









Quando un progetto necessita di robustezza strutturale, buona resistenza alla corrosione ed estetica pulita, gli ingegneri spesso scelgono Prototipo in alluminio 6082 lavorato a CNC prima di passare alla produzione. Il prototipo convalida la funzione, dimostra la fattibilità della tolleranza ed espone precocemente i rischi legati ai costi e ai tempi di consegna, pur mantenendo la libertà di iterare.
Requisiti che danno forma a un prototipo di alluminio 6082 lavorato a CNC
Prima che le patatine volino, chiarite gli input decisionali che guidano il successo di un'operazione. Prototipo in alluminio 6082 lavorato a CNC.
Definire la funzione e le caratteristiche critiche
Contrassegnare le facce di accoppiamento, lo schema dell'origine e tutti gli elementi che devono essere rispettati. ±0,02-0,05 mm. Assegnare tutti gli altri come "riferimento". Questo singolo passaggio spesso elimina i passaggi di finitura non necessari e mantiene il vostro primo campione in orario.
Selezionare il temperamento e lo stock
Per i prototipi, la maggior parte dei team sceglie 6082-T6 o T651. Il T651 è sottoposto a stress-relieved e mantiene la planarità prevedibile sulle lastre intascate, ideale per una prima parte di prova dove la deformazione può mascherare il risultato reale del montaggio.
Finire prima, non dopo
Se il progetto necessita di anodizzazione nera o trasparente, includetelo nel piano del prototipo. La crescita del rivestimento influisce sugli accoppiamenti dei fori e sugli spessori delle filettature; pianificando ora la finitura si evitano risultati fuorvianti del tipo "va bene in laboratorio, non funziona sul campo". costruzione pilota.
Programmazione e attrezzaggio - Lavorabilità del 6082
Un motivo fondamentale per cui squadre come Prototipo in alluminio 6082 lavorato a CNC è il comportamento di taglio amichevole della lega.
Percorsi utensile che rispettano le pareti sottili
Utilizzare una fresatura ad alta efficienza e un impegno costante dell'utensile, soprattutto per le tasche profonde. Le passate di semifinitura alleviano le tensioni prima dell'ultimo taglio. Il risultato è un parte di prova che mantiene la planarità senza tempi di rettifica.
Libreria di frese e strategia del refrigerante
Le frese in metallo duro con scanalature lucidate e refrigerante a diluizione garantiscono un'evacuazione affidabile dei trucioli in 6082. Per le lavorazioni di piccolo diametro, considerare la lubrificazione a quantità minima per migliorare l'integrità del bordo superiore - utile quando il campione saranno sabbiati e poi anodizzati.
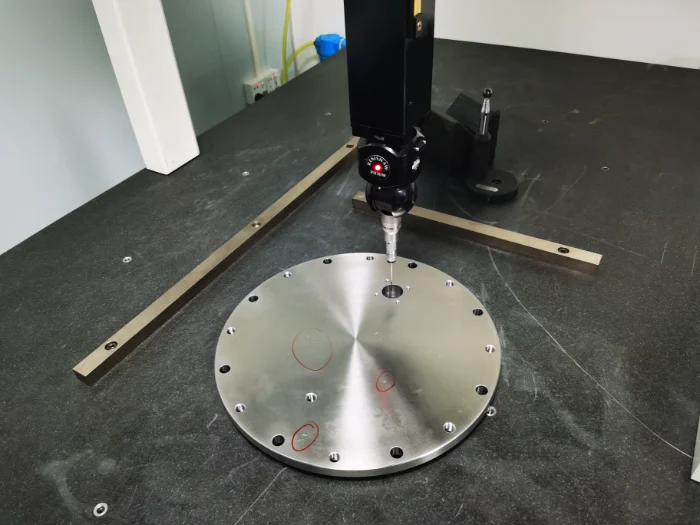
Pianificazione delle ispezioni
I prototipi beneficiano di sonde in-process e di controlli CMM post-process solo per le caratteristiche critiche. Un'immagine snella Revisione del DFM qui i tempi di ciclo sono ridotti, garantendo al tempo stesso le misure che contano.

Tolleranze, GD&T e cosa deve dimostrare un prototipo
A Prototipo in alluminio 6082 lavorato a CNC è più di un campione fisico: è un banco di prova per la producibilità.
