
Service d'usinage à commande numérique 4 axes
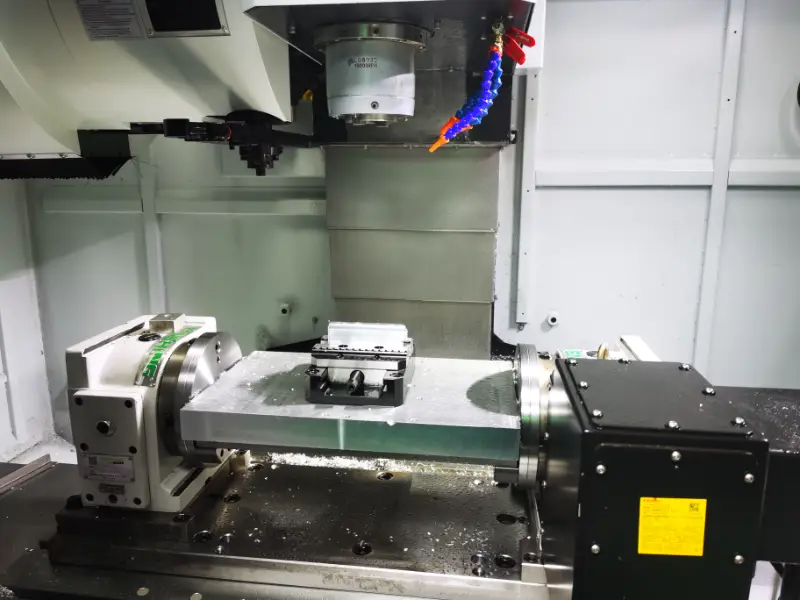
4 axes Usinage CNC Services Dépassez vos limites ! Grâce à la coordination des axes rotatifs (axe A), obtenez un usinage de précision à 360° sans angles morts. Réalisez un usinage multi-surfaces en un seul réglage avec une précision allant jusqu'à ±0,01 mm, répondant ainsi sans effort aux exigences des domaines de haute précision tels que l'aérospatiale, les appareils médicaux et les composants automobiles. Permet de réaliser des surfaces courbes complexes, des perçages à angles multiples ou des exigences structurelles irrégulières.
Service d'usinage CNC 4 axes avec précision Weldo
Weldo possède des années d'expérience dans l'usinage CNC à 4 axes, capable de traiter avec précision plus de 100 matériaux, y compris les métaux et les plastiques. Les tolérances peuvent aller jusqu'à 0,005 mm. Nos ingénieurs sélectionneront le matériau le mieux adapté à votre application en fonction de votre environnement de travail, des exigences de qualité et des considérations de coût, afin de maximiser vos marges bénéficiaires et de garantir l'assurance de la qualité.
Qu'est-ce que l'usinage CNC à 4 axes ?
L'usinage CNC à 4 axes est une méthode de fabrication de haute précision dans le cadre de la technologie CNC. S'appuyant sur les capacités traditionnelles des 3 axes (mouvement linéaire X/Y/Z), il incorpore un axe de rotation supplémentaire (généralement l'axe A ou l'axe C).
Grâce au mouvement coordonné des axes, il permet un usinage tridimensionnel plus complexe pour réaliser des coupes planes ou des coupes de solides simples.
Quatrième axe (axe de rotation) :
Axe A : Rotation autour de l'axe X (couramment utilisé dans les centres d'usinage verticaux).
Axe C : Rotation autour de l'axe Z (couramment utilisé dans les centres de tournage-fraisage ou les versions simplifiées des machines à cinq axes).
Fonction : Permet la rotation de la pièce ou de l'outil pendant l'usinage, ce qui facilite le traitement sous plusieurs angles et sur plusieurs surfaces sans devoir procéder à de fréquents resserrages ou ajustements.

Matériel d'usinage CNC 4 axes sur mesure
Nos centres d'usinage CNC à 4 axes bénéficient de plus d'une décennie d'expérience en matière de production. Ils sont capables d'usiner et de découper avec précision une centaine de matériaux avec des tolérances de l'ordre de 0,005 mm. Vous trouverez ci-dessous les matériaux les plus couramment utilisés pour les pièces usinées à la CNC. Si vous avez besoin d'usiner d'autres matériaux uniques, veuillez nous contacter pour plus d'informations.
Matériau métallique :

