








Обработка проволочным электроэрозионным станком
Наши профессиональные Обработка проволочным электроэрозионным станком может удовлетворить требования к обработке высокоточных деталей сложной формы, без напряжения при резании.
Толерантность: ±0,001 дюйма
Диапазон цен: 20~500 USD/PCs
Материал для обработки:
- Алюминий
- Нержавеющая сталь
- Твердый сплав
- Сталь
- Титан
- Медь
- Латунь
- вольфрам
- молибден
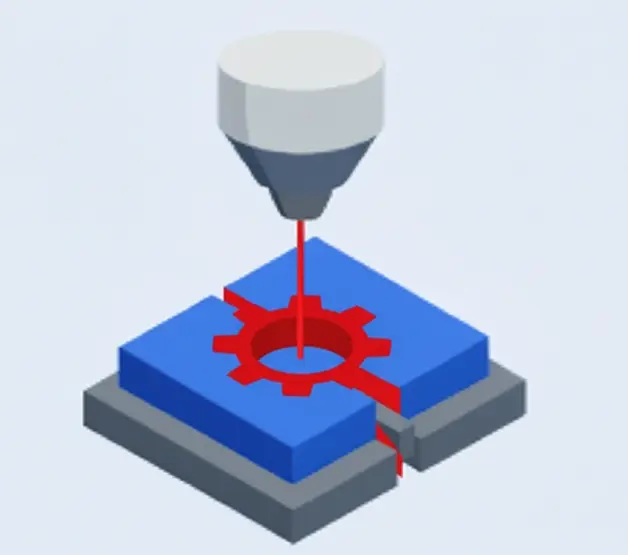
Что такое обработка проволокой?
Wire EDM (Electrical Discharge Machining) - это процесс точной обработки, в котором используется тонкая металлическая проволока (обычно медная или молибденовая) для создания электрических искр между проволокой и заготовкой. Искры расплавляют или испаряют материал, обеспечивая точную резку. Проволочный электроэрозионный способ широко используется для обработки деталей сложной формы, высокоточных деталей и твердых материалов в таких отраслях, как производство пресс-форм, аэрокосмическая и автомобильная промышленность. К его ключевым преимуществам относятся отсутствие износа инструмента и высокая точность.
EDM подразделяется на быстрый провод, медленный провод и средний провод EDM
Материал для обработки проволочным электроэрозионным станком
Обработка проволочным электроэрозионным станком позволяет обрабатывать проводящие материалы с высокой твердостью, сложной формы или трудно поддающиеся традиционной обработке.
Материал :

Алюминий
Алюминий - широко используемый материал для прецизионной обработки благодаря своей низкой плотности, хорошей прочности и коррозионной стойкости. Обычно применяется в аэрокосмической промышленности, биомедицинских имплантатах и автомобильных деталях.
Цвет : Серебро.
Типы : Алюминий 6061、7075、2024、5052、6063 и MIC-6.
Отделка поверхности : Полировка, браширование, пескоструйная обработка, хромирование, анодирование, гальваническое покрытие, порошковая окраска, лазерное травление.
Срок поставки : 1-5 дней.
")
Нержавеющая сталь
Нержавеющая сталь обеспечивает отличную коррозионную стойкость и гладкую, легко очищаемую поверхность. Широко используется в кухонном оборудовании, медицинских приборах, строительстве и автомобильных деталях.
Цвет : Серебро.
Типы : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Отделка поверхности : Полировка, браширование, пескоструйная обработка, гальваническое покрытие, напыление, PVD (физическое осаждение паров), пассивация, травление, окрашивание.
Срок поставки : 2-5 дней.

Медь
Обладает электропроводностью, пластичностью при растяжении и антимикробными свойствами, используется в основном для изготовления поделок, декоративных изделий и медицинского оборудования.
Цвет Оранжевый, желтый.
Типы : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Обработка поверхности : Пассивация, гальваническое покрытие, химическое покрытие, дробеструйная обработка, пескоструйная обработка, химическая обработка пленки, полировка, яркая очистка.
Срок поставки : 1-5 дней.

