

Lavorazione CNC dell'ABS
L'ABS offre un'eccellente resistenza agli urti, al calore e alla lavorazione, rendendolo ideale per l'elettronica, le parti automobilistiche e i giocattoli.
Tolleranza: ±0,02 mm
MOQ: prototipo accolto.
Tempi di consegna: 1-7 giorni
Intervallo di processo:
- Lavorazione CNC
- Stampaggio
- Termoformatura
- Taglio laser
- Finitura superficiale
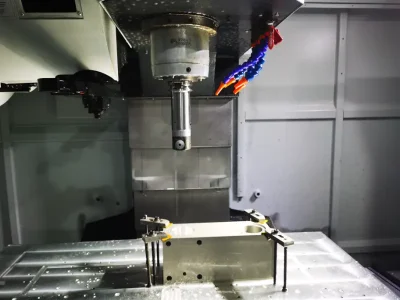
Che cos'è la lavorazione cnc dell'ABS?
La lavorazione CNC dell'ABS è un processo di fresatura, foratura, maschiatura e altre lavorazioni di precisione su materiali plastici ABS.
Proprietà del materiale ABS
Proprietà meccaniche: Elevata tenacità e resistenza agli urti, adatta alla produzione di pezzi in grado di resistere alle forze esterne.
Stabilità chimica: Resistente ad acidi, alcali e oli, si adatta ad ambienti complessi.
Prestazioni di elaborazione: Facile da tagliare, punto di fusione di circa 220℃, non incline a crepe durante la lavorazione.
Struttura della superficie: Superficie liscia dopo la lavorazione, adatta alla spruzzatura diretta o alla galvanica.
Isolamento elettrico: Adatto per involucri di prodotti elettronici e componenti strutturali.
Vantaggi della lavorazione CNC dell'ABS:
Alta precisione: Precisione a livello di micron, per soddisfare i requisiti di una lavorazione geometrica complessa.
Flessibilità: Lavorazione senza stampi basata su modelli CAD, adatta per piccoli lotti e prototipi.
Alta efficienza: L'automazione riduce i tempi di ciclo e i costi di manodopera.
Elevato utilizzo del materiale: Meno scarti rispetto allo stampaggio a iniezione, adatto per ABS di alto valore.
Eccellente qualità della superficie: Superficie liscia dopo la lavorazione, che consente il montaggio diretto e riduce la post-lavorazione.
Tipi di materiali ABS e proprietà meccaniche
| Grado | Resistenza alla trazione (MPa) | Modulo di flessione (GPa) | Impatto con intaglio (kJ/m²) | Temperatura di deflessione termica (°C) | Caratteristiche principali | Applicazioni tipiche |
|---|---|---|---|---|---|---|
| ABS generale | 33-52 | 2.0-2.6 | 15-25 | 85-95 | Prestazioni equilibrate, facilità di lavorazione, elevata brillantezza | Alloggiamenti per elettrodomestici, prodotti di uso quotidiano |
| ABS ad alto impatto | 33-44 | 1.8-2.2 | 25-50 | 85-95 | Eccellente resistenza agli urti, elevata tenacità, elevato contenuto di butadiene | Interni di autoveicoli, caschi di sicurezza, utensili elettrici |
| ABS resistente al calore | 41-52 | 2.1-2.8 | 10-20 | 110-125 | Resistenza alle alte temperature, elevata distorsione termica, buona rigidità | Vani motore di autoveicoli, componenti di elettrodomestici ad alta temperatura |
| ABS trasparente (MABS) | 42-50 | 2.0-2.2 | 14-20 | 80-92 | Elevata trasmittanza luminosa, resistenza chimica, più resistente del PMMA | Parti trasparenti per il settore medico, contenitori per alimenti, alloggiamenti trasparenti |
| ABS rinforzato con fibra di vetro (20-30%) | 70-100 | 6.0-8.0 | 5-10 | 100-120 | Elevata resistenza, elevata rigidità, stabilità dimensionale | Parti strutturali, componenti automobilistici, ingranaggi di precisione |
| ABS ignifugo (UL94 V-0) | 35-45 | 2.2-2.7 | 15-25 | 85-95 | Ritardante di fiamma, isolante elettrico, a basso contenuto di fumo | Alloggiamenti elettronici ed elettrici, prese, pile di ricarica |





Finitura superficiale per parti in ABS lavorate a macchina
Sulla base di oltre 15 anni di esperienza nella lavorazione CNC, abbiamo compilato il seguente elenco di processi di finitura superficiale utilizzati per vari pezzi lavorati di precisione in materiale ABS.
| Trattamento della superficie | Descrizione | Applicazioni tipiche |
|---|---|---|
| Lucidatura | La lucidatura meccanica rimuove i segni degli utensili e i piccoli graffi superficiali, migliorando la scorrevolezza e l'aspetto. | Parti cosmetiche, componenti per display |
| Sabbiatura | I mezzi abrasivi vengono sabbiati sulla superficie per creare una finitura uniforme opaca o strutturata. | Riduzione del bagliore, occultamento dei segni di lavorazione |
| Verniciatura / Rivestimento a spruzzo | Il rivestimento della superficie fornisce colore, protezione e una maggiore attrattiva visiva. | Involucri, alloggiamenti, parti estetiche |
| Stampa serigrafica | Loghi, simboli o testi vengono stampati sulla superficie dell'ABS. | Pannelli di controllo, branding |
| Stampa UV | La stampa digitale UV applica direttamente motivi o grafiche con forte adesione e durata. | Grafica e marcature personalizzate |
| Incisione laser | La marcatura laser crea testi, loghi o numeri di serie permanenti sulla superficie. | Identificazione, tracciabilità |
| Lisciatura del vapore | Il trattamento chimico a vapore fonde leggermente la superficie per ottenere una finitura liscia e lucida. | Aspetto lucido, superfici sigillate |
| Placcatura elettrolitica (placcatura ABS) | Processo di metallizzazione dopo uno speciale pretrattamento della superficie per creare un aspetto metallico. | Parti decorative, finiture di pregio |







