








内面研削
当社の精密内面研削サービスは、航空宇宙、自動車、医療業界の重要な部品にIT5グレードの精度とRa 0.2μmの仕上げ面精度を提供します。カスタマイズされた機械加工ソリューションについては、今すぐお問い合わせください。
- 0.001''までの精度
- 金属、プラスチック内面研削を含む
- ISO 9001:2015認証取得
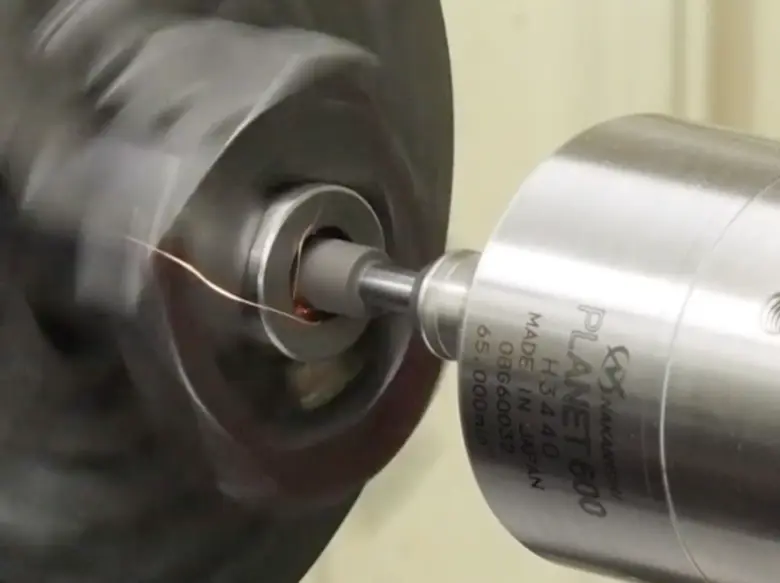
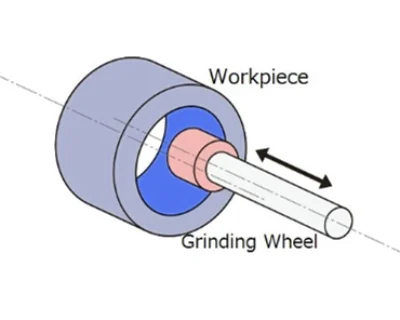
内面研削とは?
内面研削は、内径(内輪)と外径円筒面の仕上げを同時に行う複合加工です。専用砥石と高精度制御システムを統合することで、シャフト、スリーブ、嵌合面、および類似部品の内径と外径の同時寸法制御を可能にします。この技術は、油圧部品、トランスミッションシステム、精密機器、エネルギー機器などの産業で幅広く応用されている。
内面研削に適した材料
内面研削は、80種類以上の金属および非金属材料に対応しています。性能、環境、コスト、精度のニーズに基づき、材料と工程を最適化します。
金属材料:

ステンレス
ステンレス鋼は強い耐食性を持ち、表面は滑らかでお手入れが簡単です。主に厨房機器部品、医療機器、建材、建築、自動車部品などに使用されている。
カラー :シルバー
種類 :Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
表面仕上げ :研磨、ブラッシング、サンドブラスト、電気めっき、溶射、PVD(物理蒸着)、不動態化、酸洗、着色。
納期 2-5日。

銅
導電性、引張延性、抗菌性を持ち、主に工芸品、装飾品、医療機器などに加工される。
カラー オレンジ、イエロー
種類 : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
表面仕上げ: 不動態化処理、電気メッキ、化学メッキ、ショットピーニング、サンドブラスト、化学皮膜処理、研磨、光沢洗浄。
納期 :1-5日

ブロンズ
青銅(Cu-Sn合金)は融点が低く、流動性が良い。耐食性があり、ベアリング、ギア、バルブ、彫刻、海洋部品などに使用される。
カラー ゴールド/ブラウン
種類 :錫青銅、アルミニウム青銅、ベリリウム青銅、シリコン青銅、マンガン青銅。
表面仕上げ :サンドブラスト、研磨、ローレット、研削、不動態化、化学皮膜コーティング、含浸着色、刷毛/スプレー着色、電気メッキ、陽極酸化、粉体塗装、刷毛塗り。
納期 :1-5日

スチール
鋼(0.1~1.7%の炭素を含む鉄と合金)は、強度、靭性、耐摩耗性、耐食性に優れている。ボルト、シャフト、ギア、工具、バルブ、タービン部品などに使用される。
カラー :シルバー .
種類 :Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
表面仕上げ:サンドブラスト、鏡面仕上げ、PVDコーティング、ブラッシュ仕上げ、スプレーコーティング、電気メッキ。
納期 :1-5日