Forma, forma, funzione
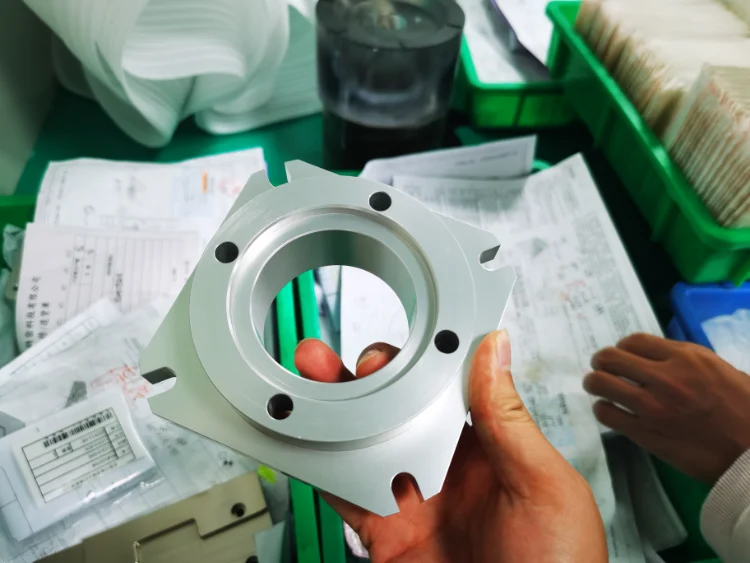
- Concentricità del foro alla sede del cuscinetto o alla spalla dell'albero convalida la dinamica dell'assemblaggio.
- Piattezza/parallelismo tra le facce di montaggio determina la stabilità della coppia e la tenuta.
- Qualità del filo dopo l'anodizzazione (con mascheratura o post-tappatura) dimostra la fattibilità della produzione.
Segnali di capacità di processo
Se il primo parte di prova è difficile da tenere, chiedersi se il problema è la geometria (la portata dell'utensile), la strategia dell'origine o la sollecitazione del materiale. La risposta guida le modifiche alla progettazione prima di impegnarsi in piccolo lotto.
Finiture di superficie che si abbinano bene al 6082
Per i prototipi, le finiture devono essere rappresentative, ma non è detto che siano in grado di rispettare i tempi.
Anodizzazione Opzioni
- Tipo II trasparente/neroEconomico, resistente alla corrosione, ideale per le unità di convalida.
- Rivestimento duro di tipo III: protezione dall'abrasione per le interfacce di scorrimento; spessore del piano nei fori.
Sabbiatura + anodizzazione
Molti team specificano un cosmetico opaco. Nel 6082, una leggera sabbiatura nasconde i segni degli utensili e aiuta la campione come un pezzo destinato al cliente. Tenete conto della crescita superficiale nelle vostre tolleranze.
Mascheramento selettivo
Per i fori dei cuscinetti e i perni rettificati, mascherare durante l'anodizzazione o alesare/post-tamponare successivamente. Provare questo sul Prototipo in alluminio 6082 lavorato a CNC riduce la produzione di massa.
Tempi di consegna, costi e come quotare i prototipi in modo intelligente
Il costo di un Prototipo in alluminio 6082 lavorato a CNC è in gran parte guidata dall'allestimento e dalla programmazione, non dalla materia prima.
Cosa determina il prezzo dei prototipi
- Programmazione e configurazione (non ricorrente).
- Tempo di ciclo (percorsi utensile, portata, rigidità).
- Finitura (sabbiatura, anodizzazione, mascheratura).
- QA (tempo della CMM, certificazioni del calibro).
Tempi di consegna indicativi
- Prototipazione rapida: 3-5 giorni lavorativi per piastre o staffe semplici.
- Alloggiamenti complessi/5 assi7-12 giorni, compresa la finitura.
- Costruzione pilota (20-50 pezzi): 10-15 giorni con fissaggi ripetibili.
Cosa inviare per un preventivo veloce
Un pacchetto ben strutturato permette di ottenere un prezzo realistico in un solo passaggio: STEP/IGES, PDF completamente quotato con GD&T, tolleranze prioritarie, materiale/temperatura, specifiche di finitura ed eventuali zone mascherate, oltre a una riga piccolo lotto piano ("1 pezzo ora; 50 pezzi dopo l'approvazione").
Leve di progettazione che riducono il rischio dei prototipi (e i costi futuri)
Utilizzate il prototipo per ridurre i rischi di produzione e comprimere i tempi di consegna futuri.
1) Angoli facili da usare
Abbinare i raggi delle tasche alle dimensioni standard delle frese (ad esempio, R2.0, R3.0). Il vostro parte di prova taglierà in modo più pulito e veloce.
2) Strategia del dato per il completamento bilaterale
Pianificate i dati in modo che il pezzo possa essere rifinito in due setup; ogni salto evitato elimina l'errore di impilamento e il tempo di NRE.
3) Regolazione dello spessore della parete
Passare da 1,0 mm a 1,5 mm quando possibile. Il 6082 si irrigidisce notevolmente; il chattering diminuisce e la finitura della superficie migliora, il che è importante quando il vostro campione deve impressionare i decisori.