Aluminium
L'aluminium est le composant le plus couramment utilisé pour l'usinage de précision. Il a une faible densité, une texture dure et un matériau souple. Grâce à sa résistance à la corrosion, il est largement utilisé dans l'aérospatiale, les os bioniques et la fabrication de pièces automobiles.
Couleur : Argent.
Les types : Aluminium 6061、7075、2024、5052、6063 et MIC-6.
Finition de la surface : Polissage, brossage, sablage, chromage, anodisation, galvanisation, revêtement par poudre, gravure au laser.
Délai de livraison : 1-5 jours.
")
Acier inoxydable
L'acier inoxydable offre une forte résistance à la corrosion et une surface lisse et facile à nettoyer. Il est principalement utilisé dans les équipements de cuisine, les appareils médicaux, les matériaux de construction et le bâtiment, ainsi que dans les pièces automobiles.
Couleur : Argent.
Les types : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finition de la surface : Polissage, brossage, sablage, galvanoplastie, pulvérisation, PVD (Physical Vapor Deposition), passivation, décapage, coloration.
Délai de livraison 2 à 5 jours.

Cuivre
Possède une conductivité électrique, une ductilité à la traction et des propriétés antimicrobiennes. Il est principalement utilisé pour la fabrication d'objets d'artisanat, d'articles de décoration et d'équipements médicaux.
Couleur Orange, jaune.
Les types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finition de la surface : Passivation, galvanisation, placage chimique, grenaillage, sablage, traitement chimique du film, polissage, nettoyage brillant.
Délai de livraison : 1-5 jours.

Bronze
Le bronze est un alliage de cuivre et d'étain (possiblement avec du plomb, du zinc et du phosphore), point de fusion bas (800-900°C) et excellente fluidité, ainsi que résistance à la corrosion. Le bronze à faible teneur en étain présente une teinte jaune d'or, tandis que le bronze à haute teneur en étain apparaît blanc grisâtre ou gris argenté. Il est principalement utilisé dans la fabrication mécanique pour les sculptures, les roulements, les engrenages, les vannes, ainsi que dans les composants d'ingénierie marine tels que les hélices, ainsi que dans les composants d'ingénierie marine tels que les raccords de coque et les pompes à eau.
Couleur : or/brun.
Les types : Bronze d'étain, bronze d'aluminium, bronze de béryllium, bronze de silicium, bronze de manganèse.
Finition de la surface : Sablage, polissage, moletage, meulage, passivation, revêtement chimique, coloration par imprégnation, coloration au pinceau/à la bombe, galvanisation, anodisation, revêtement par poudre, brossage.
Délai de livraison : 1-5 jours.

Acier
Fer allié au carbone (généralement 0,1%-1,7%) et à d'autres éléments d'alliage (tels que le chrome, le nickel, le manganèse, etc.). En ajustant la composition et les processus de traitement thermique, il est possible d'obtenir diverses propriétés, notamment une résistance élevée, une grande ténacité, une résistance à l'usure et une résistance à la corrosion. Il convient à la production de composants tels que les boulons, les arbres, les engrenages, les forets, les fraises et les outils de tournage, et est également fréquemment utilisé dans la fabrication de soupapes de moteur et d'aubes de turbine.
Couleur : Argent .
Les types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finition de la surface :Sablage, finition miroir, revêtement PVD, finition brossée, revêtement par pulvérisation, galvanoplastie.
Délai de livraison : 1-5 jours

Magnésium
Le magnésium a une densité d'environ deux tiers de celle de l'aluminium et d'un quart de celle de l'acier. Sa faible dureté se traduit par un effort de coupe minimal et une usure réduite de l'outil. Avec une conductivité thermique supérieure à celle de l'aluminium, il permet d'économiser du temps d'usinage CNC et des matériaux. Son rapport résistance/poids est supérieur à celui des alliages d'aluminium et de l'acier, tandis que sa capacité d'amortissement est 1,5 fois supérieure à celle de l'aluminium, ce qui permet d'absorber efficacement les vibrations et le bruit. Ces propriétés en font un matériau idéal pour les industries aérospatiale, automobile et électronique.
Couleur : Argent.
Les types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finition de la surface : Revêtement par conversion chimique, anodisation, nickelage, galvanoplastie, revêtement composite, peinture par pulvérisation, revêtement par poudre, revêtement par électrophorèse.
Délai de livraison : 1-5 jours.
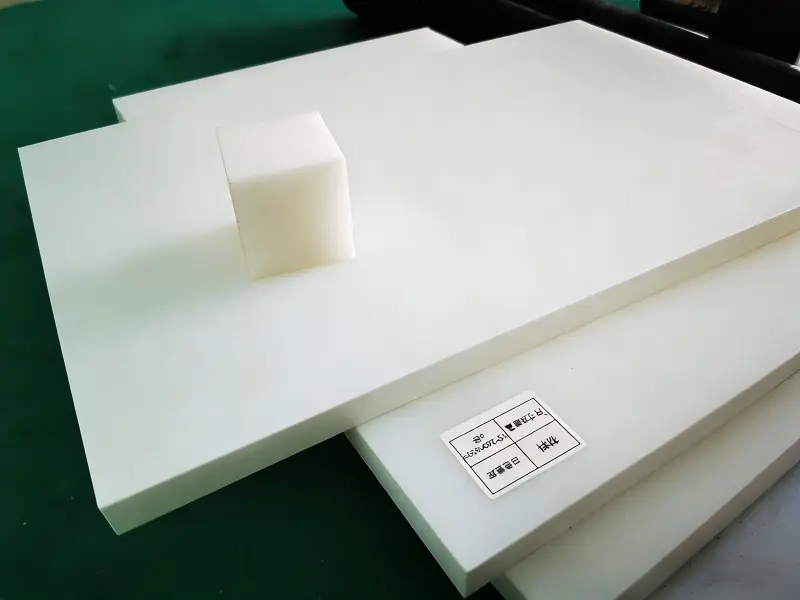
Matière plastique :