マグネシウム
マグネシウムは超軽量で切削力が低く、加工性に優れている。高い強度対重量比と減衰性はアルミニウムを凌ぎ、航空宇宙、自動車、電子機器に理想的です。
カラー :シルバー
種類 :Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
表面仕上げ: 化成皮膜処理、陽極酸化処理、ニッケルメッキ、電気メッキ、複合皮膜処理、スプレー塗装、粉体塗装、電気泳動塗装。
納期 :1-5日
プラスチック材料:

PC
靭性と剛性を備えた高性能熱可塑性プラスチックで、CNC加工に最適。軽量、耐クリープ性、絶縁性。リサイクル可能で、電子機器のハウジングやマウントに使用される。
カラー 白か黒。
種類 :一般機械加工/難燃性/強化/ブレンドPC.
表面仕上げ: 研磨、焼入れ、溶射、レーザー彫刻、電気メッキ、ホットスタンプ。
納期 :1-5日

POM
高強度、低摩擦、安定した寸法。機械加工が容易で、ギアやベアリングのような磨耗部品の金属を置き換えることができる。自動車、機械、医療器具に使用される。
カラー 白、黒、青、黄色、等。
種類 :POM-H、POM-C。
表面仕上げ: 研磨、サンドブラスト、化学研磨、レーザー研磨、陽極酸化/塗装。
納期 :1-5日
PA
PA(ナイロン)は62~85MPaの強度、低摩擦性、耐熱性を持つ。自動車、電子機器、産業機械部品のギアやベアリングに最適。
カラー :カラー。
種類 :PA6、PA66、PA6T、PA9T。
表面仕上げ:機械研磨、酸/アルカリエッチング、加水分解技術、コーティング。
納期 :1-5日

