

Bronzo
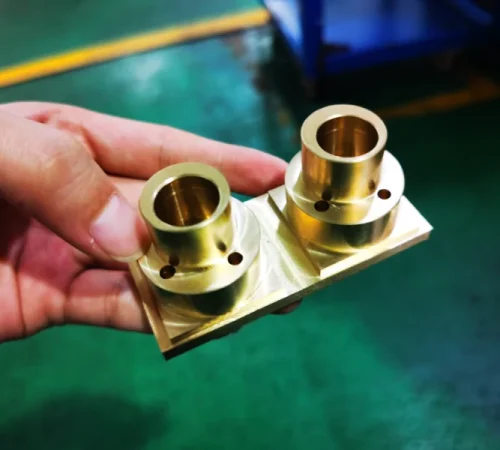
Sfruttando la nostra esperienza nella lavorazione del bronzo, soddisfiamo i requisiti dei componenti nei settori della meccanica, della strumentazione di precisione e dell'aerospaziale. Contattateci oggi stesso per discutere le vostre esigenze di bronzo personalizzato!
Tolleranze : ±0.002"
Altri tipi di bronzo disponibili a Weldo : Bronzo allo stagno, bronzo all'alluminio, bronzo per cuscinetti, bronzo al piombo e stagno.C952,C932,C642,C863)
Opzioni di processo:
- Colata
- Estrusione
- Lavorazione CNC
- Elettroerosione a filo
- Finitura superficiale
Proprietà fisiche di diversi tipi di bronzo
Il bronzo consente di regolare i rapporti dei costituenti per creare leghe con diverse proprietà del materiale. Di seguito sono elencate le leghe di bronzo più comuni, con i relativi nomi e parametri di prestazione.
| Materiale | Grado (Standard) | Resistenza alla trazione (MPa) | Resistenza alla fatica (MPa) | Durezza | Densità (g/cm³) | Note |
|---|---|---|---|---|---|---|
| Bronzo allo stagno | CuSn10 (EN CC480K / equivalente GB) | ≈ 320 | ≈ 110 | ≈ 100 HB | ≈ 8.8 | Bronzo fuso in stagno |
| Bronzo allo stagno (bronzo fosforoso) | CuSn6 (ASTM B103 / UNS C51900) | 500-765 | ≈ 165-255 | 174-210 HB | ≈ 8.84 | Battuto, dipendente dalla tempra |
| Alluminio Bronzo | CuAl10Fe3 (EN CW307G / equivalente GB) | 610-760 | ≈ 200-250 | 160-230 HB | 7.5-7.8 | Dipendente dalla fusione / forgiatura |
| Nichel Alluminio Bronzo | CuAl11Ni6Fe5 (ASTM B150 / UNS C63000) | ≈ 760 | ≈ 255 | ≈ 94 HRB | ≈ 7.58 | Bronzo all'alluminio ad alta resistenza |
| Cuscinetto di bronzo | CuPb15Sn8 (ISO 4382 / simile a UNS C93800) | 170-220 | ≈ 69 | 60-65 HB | ≈ 9.25 | Cuscinetti in bronzo ad alto tenore di piombo |
| Bronzo al piombo (canna di fucile) | CuSn5Zn5Pb5 (EN CC491K) | 200-270 | ≈ 65-90 | 60-70 HB | 8.8-8.9 | Fusione di canna da zucchero |
| Bronzo al piombo e stagno (SAE 660) | CuSn10Pb5 (ASTM B505 / UNS C93200) | ≥ 241 | ≈ 110 | ≈ 65 HB | 8.8-8.9 | Cuscinetto standard in bronzo |





Finiture superficiali per parti in bronzo
Il bronzo offre un'eccellente resistenza alla corrosione, ma Weldo ne migliora la durata e l'aspetto con la sabbiatura, la lucidatura, la verniciatura, la galvanica e il rivestimento chimico.
| PROCESSO | DESCRIZIONE |
|---|---|
| Come lavorato | Dopo la fresatura, la tornitura, la rettifica e altri processi di lavorazione CNC, viene mantenuta la condizione superficiale originale. |
| Lucidatura | Abrade la superficie fino a renderla liscia e lucente, eliminando i graffi e migliorando la riflettività. Ra varia da 0,025-0,1 μm |
| Sabbiatura | Utilizza getti abrasivi ad alta velocità (ad esempio, sabbia di quarzo) per creare texture uniformi ruvide/opache, rimuovendo gli ossidi o migliorando l'adesione del rivestimento. |
| Rotolamento | Ruota i pezzi con gli abrasivi in un tamburo per sbavare, arrotondare gli spigoli e affinare le superfici, ideale per i piccoli lotti di pezzi. |
| Elettrolucidatura | Rimuove le micro-protrusioni tramite elettrolisi per ottenere una superficie liscia e brillante; aumenta la resistenza alla corrosione, utilizzato per parti di precisione in acciaio inossidabile. |
| Alodio | Rivestimento a conversione chimica per il bronzo, che forma uno strato di ossido per migliorare la resistenza alla corrosione e favorire l'adesione della vernice. |
| Trattamento termico | Modifica la struttura del materiale tramite riscaldamento/raffreddamento per migliorare la durezza/resistenza (ad esempio, tempra), senza modifiche dirette dell'aspetto. |
| Ossidazione nera | Forma una pellicola di ossido nero sul pezzo in bronzo per la prevenzione della ruggine, la decorazione o la riduzione dei riflessi; sottile, di minimo impatto dimensionale. |
| Nichel elettrolitico | Deposita uno strato uniforme di nichel per reazione chimica (senza elettricità), resistente all'usura e alla corrosione, spessore controllabile. |
| Cromatura | Depositi elettrolitici di cromo; cromo decorativo (brillante) o cromo duro (resistente all'usura), utilizzato per parti di automobili, articoli sanitari. |
| Rivestimento in polvere | Applicazione elettrostatica di polvere secca, polimerizzata ad alta temperatura per ottenere un rivestimento tenace e di colore variabile; resistente all'usura e alla corrosione. |
| Finitura spazzolata | Sfrega la superficie in un'unica direzione per creare linee sottili e continue; decorativa e resistente all'usura, utilizzata per apparecchi in bronzo. |