ABS
Combinant la rigidité de l'acrylonitrile, la ténacité du butadiène et la facilité de traitement du styrène, il offre une excellente résistance aux chocs (conservant sa ténacité même à basse température) avec une dureté et une rigidité équilibrées. Adapté aux composants de précision soumis à des charges modérées, il est idéal pour la fabrication de pièces de précision telles que les boîtiers électroniques et électriques, les conduits automobiles, les composants d'habillage intérieur et les composants d'habillage extérieur.
Couleur : Beige, noir.
Les types : ABS polyvalent, ignifuge, résistant à la chaleur, résistant aux chocs, transparent (MBS), rempli d'ABS modifié, allié, fonctionnalisé.
Finition de la surface :Revêtement par pulvérisation, galvanisation, sérigraphie, gravure au laser, estampage à chaud, revêtement sous vide, impression par transfert d'eau, sablage, revêtement anti-traces de doigts.
Délai de livraison : 1-5 jours.
PC
Thermoplastique haute performance présentant une grande ténacité (résilience à basse température) et une grande rigidité, idéal pour l'usinage de précision à commande numérique (découpe, perçage). Plus léger que l'acrylique, il offre une forte résistance au fluage et une isolation haute fréquence, convenant aux composants isolés et résistants aux contraintes. Respectueux de l'environnement grâce au recyclage par fusion, il est utilisé dans les boîtiers électroniques, les supports de spectromètre et les dissipateurs thermiques.
Couleur : blanc ou noir.
Les types : PC général usinable/retardateur de flamme/renforcé/mélangé.
Finition de la surface : Polissage, durcissement, pulvérisation, gravure au laser, galvanisation, estampage à chaud.
Délai de livraison : 1-5 jours.

PMMA
Avec un coefficient de transmission de la lumière de 92%, il est qualifié de "cristal plastique" et sert de matériau pour les composants optiques tels que les lentilles et les guides de lumière. Son uniformité optique dépasse celle du verre ordinaire, alors qu'il pèse deux fois moins. Il est facile à usiner, présente une stabilité thermique modérée, un faible retrait et une bonne résistance aux chocs. Il est principalement utilisé dans l'industrie de l'électronique grand public pour les couvercles de protection des écrans, les lentilles et les cadres de téléphones portables.
Couleur Les couleurs sont les suivantes : transparent, blanc, noir, coloré.
Les types : Polyvalent / Résistant aux chocs / Résistant à la chaleur / Nacré.
Finition de la surface : Polissage, revêtement amélioré, sablage pour la texture, impression pour la coloration, traitements anti-rayures et anti-traces de doigts.
Délai de livraison : 1-5 jours.

POM
Haute résistance à la traction et faible coefficient de frottement, excellente stabilité dimensionnelle, facilité d'usinage, peut remplacer le métal comme matière première pour les composants résistants à l'usure tels que les engrenages et les roulements, largement utilisés dans l'industrie automobile, les machines industrielles, les outils médicaux, etc.
Couleur blanc, noir, bleu, jaune, etc.
Les types : POM-H, POM-C.
Finition de la surface : Polissage, sablage, polissage chimique, polissage au laser, anodisation/peinture.
Délai de livraison : 1-5 jours.
PA
Le PA (polyamide, nylon) présente une résistance à la traction comprise entre 62 et 85 MPa, un faible coefficient de frottement et une excellente résistance à la chaleur. Principalement utilisé dans les composants structurels à forte charge tels que les engrenages et les roulements, il facilite la fabrication de pièces automobiles, de produits électroniques grand public et de composants de machines industrielles.
Couleur : Coloré.
Les types : PA6, PA66, PA6T, PA9T.
Finition de la surface :Broyage mécanique, attaque acide/alcaline, technologie de l'hydrolyse, revêtement.
Délai de livraison : 1-5 jours.