4) Finite solo ciò che conta
Se una faccia estetica sarà nascosta durante l'assemblaggio, lasciatela come lavorata per il prototipo. Riservare la sabbiatura o l'anodizzazione alle superfici esposte per abbreviare il ciclo di validazione.
5) Strategia del filo
Mascherare le filettature prima dell'anodizzazione o specificare la post-tappatura. Dimostrare entrambe le cose durante Prototipo in alluminio 6082 lavorato a CNC in modo che il viaggiatore della produzione sia cristallino.
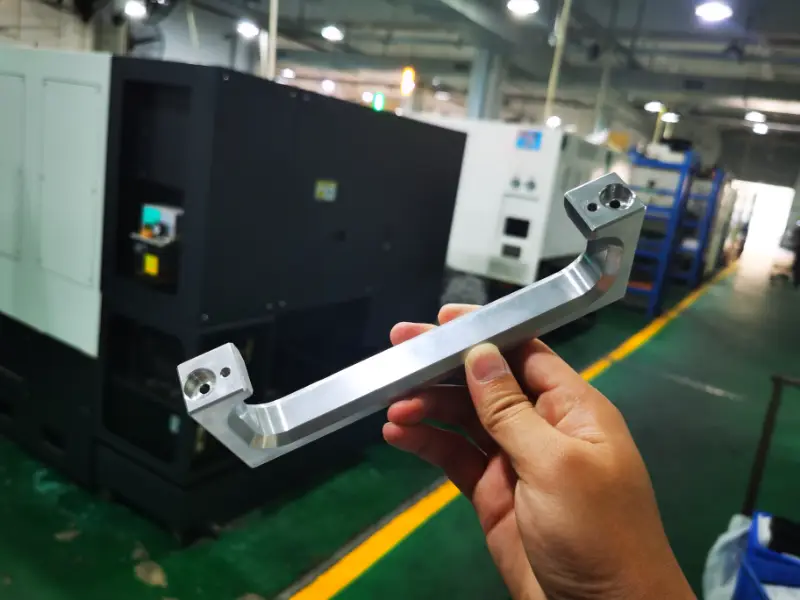
Nota sul caso: staffa di automazione, 6082-T651
- Ambito di applicazione: Fresatura a 3 assi su due lati, fori profondi e svasati
- Finitura: Sabbiatura + anodizzazione nera di tipo II (filettature M6 mascherate)
- Risultato: Primo campione Il montaggio è stato superato; un piccolo aumento del raggio ha consentito un percorso utensile più veloce. Piccolo lotto di 30 pezzi consegnati in 12 giorni con una cosmesi identica a quella del prototipo.
Che cosa aspettarsi da un partner per i prototipi?
Un negozio competente che gestisce Prototipo in alluminio 6082 lavorato a CNC lavoro dovrebbe fornire:
- Una sintesi Revisione del DFM entro 24-48 ore, evidenziando i rischi legati al tempo di ciclo.
- Schermate CAM e note di fissaggio che dimostrano l'approccio.
- Un piano di misurazione chiaro (cosa si ottiene con la CMM o con i calibri).
- Tagliandi di finitura se la consistenza del colore è importante per il vostro costruzione pilota.
- Un percorso in scala: stessi utensili, stesse attrezzature, stessi viaggiatori - così il primo articolo diventa lo standard di produzione.
Perché Weldo Machining
Weldo Machining è specializzata in Prototipo in alluminio 6082 lavorato a CNC programmi che passano senza problemi alla produzione. Combiniamo la rapidità dei preventivi con la conoscenza della producibilità:
- Rapido Revisione del DFM e la determinazione dei prezzi in base al rischio.
- Capacità a 3, 4 e 5 assi; tastatura e verifica CMM delle caratteristiche critiche.
- Sabbiatura interna e anodizzazione coordinata per mantenere stabile il colore da parte di prova a costruzione pilota.
- Flessibile piccolo lotto opzioni e curve di costo chiare all'aumentare del volume.
Inviate oggi stesso il vostro STEP e il vostro disegno-Vi forniremo un preventivo dettagliato e una tempistica, oltre a modifiche opzionali per ridurre i tempi di ciclo e preservare la funzionalità.

Conclusione
Una gestione corretta Prototipo in alluminio 6082 lavorato a CNC è il modo più rapido per trasformare le intenzioni del CAD in funzioni verificate e in un caso commerciale credibile. Pianificando tempestivamente le tempistiche e le finiture, concentrando la GD&T su ciò che conta e trattando il prototipo come una prova di produzione, i team riducono al minimo le rilavorazioni e comprimono i tempi di lancio. Quando siete pronti a passare da campione per scalare, collaborate con un'azienda che progetta i costi fin dal primo giorno.
Contatto Lavorazione Weldo per un preventivo rapido, un'offerta pragmatica DFM e una revisione prototipo che è già pronto per la produzione.