Pro e contro dei materiali in bronzo
Pro
1. Buona lavorabilità: Il bronzo è relativamente morbido, con una bassa resistenza al taglio. Provoca una minore usura degli utensili e si adatta a pezzi di forma complessa.
2. Eccellente resistenza all'usura: Il bronzo contenente stagno ha una durezza superficiale moderata, che rende le parti lavorate ideali per i componenti a frizione come cuscinetti e ingranaggi.
3. Forte resistenza alla corrosione: Migliore dell'acciaio ordinario all'aria, all'acqua di mare e così via, adatto ad ambienti esterni o umidi.
4. Buona conducibilità termica ed elettrica: Mantiene le proprietà intrinseche del bronzo, adatto a parti che dissipano il calore o a parti conduttrici.
5. Elevata stabilità dimensionale: Minima deformazione post-lavorazione, che garantisce un'elevata precisione per i pezzi di precisione.
Contro
1. Costo elevato del materiale: Il bronzo è più costoso dell'acciaio, dell'alluminio, ecc. e ciò comporta una pressione sui costi nella produzione di massa.
2. Alta densità: Le parti lavorate sono pesanti e possono aumentare il peso complessivo dell'apparecchiatura, inadatta alle esigenze di leggerezza.
3. Efficienza di lavorazione limitata: Sebbene siano facili da tagliare, le leghe di bronzo ad alta durezza (ad esempio, il bronzo all'alluminio) possono causare l'adesione dell'utensile durante la lavorazione ad alta velocità.
4. Limiti del trattamento di superficie: Alcune leghe di bronzo hanno una lucentezza media dopo la lavorazione; per un'elevata decoratività è necessaria una lucidatura supplementare.
Campi di applicazione delle parti in bronzo
Settore macchine industriali e trasmissione: Il bronzo viene utilizzato per componenti resistenti all'usura, come cuscinetti e ingranaggi, per migliorare le prestazioni dei macchinari.
Settore dell'ingegneria navale e della costruzione navale: La resistenza alla corrosione del bronzo lo rende ideale per le parti marine, come i sistemi di propulsione e gli accessori degli strumenti.
Settore aerospaziale: La resistenza alle alte temperature e la conduttività del bronzo sono fondamentali per i componenti aerospaziali come i corpi valvola e le boccole di precisione.
Settore Elettronica 3C: La conducibilità termica ed elettrica del bronzo supporta componenti come connettori, terminali e dissipatori di calore per l'elettronica.

FAQ sul materiale in bronzo
Che tipo di materiale è il bronzo?
Il bronzo è una lega composta principalmente da rame e stagno, a cui possono essere aggiunti altri elementi. Caratterizzata da un'elevata resistenza, un'eccellente colabilità e una buona resistenza alla corrosione, è ampiamente utilizzata in settori quali i macchinari, la costruzione navale e l'ingegneria elettrica.
Il bronzo è magnetico?
Il bronzo non è magnetico. Il bronzo è una lega di rame e stagno; poiché sia il rame che lo stagno sono sostanze non ferromagnetiche, il bronzo nel suo complesso non possiede proprietà magnetiche. Questa caratteristica conferisce al bronzo notevoli vantaggi nelle applicazioni in cui è richiesta la resistenza al magnetismo, come nell'industria elettronica e nella produzione di strumenti di precisione, rendendolo ideale per la produzione di componenti come parti antimagnetiche e contatti a molla.
Il bronzo si graffia facilmente?
Il bronzo ha una durezza relativamente bassa e una superficie morbida, che lo rende suscettibile ai graffi; in particolare, le leghe di bronzo con un contenuto di stagno più elevato tendono a essere più morbide e ancora più inclini ai graffi. L'aggiunta di altri elementi, come l'alluminio o lo zinco, può aumentare la durezza del bronzo, migliorandone la resistenza ai graffi. Inoltre, l'applicazione di rivestimenti o trattamenti di placcatura può creare una pellicola protettiva sulla superficie del bronzo, proteggendola da graffi e abrasioni.