Applicazione delle parti ASB lavorate a macchina CNC
La lavorazione CNC dell'ABS è ampiamente utilizzata nei seguenti settori:
Elettronica : Custodie per telefoni cellulari, supporti per tablet, custodie per router, ecc.
Automotive : Cruscotti, pannelli delle porte, alloggiamenti dei fari e altre parti interne.
Elettrodomestici: Pannelli di controllo della lavatrice, cassetti del frigorifero, bocchette dell'aria condizionata, ecc.
Giocattolo : Blocchi da costruzione, modellini di auto, involucri di robot, ecc.
Apparecchiature mediche: Involucri delle apparecchiature, maniglie, strutture di supporto, ecc. (devono essere conformi agli standard ABS di tipo medico).
Apparecchiature industriali: Involucri dei sensori, connettori, coperture protettive, ecc.
Considerazioni chiave per la lavorazione CNC dell'ABS:
Materiale: Preferire l'ABS di tipo meccanico per ridurre al minimo le deformazioni.
Strumenti: Utilizzare utensili affilati e specifici per la plastica per evitare una profondità di taglio eccessiva che potrebbe causare deformazioni e vibrazioni.
Parametri: Ottimizzare la velocità di taglio, l'avanzamento e la profondità di taglio per evitare surriscaldamenti e deformazioni.
Serraggio: Utilizzare morsetti affidabili per evitare un'eccessiva deformazione da compressione.
Liquido di raffreddamento: Scegliere un refrigerante non aromatico e solubile in acqua per evitare la contaminazione dell'ABS.
Ricottura: Pretrattamento per alleviare le tensioni interne e ridurre la deformazione.
Finitura superficiale: Lucidare, galvanizzare o verniciare a spruzzo, se necessario, per migliorare le prestazioni e l'aspetto.
FAQ della lavorazione cnc dell'abs
Il materiale ABS è soggetto a deformazioni durante la lavorazione CNC? Come si può evitare?
Il materiale ABS è soggetto a deformazioni dovute a sollecitazioni interne o al calore di lavorazione. I metodi di prevenzione comprendono:
Ricottura prima della lavorazione (ad esempio, cottura a 60-80℃ per 2-4 ore) per eliminare le tensioni interne;
Ottimizzazione dei parametri di taglio (riduzione dell'avanzamento, controllo della profondità di taglio);
Utilizzo di utensili affilati per ridurre le forze di taglio;
Utilizzare dispositivi affidabili per fissare il pezzo ed evitare le vibrazioni.
Cosa succede se la rugosità superficiale dell'ABS lavorato a CNC non è conforme agli standard?
Questo può essere migliorato con i seguenti metodi:
Selezione degli utensili: Utilizzare una fresa per plastica dedicata (fresa a spirale a doppio taglio) per ridurre le bave;
Parametri di taglio: Aumentare la velocità del mandrino (ad esempio, 10.000-18.000 giri/min), ridurre l'avanzamento;
Post-trattamento: Lucidatura manuale, sabbiatura o applicazione di un trasparente per migliorare la levigatezza della superficie.
La lavorazione CNC dell'ABS è adatta alla produzione di massa?
La lavorazione CNC dell'ABS è più adatta a piccoli lotti (1-100 pezzi) o alla produzione di prototipi per i seguenti motivi:
Vantaggio di costo: Nessun costo di stampo, costo unitario inferiore rispetto a stampaggio a iniezione;
Flessibilità: I progetti possono essere modificati rapidamente per adattarsi alle iterazioni del prodotto;
Limitazioni: Per i grandi lotti, lo stampaggio a iniezione (costo unitario inferiore, maggiore efficienza) è più economico.
Come scegliere un refrigerante per la lavorazione dell'ABS? Si possono usare refrigeranti a base d'acqua?
R: Refrigerante consigliato: Refrigeranti idrosolubili non aromatici (come le emulsioni), che raffreddano efficacemente l'ABS senza corroderlo; sono vietati i refrigeranti a base di olio: I refrigeranti a base di olio comunemente utilizzati nella lavorazione dei metalli contaminano la superficie dell'ABS, compromettendo la successiva verniciatura o galvanoplastica; alternativa al taglio a secco: Per i pezzi a parete sottile o di precisione, è possibile utilizzare il raffreddamento ad aria ad alta pressione per ridurre la deformazione termica.
Quali sono le principali differenze tra i pezzi ABS lavorati a CNC e quelli stampati a iniezione?
Lavorazione CNC Offre un'elevata precisione e non richiede stampi, rendendolo adatto a piccolo lotto personalizzazione, strutture complesse e requisiti di alta precisione, ma il costo per unità è più elevato. Lo stampaggio a iniezione offre costi ridotti per la produzione di massa, ma si basa su stampi e la precisione è limitata dalla progettazione degli stampi.