PE
Le PE (polyéthylène) est un matériau thermoplastique à faible point de fusion. Pendant l'usinage, la température de l'outil doit être contrôlée pour éviter l'adhérence, ce qui permet d'obtenir une surface lisse et sans bavure. Ses propriétés de faible friction et d'autolubrification en font un matériau adapté aux composants coulissants/rotatifs. Il résiste à la plupart des acides, alcalis, sels et solvants organiques, mais il est soluble dans les hydrocarbures aromatiques et halogénés. Les applications courantes comprennent les conteneurs alimentaires, les poubelles et les jouets.
Couleur Les couleurs sont les suivantes : noir, blanc, coloré.
Les types : LDPE, HDPE, UHMWPE, PEX, PEX-A, PEX-B.
Finition de la surface :Polissage, sablage, revêtement, gravure.
Délai de livraison : 1-5 jours.

PEEK
Le PEEK (polyétheréthercétone) est un plastique technique semi-cristallin qui se caractérise par une grande résistance, un point de fusion élevé et un faible coefficient de frottement. Il offre une excellente résistance chimique et convient aux composants structurels de l'aérospatiale, aux pièces à haute température et aux dispositifs médicaux tels que les endoscopes et les poignées.
Couleur : Beige, noir.
Les types : CF-PEEK, GF-PEEK, PEEK avec des charges de noir de carbone/céramique/PTFE/graphite.
Finition de la surface :Sablage, polissage, revêtement métallique, revêtement polymère.
Délai de livraison : 1-5 jours.

PP
Le PP (polypropylène) est un thermoplastique semi-cristallin dont le point de fusion est d'environ 130-160°C. Il présente d'excellentes propriétés d'écoulement lors de la transformation. Il présente d'excellentes propriétés de fluidité de traitement. Lors de l'usinage CNC, le contrôle de la température est essentiel (plage recommandée : 200-230°C). Il convient aux opérations de pliage répétées. Le choix de l'outil doit s'aligner sur les caractéristiques du matériau. Principalement utilisé pour les conteneurs, les connecteurs et les composants structurels.
Couleur Les couleurs sont les suivantes : noir, blanc, coloré.
Les types : PP-H, PP-B, PP-R, HIPP.
Finition de la surface :Polissage, sablage, revêtement.
Délai de livraison : 1-5 jours.

PEHD
Le PEHD (polyéthylène haute densité) est un thermoplastique linéaire qui présente une excellente résistance aux chocs et une grande stabilité dimensionnelle. Non toxique et inodore, il convient à la fabrication de valves, de corps de pompes, d'engrenages, de paliers lisses et sert de matériau de base pour les planches de surf.
Couleur : noir, blanc.
Les types : HI-HDPE, UV-HDPE, UHMWPE, HDPE chargé de noir de carbone.
Finition de la surface :Polissage, sablage, revêtement.
Délai de livraison : 1-5 jours.

HIPS
Le HIPS est un thermoplastique non cristallin contenant 5-15% de caoutchouc, offrant à la fois une grande résistance aux chocs et une grande facilité de traitement. Il se caractérise par une dureté de surface modérée, une faible absorption de l'humidité (0,05-0,7%), un faible coût et la possibilité de réaliser des structures complexes. Largement utilisé dans les boîtiers d'appareils électroménagers, les emballages alimentaires, les intérieurs d'automobiles et les tuyauteries industrielles, il remplace le métal pour répondre aux exigences de légèreté et de résistance aux chocs.
Couleur : noir.
Les types : HIPS résistant aux chocs, HIPS ignifuge bromé, HIPS renforcé de fibres de verre.
Finition de la surface :Polissage ,Sablage ,Coating.
Délai de livraison : 1-5 jours.
Finitions de surface pour les pièces d'usinage à commande numérique à 4 axes
S'appuyant sur plus d'une décennie d'expertise en matière d'usinage CNC et de processus de traitement de surface, Weldo a compilé les options de finition suivantes, conçues pour améliorer la qualité et la finition de la surface des pièces après l'usinage à 4 axes. Cette approche permet d'améliorer l'aspect des pièces, la rugosité de la surface, la dureté et la résistance à la corrosion, tout en masquant efficacement les marques d'outils.

Finition usinée
Le prototype traité par la machine-outil conserve des traces d'usinage de l'outil.

