + EDMМы достигли критической точности размеров ±0,01 мм, что значительно помогло клиенту в модификации и модернизации автомобильных силовых агрегатов.
Прорыв в области материалов: Эксплуатационные преимущества и проблемы блоков цилиндров из нержавеющей стали
Преимущества материала
В соответствии с требованиями заказчика в этом блоке цилиндров используются 347 Высокопрочная нержавеющая сталь, обладающая тремя основными преимуществами:
Коррозионная стойкость: Коррозионная стойкость поверхностной оксидной пленки в 5 раз выше, чем у чугуна, что позволяет адаптироваться к влажной и высокотемпературной среде;
Высокотемпературная стабильность: Длительная рабочая температура до 816℃, кратковременная температура до 900℃, температура плавления от 1398℃ до 1446℃, термическая деформация снижена на 70% по сравнению с алюминиевыми сплавами;
Структурная прочность: Прочность на разрыв 520-550 МПа, отвечающая требованиям высоких нагрузок и высоких скоростей.
Проблемы и решения в области обработки
Высокая твердость (HRC28-35), низкая теплопроводность и упрочняющие свойства нержавеющей стали создают определенные трудности:
Износ инструмента: Использование концевых фрез с покрытием TiAlN на скоростях резания 80-120 м/мин увеличивает срок службы инструмента в 3 раза;
Управление силой резания: Стратегия "малая глубина реза (0,2 мм), высокая скорость подачи (0,15 мм/r)" снижает нагрузку на шпиндель на 40%;
Подавление тепловых деформаций: Распыление 5-10℃ низкотемпературной смазочно-охлаждающей жидкости во время обработки обеспечивает стабильность размеров.
Синергия процессов прецизионной обработки
Трехкоординатный обрабатывающий центр: Эффективная черновая обработка
На этапе черновой обработки используется высокожесткий 3-осевой вертикальный обрабатывающий центр:
Послойное фрезерование: Глубина однослойного реза 2 мм, общий припуск контролируется в пределах 1,5 мм;
Динамическая регулировка подачи: Скорость подачи регулируется в режиме реального времени в зависимости от твердости материала (80-120 мм/мин);
Оптимизация удаления стружки: Спиральный желоб для удаления стружки в сочетании с продувкой воздушным пистолетом высокого давления позволяет избежать вторичной резки.
По завершении этого этапа равномерность припуска в ключевых деталях блока цилиндров достигает ±0,05 мм, закладывая основу для прецизионной обработки.

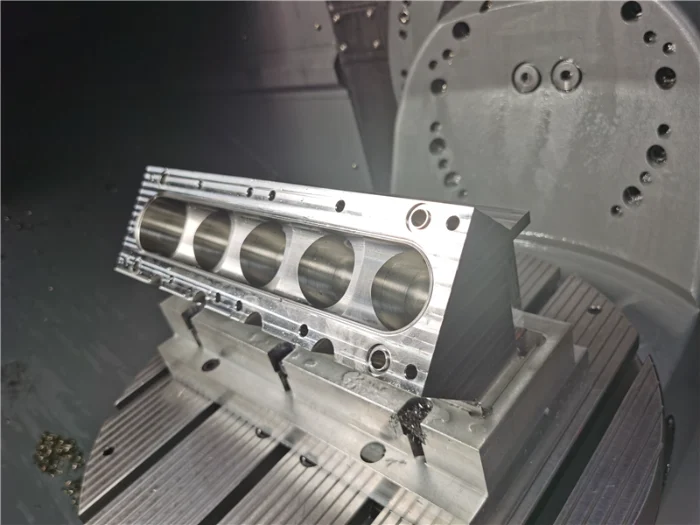
5-осевая обработка: Резьба по поверхности
На этапе прецизионной обработки используется 5-осевой обрабатывающий центр (например, 5-осевой обрабатывающий центр с ЧПУ Haas и Hurco):
Прецизионное растачивание цилиндрических отверстий: Расточные инструменты с алмазным покрытием используются со скоростью подачи 0,05 мм/об для достижения цилиндричности ≤0,005 мм;
Обработка водяной рубашки: 5-осевое управление углом наклона инструмента позволяет достичь шероховатости поверхности Ra0,8 мкм для проточного канала, что повышает эффективность теплоотвода на 20%;
Соосность отверстий коленчатого вала: Используя два отверстия под штифты на нижней поверхности в качестве опорных, 5-этапная обработка отверстий выполняется за один установ с погрешностью ≤0,008 мм.


Обработка проволокой EDM: Финишная обработка на микронном уровне
Для обработки дефектов на блоках цилиндров (например, линий пересечения отверстий и узких пазов) используется станок средний проволочный электроэрозионный станок вводится:
Точная компенсация: Система онлайн-измерений обеспечивает обратную связь в режиме реального времени и автоматически регулирует энергию разряда (напряжение 20-100 В, ток 2-10 А), стабилизируя ширину пропила на уровне 0,1±0,01 мм;
Качество поверхности: Многочисленные процессы резания (черновая обработка → получистовая обработка → чистовая обработка) снижают шероховатость поверхности с Ra6,3 мкм до Ra1,6 мкм, предотвращая появление микротрещин;
Оптимизация эффективности: Интеллектуальное управление импульсным питанием увеличивает скорость резки до 120 мм²/мин, повышая эффективность на 40%.