Бронза
Бронза - это сплав меди и олова (часто с элементами свинца или цинка) с низкой температурой плавления, хорошей текучестью и сильной коррозионной стойкостью. Широко используется для изготовления скульптур, подшипников, зубчатых колес, клапанов и морских компонентов, таких как гребные винты, корпусные фитинги и насосы.
Цвет : золото/коричневый.
Типы : Оловянная бронза, алюминиевая бронза, бериллиевая бронза, кремниевая бронза, марганцевая бронза.
Отделка поверхности : Пескоструйная обработка, полировка, накатка, шлифовка, пассивация, химическое пленочное покрытие, окрашивание пропиткой, окрашивание кистью/распылением, гальваника, анодирование, порошковое покрытие, браширование.
Срок поставки : 1-5 дней.
Сталь
Сталь - это железоуглеродистый сплав, обладающий такими свойствами, как прочность, вязкость и устойчивость к коррозии.
Она широко используется для изготовления механических деталей, режущих инструментов и компонентов двигателей.
Цвет : Серебро .
Типы : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Обработка поверхности :Пескоструйная обработка, зеркальная отделка, PVD-покрытие, матовая отделка, напыление, гальваническое покрытие.
Срок поставки : 1-5 дней

Магний
Магний обладает низкой плотностью, малой твердостью и хорошей теплопроводностью. Его соотношение прочности и веса превышает аналогичные показатели алюминиевых сплавов и стали, а отличные демпфирующие свойства позволяют использовать его в аэрокосмической, автомобильной и электронной промышленности.
Цвет : Серебро.
Типы : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Обработка поверхности : Химическое покрытие, анодирование, никелирование, гальваническое покрытие, композитное покрытие, окраска распылением, порошковое покрытие, электрофоретическое покрытие.
Срок поставки : 1-5 дней.

Графит
Графитовая проводимость используется для точного литья, чтобы избежать загрязнения пылью, вызванного механической обработкой. В основном используется для изготовления электродов и пресс-форм для ЭДМ.
Цвет : Черный.
Отделка поверхности : Механическая резка, травление, электролитическая обработка, покрытие, полировка, упрочнение поверхности EDM.
Срок поставки : 3-5 дней