Anodisation
L'anodisation améliore la résistance à la corrosion et à l'usure des métaux et permet de les colorer et de les recouvrir.

Polonais
Le polissage améliore la finition de la surface et l'attrait esthétique. Il convient aux matériaux tels que les métaux, les céramiques, les plastiques et le PMMA.

Sablage
Le sablage consiste à propulser un matériau abrasif à haute pression ou mécaniquement sur une pièce afin d'obtenir une finition propre, rugueuse et mate.

Finition brossée
La finition brossée crée un motif texturé sur les surfaces métalliques, ce qui renforce l'attrait esthétique. Convient à l'aluminium, au cuivre, à l'acier inoxydable et à d'autres matériaux.

Revêtement en poudre
Le revêtement en poudre est appliqué à la surface de la pièce par adhésion électrostatique, puis durci à haute température pour former un revêtement dense, améliorant la résistance à la corrosion des surfaces métalliques et plastiques.

Finition par galvanoplastie
Le placage métallique est déposé sur les surfaces des matériaux par des procédés électrolytiques afin d'améliorer la résistance à la corrosion et à l'usure. Cette technique convient aux métaux et à certains plastiques.

Oxydation noire
Un revêtement d'oxyde noir est formé sur les surfaces métalliques par oxydation chimique, offrant un faible coût, un processus simple et une réduction de la réflexion de la lumière.

Alodine
Forme un revêtement protecteur sur les surfaces par conversion chimique, améliorant la résistance à la corrosion et l'adhérence. Respectueux de l'environnement et doté d'une excellente conductivité, il convient aux alliages d'aluminium et de magnésium.