CNC блок двигателя обработки материала вариант
Алюминиевый сплав : Распространенными материалами являются алюминиево-кремниевые сплавы. Легкие, они эффективно снижают общий вес двигателя, улучшая экономию топлива. Они также обладают хорошей теплопроводностью, способствуя охлаждению двигателя.
Нержавеющая сталь : Превосходная коррозионная стойкость, защищающая блок двигателя от коррозии в суровых условиях. Высокая прочность обеспечивает устойчивость под высоким давлением. Однако нержавеющая сталь дороже и относительно сложна в обработке.
Обработка блока двигателя автомобиля Отделка поверхности:
Фосфатирование : Образует на поверхности блока цилиндров фосфатную химическую пленку. Эта пленка повышает коррозионную стойкость, предотвращая появление ржавчины во время хранения и эксплуатации. Она также повышает адгезию между блоком цилиндров и последующими покрытиями, обеспечивая хорошую основу для последующей окраски и других процессов обработки поверхности.
Анодирование (для блоков цилиндров из алюминиевого сплава) : Образует плотную оксидную пленку на поверхности блока цилиндров из алюминиевого сплава, значительно повышая твердость поверхности, износостойкость и коррозионную стойкость. Эта оксидная пленка также может быть окрашена для придания блоку цилиндров различных цветов в соответствии с определенными эстетическими требованиями.
Покрытие : Например, напыление покрытия, устойчивого к высоким температурам, может повысить устойчивость блока цилиндров к окислению и тепловому удару в условиях высоких температур, защищая внутреннюю структуру. Напыление антифрикционного покрытия может уменьшить трение между движущимися частями, такими как поршень и блок цилиндров, снижая потери энергии и повышая эффективность работы двигателя.
Гальваническое покрытие : Например, хромирование позволяет придать поверхности блока цилиндров чрезвычайно высокую твердость и износостойкость, а также улучшить гладкость поверхности, что способствует снижению трения и износа. Цинковое покрытие в основном используется для повышения коррозионной стойкости блока цилиндров и предотвращения появления ржавчины.

Контроль качества: Контроль по замкнутому циклу на протяжении всего процесса
Измерение в режиме онлайн и управление в замкнутом контуре
В обрабатывающий центр интегрированы лазерный интерферометр и контактный датчик для 100% онлайн-контроля ключевых размеров, таких как диаметр отверстия цилиндра и положение отверстия коленчатого вала. Если обнаруженное значение отклоняется от зоны допуска (±0,01 мм), система автоматически корректирует траекторию обработки следующей детали, создавая замкнутый цикл "обнаружение-обратная связь-коррекция".
Окончательный контроль с помощью координатных измерений
Готовый блок цилиндров подвергается тщательному контролю с помощью координатно-измерительной машины (например, Hexagon PC-DMIS). В первую очередь проверяются участки, которые невозможно измерить штангенциркулем, микрометром или обычным высотомером, и составляется полный отчет о размерах.

Заключение по обработке блока двигателя на станке с ЧПУ
От выбора материала из нержавеющей стали до 3-осевой черновой обработки, 5-осевой финишной обработки и прецизионной обработки на микронном уровне с помощью электроэрозионной обработки - наша компания создала полный технологический барьер, основой которого является точность 0,01 мм. Эта технология применяется в таких областях, как авиационные двигатели, высокопроизводительные гоночные автомобили и промышленные газовые турбины, обеспечивая клиентов более легкими, долговечными и эффективными энергетическими решениями. В будущем, благодаря интеграции оптимизации процессов с помощью искусственного интеллекта и сверхточных технологий, наша компания Weldo будет продолжать руководить Блок цилиндров из нержавеющей стали производство по еще более высоким стандартам.
FAQ по обработке блока двигателя cnc
Какой уровень точности может быть достигнут в Обработка на станках с ЧПУ блоков цилиндров?
Обработка блоков цилиндров двигателей с ЧПУ обеспечивает высокую точность, причем точность размеров в ключевых областях достигает ±0,01 мм и даже выше. Станки с компьютерным управлением в сочетании с передовыми режущими инструментами и измерительными системами обеспечивают точную обработку таких компонентов, как диаметры отверстий цилиндров, гарантируя эффективную работу двигателя.
Какие материалы обычно используются при обработке блоков цилиндров двигателей с ЧПУ?
Среди распространенных материалов - чугун (серый чугун, ковкий чугун) и алюминиевые сплавы. Серый чугун обеспечивает демпфирование вибраций, износостойкость и хорошую теплопроводность; ковкий чугун отличается повышенной прочностью и пластичностью; алюминиевые сплавы имеют небольшой вес и повышают топливную экономичность. Выбор материала зависит от характеристик двигателя, стоимости и модели автомобиля.
Сколько времени занимает обработка блока цилиндров двигателя с ЧПУ?
Время обработки зависит от сложности конструкции блока цилиндров, количества элементов обработки, типа станка и параметров процесса. Черновая обработка и частичная отделка простого блока цилиндров может быть выполнена за несколько часов, в то время как сложные блоки цилиндров могут потребовать десятки часов или даже больше времени на все процессы.
Каковы основные этапы обработки блоков цилиндров двигателей с ЧПУ?
Основные этапы включают подготовку заготовки, зажим и позиционирование, черновую обработку, полуфинишную обработку и чистовую обработку. После закрепления и позиционирования заготовки черновая обработка удаляет излишки материала, полуфинишная подготовка подготавливает почву для чистовой обработки, а чистовая обработка обеспечивает окончательные размеры и качество поверхности.
Как обеспечить качество блока двигателя после обработки с ЧПУ?
Строгий анализ и моделирование программы перед обработкой; выбор подходящих инструментов, их регулярная проверка и замена; контроль размеров в реальном времени во время обработки; после обработки всесторонний контроль размеров и шероховатости поверхности и неразрушающий контроль для обеспечения соответствия блока цилиндров стандартам.