Проводящая керамическая деталь
Токопроводящая керамика, используемая в аэрокосмической промышленности и таких компонентах, как датчики и электронные детали, обладает высокой твердостью и химической стабильностью, но с трудом поддается обработке.
Импульсный разряд обеспечивает высокотемпературную бесконтактную обработку, снижая напряжение и растрескивание.
Тип : Оксидная/неоксидная проводящая керамика, композитная проводящая керамика
Цвет : белый, золотой, розовый, черный и т.д.
Срок поставки : 3-5 дней
Преимущество обработки проволочным электроэрозионным станком
Высокая точность: Достигает сверхвысокой точности до ±0,001 мм, идеально подходит для сложных деталей с высокими допусками.
Нет Физический контакт: Бесконтактная обработка позволяет избежать износа инструмента и тепловой деформации, подходит для различных материалов.
Обработка сложных форм: Легко создает сложные геометрические формы и мелкие детали, такие как небольшие отверстия и узкие прорези.
Подходит для материалов с высокой твердостью: Способна обрабатывать материалы с твердостью выше 60 HRC, включая твердые сплавы и титановые сплавы.
Отсутствие механических нагрузок: Устраняет концентрацию напряжений, сохраняя стабильность и точность деталей.
Высокое качество поверхности: Получаются гладкие поверхности с низкой шероховатостью, что снижает необходимость в постобработке.
Долгосрочная стабильная работа: Обеспечивает непрерывную и стабильную обработку при крупносерийном производстве.
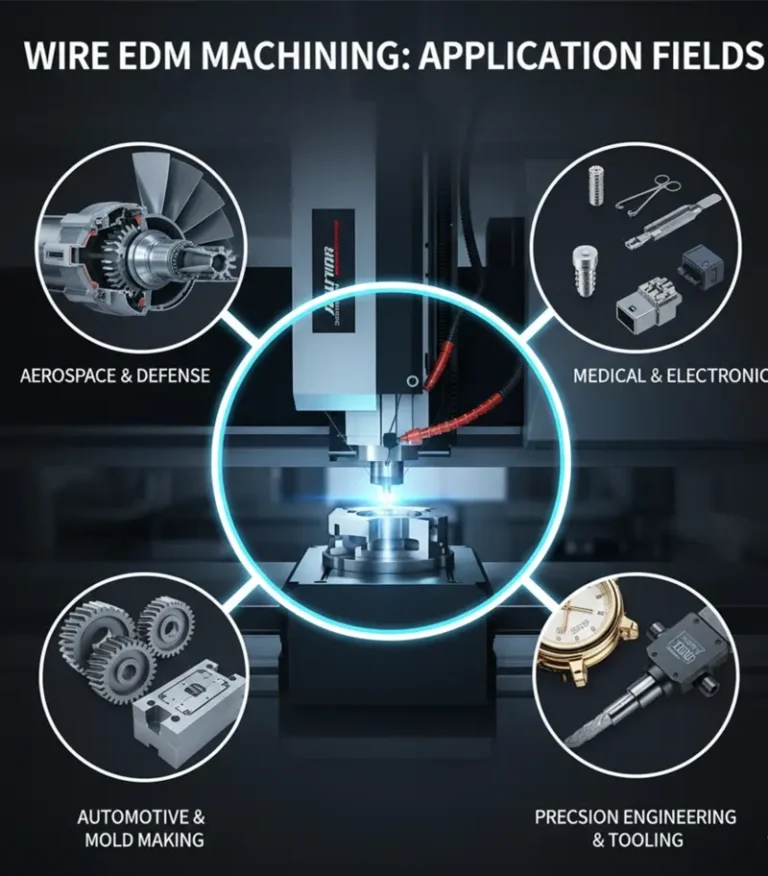
Применение проволочной электроэрозионной обработки деталей
Производство пресс-форм: Производство высокоточных компонентов пресс-форм, таких как полости, вставки и каналы охлаждения.
Аэрокосмическая промышленность: Обрабатывает сложные высокоточные детали, такие как компоненты двигателей, лопатки турбин и шестерни.
Автомобиль: Производит прецизионные автомобильные детали, включая компоненты двигателя, охлаждающие отверстия и топливные форсунки.
Медицинские приборы: Используется для изготовления высокоточных хирургических инструментов и стоматологического оборудования с отличной чистотой поверхности.
Прецизионное оборудование: Производит шестерни, подшипники и режущие инструменты со сложной геометрией и высокой точностью.
Энергетическая промышленность: Создает высокопрочные, устойчивые к коррозии детали для атомной и ветряной энергетики.
Металлообработка и искусство: Позволяет выполнять сложные гравировки и декоративные рисунки для ювелирных и художественных работ.
FAQ по обработке проволочным электроэрозионным станком
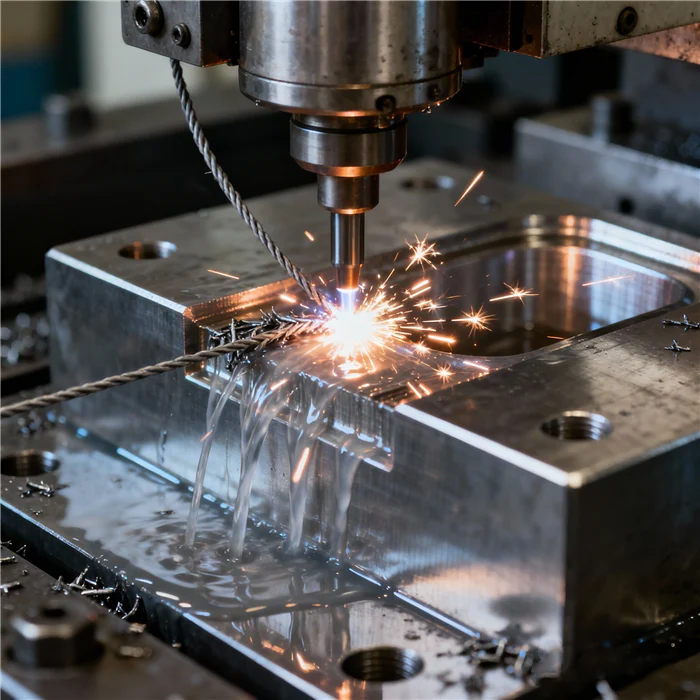
Каков принцип работы проволочного электроэрозионного станка?
Wire EDM (Electrical Discharge Machining) режет токопроводящие материалы, создавая высоковольтные электрические искры между тонкой металлической проволокой (обычно молибденовой или латунной) и заготовкой. Мгновенно возникающая высокая температура (до нескольких тысяч градусов Цельсия) расплавляет и испаряет материал, а деионизированная вода смывает расплавленные остатки. Весь процесс точно контролируется системой ЧПУ.
Какой точности можно достичь с помощью электроэрозионной обработки проволоки?
Проволочная электроэрозионная обработка обычно достигает точности ±0,002-0,005 мм при шероховатости поверхности менее Ra0,8 мкм.
Преимущества:
- Может вырезать узкие щели (шириной 0,05 мм) и острые внутренние углы (R0,1 мм или меньше);
- Высокая точность повторного позиционирования для массового производства;
- Часто не требует последующей полировки.
Дело: В аэрокосмической отрасли отверстия для охлаждения лопаток турбин должны обрабатываться с допуском ±0,003 мм, что делает проволочный электроэрозионный способ обработки единственным приемлемым решением.
Какова эффективность электроэрозионной обработки проволокой по сравнению с фрезерованием?
Характеристики эффективности:
- Скорость обработки одной детали: медленнее, чем при фрезеровании (~50-200 мм²/мин), но идеально подходит для обработки сложных форм;
- Преимущество массового производства: Обеспечивает круглосуточную работу без присмотра благодаря автоматической нарезке проволоки (AWT) и программированию ЧПУ;
- Возможность адаптации к материалу: Более эффективна, чем фрезерование, для твердых материалов (например, HRC60+).
Сравнение с фрезерованием:
- Преимущества: Отсутствие силы резания (предотвращение деформации заготовки); возможность обработки сверхтвердых материалов;
- Недостатки: Медленнее, чем фрезерование; может образовывать оксидные слои, требующие последующей очистки.
Создает ли проволочная электроэрозионная обработка оксидные слои на поверхностях? Как с ними справиться?
Причины возникновения оксидного слоя: Высокотемпературные искры окисляют поверхность, образуя черный/серый слой толщиной 0,01-0,05 мм.
Методы лечения:
- Механическое удаление: Шлифовка наждачной бумагой, пескоструйная обработка;
- Химическая очистка: Кислотная или щелочная промывка;
- Электрохимическая полировка: улучшает качество поверхности.
Отраслевая практика: Для медицинских имплантатов оксидные слои должны быть полностью удалены для обеспечения биосовместимости.
Какие риски безопасности существуют при использовании проволочного электроэрозионного станка? Как их предотвратить?
Основные риски:
- Поражение электрическим током: искры высокого напряжения могут привести к поражению электрическим током;
- Механическая травма: Обрыв проволоки или выброс заготовки;
- Пожар: Ненормальная проводимость деионизированной воды или легковоспламеняющихся охлаждающих жидкостей на основе масел.
Меры профилактики:
- Защита оборудования: Установите молниезащиту и кнопки аварийной остановки;
- Нормы эксплуатации: Никогда не прикасайтесь к проводам; во время работы держите электрические шкафы закрытыми;
- Контроль окружающей среды: Поддерживайте сухие рабочие зоны и регулярно проверяйте охлаждающие жидкости.
Какие факторы влияют на стоимость электроэрозионной обработки проволоки?
Компоненты затрат:
- Амортизация оборудования: Высокотехнологичные машины стоят ~$70,000-$280,000;
- Расходные материалы: Проволока (~$70-$280 за рулон), деионизированная вода (требует регулярной замены);
- Потребление энергии: ~5-15 кВт/ч в час обработки;
- Трудозатраты: Требуются квалифицированные программисты/операторы.
Предложения по оптимизации:
- Массовое производство: Сокращение ручного вмешательства благодаря программированию с ЧПУ;
- Выбор материала: Отдайте предпочтение высокопроводящим материалам (например, меди), чтобы сократить время обработки;
- Оптимизация процесса: Используйте двухэтапную обработку с черновой и чистовой обработкой, чтобы сбалансировать эффективность и точность.