Traitement thermique
En modifiant la microstructure interne des matériaux métalliques par chauffage, il améliore la dureté, la solidité, la ténacité et la résistance à l'usure. Il convient aux métaux tels que l'acier, les alliages d'aluminium, les alliages de cuivre et les alliages de titane.
Capacité d'usinage CNC 4 axes
Notre ISO 9001 démontre que nos pièces fraisées sur 4 axes répondent à des exigences strictes en matière de tolérance. Nous respectons les normes de tolérance ISO-2768f pour les métaux fraisés par CNC et ISO-2768m pour les pièces en plastique, ce qui vous permet d'obtenir des composants usinés par CNC avec des normes d'usinage de haute précision.
| Propriété | Description |
|---|---|
| Taille maximale des pièces | Diamètre maximal d'usinage jusqu'à 600 mm et longueur jusqu'à 1200 mm. L'indexation 4 axes permet d'usiner des pièces plus longues et plus complexes. |
| Taille minimale des pièces | Diamètre minimum usinable jusqu'à 3 mm, en fonction de la géométrie de la pièce et du matériau. |
| Tolérance générale | Tolérance standard ±0,01 mm ; des tolérances plus étroites jusqu'à ±0,005 mm peuvent être obtenues avec des configurations optimisées à 4 axes. |
| Délai d'exécution | Prototypes en 1 à 3 jours ; production de petites séries en 3 à 5 jours, avec des options accélérées en 24 à 48 heures. |
Lignes directrices pour la conception de l'usinage CNC à 4 axes
| Objet | Taille recommandée |
|---|---|
| Rayons | Rayon intérieur minimum ≥ 2 mm. Avec le positionnement à 4 axes, il est possible d'usiner des rayons plus importants, jusqu'à 500 mm, en fonction de la taille de la pièce et du matériau. |
| Filets et trous taraudés | Filets extérieurs et intérieurs de M2 à M50. Une longueur minimale de filetage de 1,5 fois le diamètre est recommandée pour assurer la stabilité lors de l'usinage multi-axes. |
| Épaisseur minimale de la paroi | Épaisseur minimale recommandée : 1 mm pour les métaux et 1,5 mm pour les plastiques afin de maintenir la rigidité pendant l'usinage indexé sur 4 axes. |
| Texte | Profondeur de gravure recommandée de 0,5 à 2 mm avec une hauteur de caractère de 1 à 10 mm, adaptée à la gravure sur plusieurs faces en utilisant la rotation sur 4 axes. |
| Trous | Diamètre minimal du trou : 1 mm. Profondeur recommandée ≤ 5× le diamètre ; profondeur maximale réalisable jusqu'à 10× le diamètre avec un positionnement contrôlé sur 4 axes. |
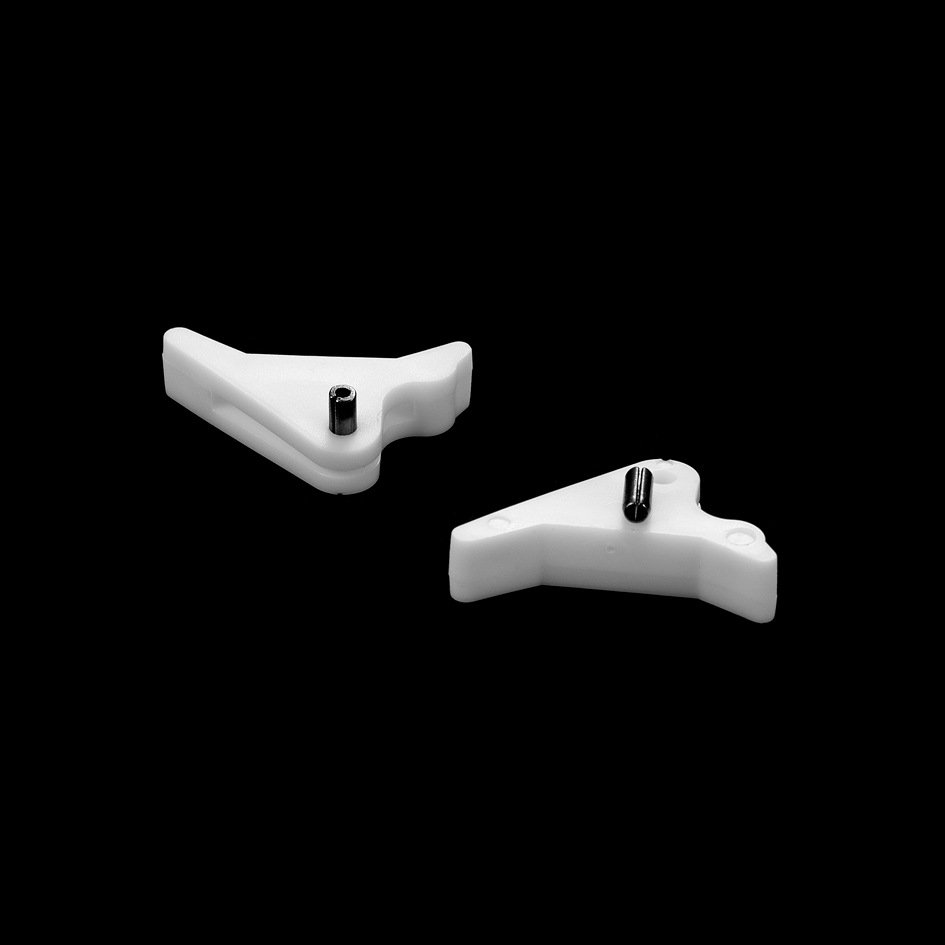
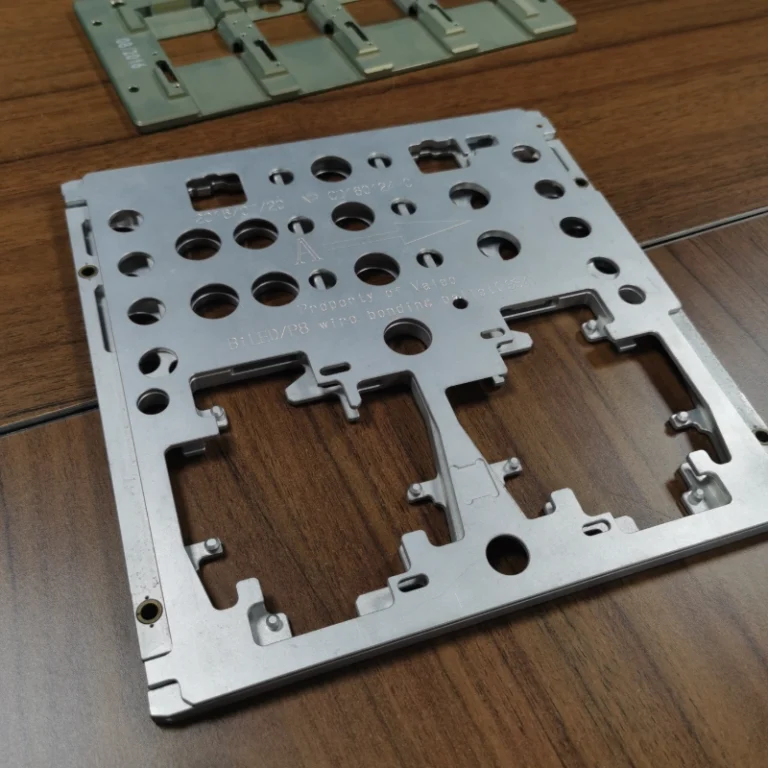
Affichage des pièces de fraisage CNC à 4 axes
Nos services d'usinage CNC à 4 axes traitent sans effort les surfaces complexes, l'usinage de solides tridimensionnels, englobant les plastiques, les métaux, les composants de grande taille et la production en petites séries. Les tolérances peuvent être contrôlées jusqu'à 0,001 pouce.