覗き見
PEEKは、耐薬品性に優れた高強度、高温、低摩擦のエンジニアリングプラスチックで、航空宇宙、医療機器、精密部品などに使用されている。
カラー :ベージュ、ブラック
種類 :CF-PEEK、GF-PEEK、カーボンブラック/セラミック/PTFE/グラファイトフィラー入りPEEK。
表面仕上げ:サンドブラスト、研磨、金属コーティング、ポリマーコーティング。
納期 :1-5日
内面研削能力
| 項目 | 仕様 |
|---|---|
| 丸み | ≤0.001mm以下(精密級)、0.005mm以下(中精度級) |
| 円筒度 | ≤0.002mm/m (精密等級) |
| 表面粗さ | Ra 0.025μm(鏡面研削)~Ra 3.2μm(粗研削) |
| 最大加工径 | ≤500mm(外側)/ 300mm(内側) |
| 最大加工長 | ≤2000mm |
| 最小加工径 | ≥0.5mm(外側)/2mm(内側) |
| 平均配達サイクル | 精密部品は5~7日、通常部品は3~5日 |
| プロセス能力指数 | CPK≧1.33(主要寸法) |
内面研削ガイド
研削砥石の選択に関する推奨事項
| 被削材 | 推奨研磨剤 | 特性 |
|---|---|---|
| 炭素鋼、合金鋼 | ホワイト・コランダム | 高硬度、低発熱、精密研削に最適 |
| ステンレス/チタン合金 | 立方晶窒化ホウ素 | 良好な熱安定性、耐摩耗性はコランダムの100倍 |
| アルミニウム合金/真鍮 | グリーン炭化ケイ素 | 高い切れ味、切り屑詰まりの回避 |
| セラミック/ガラス | ダイヤモンド | 硬くて脆い材料に適した超硬研磨材 |
粗研削(Ra1.6~3.2μm):24#〜60#粒度、軟質(G〜J)砥石
精密研削(Ra0.4~0.8μm):80#〜120#粒度、中目(K-M)砥石
超精密研削(Ra≤0.2μm):150#~240#砥粒、ハードグレード(N~P)砥石
一般的な被削材の加工パラメータ
適切な加工パラメーターは、安定した品質、寸法精度、一貫した表面仕上げを達成するために不可欠である。以下のパラメータは 外面研削と内面研削砥石速度、送り速度、研削深さ、冷却方法、表面粗さなどの重要な要素をカバーしています。
以下の表は、以下の推奨研削パラメータを示しています。 メタリック そして 非金属 被削材。
| 素材 | 研削砥石速度(m/s) | 送り速度(mm/min) | 研削深さ(mm) | 冷却方法 |
|---|---|---|---|---|
| 45#鋼 | 30 – 35 | 100 – 150 | 0.05 – 0.1 | エマルジョン高圧スプレー |
| 304ステンレス鋼 | 25 – 30 | 80 – 120 | 0.03 – 0.08 | 極圧切削液+内部冷却 |
| 7075アルミニウム合金 | 20 – 25 | 150 – 200 | 0.1 – 0.2 | 灯油スプレー冷却 |
| 非金属材料 | 砥石タイプ | 送り速度(mm/min) | 表面粗さ目標 |
|---|---|---|---|
| POM | 雰囲気気孔樹脂砥石 | 60 – 100 | Ra 0.8μm |
| 覗き見 | CBN砥石 | 40 – 60 | Ra 0.4μm |
| 耐熱レジン | 炭化シリコン砥石 | 80 – 120 | Ra 1.6μm |
内面研削の利点
高精度加工
内面/外面研削は、±0.001mmの精度と真円度≤0.0005mmを達成し、航空宇宙シャフトや油圧部品に最適です。
優れた表面品質
表面粗さはRa≤0.04μm、超精密の場合はRa≤0.01μmに達し、光学、金型、高仕上げの要求を満たす。
幅広い素材適合性
金属、セラミック、ガラス、プラスチック、複合材料に対応し、硬い材料から脆い材料、軟らかい材料まで多様な用途に対応。
高効率
CBNなどの高速工具によるCNC研削は、安定した加工を保証し、生産性を向上させ、サイクルタイムを短縮します。
内面研削の応用分野
1.航空宇宙タービンシャフト、エンジンブレード、着陸装置支柱、ナビゲーションシステム精密シャフト。
2.自動車製造 クランクシャフト、カムシャフト、トランスミッションギア、油圧シリンダーブロック、ステアリングシステムブッシュ。
3.金型製作 プラスチック金型コア/キャビティ、スタンピング金型ガイドポスト/ブッシング、ダイカスト金型ボア。
4.医療機器人工関節(股関節/膝関節)、手術器具(ドリル、ミル)、インプラントボア。
内面研削のよくある質問
内面・外面円筒研削の表面粗さに影響する因子とその調整方法は?
表面粗さにはいくつかの要因が影響します。砥石の粒度は重要な要素です。一般に、砥粒の粒度が細かいほど、1パスで除去できる材料の量が少なくなるため、滑らかな表面が得られます。しかし、材料除去速度が遅くなることもあります。被削材の材質も一役買う。柔らかい材料はスミア研削されやすく、適切に管理されないと粗い表面になる可能性があります。表面粗さを調整するには、砥石を異なる粒度のものに変更すればよい。例えば、より滑らかな表面が必要な場合は、より細かい砥粒の砥石に変更します。さらに、送り速度や研削深さなどの研削パラメータを最適化することも有効です。通常、送り速度を遅くし、研削深さを浅くすることで、仕上げ面精度が向上する。
内面・外面円筒研削に適した砥石の選び方は?
外径円筒研削用の砥石を選択する際には、工作物の材質、硬度、要求される仕上げ面などの要因を考慮する必要がある。焼入れ鋼のような硬い素材の工作物には、高い硬度と耐摩耗性により、立方晶窒化ホウ素(CBN)砥石がしばしば良い選択となる。より軟らかい材料には、コランダム砥石の方が適しているかもしれない。内面円筒研削では、内孔の大きさが重要です。砥石は穴に入るのに十分小さく、効果的な研削のために十分な強度を持たなければならない。小径の内径穴には、薄くて小さいサイズの砥石が必要である。
内面・外面円筒研削で起こりうる一般的な表面欠陥とその防止方法とは?
一般的な表面欠陥には、スクラッチ、焼け、びびり跡などがあります。スクラッチは、砥石表面の不純物や不適切な送りが原因で発生します。定期的に砥石をドレッシングし、安定した送り速度を確保することで、スクラッチを防止してください。火傷は過度の研削熱から生じます。高圧クーラントスプレーのような効果的な冷却方法を使用し、研削パラメータを制御してください。研削砥石のバランスが悪かったり、ワークのクランプが不十分な場合、ビビリが発生することがあります。
内・外径円筒研削で寸法精度を管理するには?
寸法精度は、マイクロメーターのような機器を使用した正確な測定によって管理されます。研削パラメータ(砥石速度、送り速度、研削深さ)は、材料と要求精度に基づいて最適化する。高い精度を得るには、研削深さを小さくし、送り速度を遅くする。振動を抑えるために、定期的なメンテナンスとキャリブレーションを行い、機械の安定性を確保する。
内面・外面円筒研削にCNC技術を使用する利点は何ですか?
CNC技術は、砥石と工作物の動きを正確に制御することで、高精度で安定した結果を可能にします。自動化されたオペレーションと連続的な研削工程により、生産効率を向上させます。CNC研削盤は複数のプログラムを記憶しており、ワークの種類や研削条件を簡単に切り替えることができるため、多様な製造環境に柔軟に対応することができます。