Avantages de l'usinage CNC à 4 axes
Amélioration de l'efficacité : Réduire les opérations de serrage et raccourcir le temps d'usinage
Usinage multi-surfaces en un seul montage : Les machines à 4 axes ajustent les angles de la pièce à l'aide d'axes rotatifs (axes A/C), ce qui permet l'usinage de plusieurs surfaces sans serrage répété. Cela minimise les interventions manuelles et les erreurs de positionnement.
Précision accrue : Obtenir une grande précision dans les structures complexes
Contrôle de précision multi-angles : Les axes rotatifs permettent aux outils d'approcher les pièces à usiner sous plusieurs angles, ce qui améliore la précision de l'usinage pour les géométries complexes.
Capacités pour les pièces complexes :
Aérospatiale : Aubes de turbines, carters de moteurs et autres composants irréguliers.
Dispositifs médicaux : Articulations artificielles, broches osseuses et autres pièces courbes de haute précision.
Fabrication automobile : Arbres de transmission, engrenages de transmission et autres composants structurels complexes.
Amélioration de la qualité de surface et de la durée de vie des outils
Amélioration de l'état de surface : Les outils coupent à des angles optimaux, réduisant les marques de broutage et les bavures pour améliorer la qualité de la surface.
Données : La rugosité de surface dans l'usinage à 4 axes s'améliore de 1 à 2 degrés par rapport à l'usinage à 3 axes (par exemple, de Ra 1,6 à Ra 0,8).
Durée de vie prolongée de l'outil : Les trajectoires de coupe optimisées minimisent l'usure de l'outil, ce qui prolonge la durée de vie.
Application de l'usinage CNC à 4 axes
La technologie de l'usinage CNC à 4 axes est largement appliquée dans de nombreuses industries. Voici les principaux domaines d'application des pièces usinées par CNC à quatre axes :
Industrie aérospatiale
Composants typiques : Aubes de turbines, composants de moteurs, pièces structurelles de cellules d'avion, etc. L'usinage des aubes de turbine exige une grande précision et un traitement de surface complexe. Les machines à quatre axes permettent un usinage à angles multiples grâce aux axes rotatifs.
Fabrication automobile
Composants typiques : Pièces de moteur (par exemple, blocs-cylindres, vilebrequins), arbres de transmission, engrenages de transmission, composants structurels de la carrosserie, etc. L'industrie automobile exige une précision exceptionnelle, que l'usinage CNC à 4 axes remplit efficacement.
Industrie des dispositifs médicaux
Pièces typiques : Articulations artificielles, vis à os, instruments chirurgicaux, prototypes d'implants, etc. Les dispositifs médicaux exigent une précision dimensionnelle stricte et l'intégrité des matériaux. L'usinage CNC à 4 axes garantit les tolérances des pièces et la qualité de la surface.
Industrie de la fabrication de moules
Pièces typiques : Noyaux et cavités pour moules d'injection, moules de soufflage, moules de coulée sous pression, etc.
FAQ de l'usinage CNC 4 axes
Quelle est la principale différence entre l'usinage CNC à 4 axes et l'usinage CNC à 3 axes ?
La CNC 4 axes ajoute un axe de rotation (généralement l'axe A ou l'axe B) au système traditionnel X//Z 3 axes, ce qui permet à la pièce ou à l'outil de tourner pendant l'usinage. Cette avancée permet d'obtenir les résultats suivants : Capacité d'usinage sur plusieurs faces : Réalise plusieurs coupes latérales en un seul réglage, réduisant ainsi les interventions manuelles : Usinage précis de rainures hélicoïdales, de trous incurvés et d'autres structures en 3D grâce à un système de rotation à trois axes.
Amélioration de l'efficacité : Pour les pales de turbines, l'usinage 4 axes réduit le temps de traitement de 40% tout en améliorant la finition de la surface.
Contrairement à la CNC 3 axes : La CNC à 3 axes ne peut se déplacer que linéairement, ce qui nécessite de multiples réglages ou des ajustements d'angle manuels pour les formes complexes, ce qui réduit l'efficacité et augmente les risques en matière de précision.
Dans quels cas l'usinage CNC à 4 axes doit-il être utilisé à la place de l'usinage à 3 axes ?
La CNC à 4 axes est préférable lorsque les pièces à usiner présentent des caractéristiques :
Caractéristiques multi-angles : Tels que les trous inclinés dans les blocs moteurs ou les interfaces irrégulières dans les dispositifs médicaux : Les pales de turbines aérospatiales nécessitent le moulage en une seule étape de courbes aérodynamiques afin d'assurer la continuité de la surface.
éviter les coutures.
Pièces de microprécision : Les filetages miniatures ou les dissipateurs thermiques des composants électroniques nécessitent une précision de l'ordre du micron par l'intermédiaire de
axe rotatif.
. Exigences en matière d'efficacité : dans la fabrication de moules pour l'industrie automobile, les 4 axes réduisent le temps de préparation de plus de 50%, ce qui permet de réduire considérablement les coûts d'exploitation et de maintenance.
les coûts de production.
Contre-exemple : Les pièces plates simples (par exemple, les plaques, les blocs carrés) ne nécessitent pas de 4 axes, car la CNC à 3 axes peut être efficace.
les compléter.
Dans quelle mesure l'usinage CNC à 4 axes s'adapte-t-il à différents matériaux ?
La CNC à 4 axes peut traiter différents matériaux, mais les paramètres de traitement doivent être ajustés en fonction des propriétés du matériau.
Métaux : aluminium/acier : Largement utilisé dans l'aérospatiale et l'automobile, nécessitant un RP élevé (8 000-12 000) et un liquide de refroidissement pour éviter la surchauffe.
Alliage de titane : Pour les implants médicaux, une faible vitesse de coupe (200-500 RP) et des outils en carbure sont nécessaires pour éviter l'usure de l'outil.
Non-métaux :
Plastiques techniques (par exemple PEEK) : Utilisés dans les boîtiers électroniques, ils nécessitent une faible force de coupe pour éviter les déformations.Composites (par exemple, fibre de carbone) : nécessitent des outils spécialisés et des mandrins à vide pour éviter la délamination : La dureté et la conductivité thermique des matériaux affectent directement les paramètres d'usinage, ce qui nécessite des essais de coupe pour optimiser le processus.
Le coût de l'usinage CNC à 4 axes est-il sensiblement plus élevé que celui de l'usinage à 3 axes ?
Les différences de coût nécessitent une évaluation globale de l'investissement à court terme par rapport aux avantages à long terme:Coût initial : les équipements CNC à 4 axes coûtent généralement 30%-50% de plus que les équipements à 3 axes en raison de la complexité accrue de l'axe rotatif.Coûts d'exploitation :
Consommation d'outils : L'usinage complexe peut augmenter l'usure de l'outil, mais l'optimisation de la trajectoire peut réduire la consommation en
10%6-20%.Maintenance: Les axes rotatifs nécessitent un étalonnage régulier, ce qui augmente les coûts de maintenance annuels de ~15%Bénéfices à long terme :
Gains d'efficacité : Pour les moules automobiles, les 4 axes réduisent les interventions manuelles de 60%, réduisant les coûts par pièce de 25%.
Avantages en termes de qualité : La réduction des erreurs de réglage améliore les taux de rendement de 10%-15%, ce qui réduit les coûts de reprise.Conclusion : Pour les pièces complexes ou la production de masse, la CNC à 4 axes présente des coûts à long terme moins élevés ; pour les pièces simples, la CNC à 3 axes est plus économique.
Comment les entreprises peuvent-elles déterminer si elles doivent passer à la CNC 4 axes ?
Évaluez la nécessité d'une mise à niveau en tenant compte des dimensions suivantes : Complexité du produit : si les pièces comportent des caractéristiques à angles multiples ou des surfaces incurvées, l'usinage à 3 axes nécessite de multiples réglages, ce qui compromet la précision. Le passage à l'usinage 4 axes améliore considérablement la qualité.Échelle de production : Dans la production de masse, la CNC 4 axes réduit le temps de cycle par pièce de 30%-50% en réduisant le nombre de réglages.
récupération rapide des coûts d'équipement . Exigences de l'industrie : Les secteurs de l'aérospatiale et de la médecine exigent une précision et une fiabilité extrêmes, ce qui rend la CNC à 4 axes essentielle pour la conformité.
Goulets d'étranglement techniques : si l'équipement 3 axes existant ne permet pas de répondre aux exigences de conception (par exemple, micro-filets, trous irréguliers), la mise à niveau vers le 4 axes est la seule solution.ase Study : Un fabricant de pièces automobiles est passé au 4 axes, réduisant le temps de traitement d'un arbre de transmission de 45 à 28 minutes, économisant ainsi plus de 2 millions d'euros par an.
