









設計に構造強度、優れた耐食性、きれいな外観が必要な場合、エンジニアはしばしば次のものを選ぶ。 6082アルミニウム試作品のCNC加工 プロトタイプは、機能を検証し、公差の実現可能性を証明し、コストとリードタイムのリスクを早期に明らかにします。プロトタイプは、機能を検証し、公差の実現可能性を証明し、コストとリードタイムのリスクを早期に明らかにする。
CNC加工6082アルミニウム・プロトタイプを形作る要件
チップを飛ばす前に、成功の原動力となる意思決定のインプットを明確にする。 6082アルミニウム試作品のCNC加工.
機能と重要な特徴を定義する
嵌合面、データムスキーム、および以下の条件を満たす必要があるあらゆる特徴に印を付ける。 ±0.02-0.05 mm.その他はすべて "リファレンス "として割り当てる。このひと手間によって、不必要な仕上げのパスが省かれることが多い。 サンプル 予定通り
セレクト・テンパー&ストック
プロトタイプでは、ほとんどのチームが次のような選択をする。 6082-T6 または T651.T651は応力緩和されており、ポケットのあるプレートでも平坦度を予測できます。 試作品 ここでは、反りが実際のはめあい結果を覆い隠してしまう可能性がある。
仕上げは後回しにせず、前倒しで
設計にブラックアルマイトやクリアアルマイトが必要な場合は、プロトタイプの計画に含めてください。コーティングの成長は、内径のはめあいやねじゲージに影響します。今、仕上げを計画することで、「実験室では適合するが、現場では失敗する」という誤解を招く結果を避けることができます。 パイロットビルド.
プログラミングと金型-6082の加工性
のようなチームには、そのような理由がある。 6082アルミニウム試作品のCNC加工 の仕事は、合金の友好的な切断挙動である。
薄い壁を尊重するツールパス
特に深いポケットの加工には、高能率フライス加工と一定の工具かみ合わせを使用する。中仕上げパスは、最後の切削の前にストレスを取り除きます。その結果 試作品 研削時間をかけずに平坦度を保つことができる。
カッターライブラリとクーラント戦略
研磨フルートと浸水クーラントを備えた超硬エンドミルは、6082で信頼性の高い切りくず排出を実現します。小径フィーチャの場合、最小限の潤滑を考慮することで、トップエッジの完全性が向上します。 サンプル はビーズブラスト処理後、陽極酸化処理される。
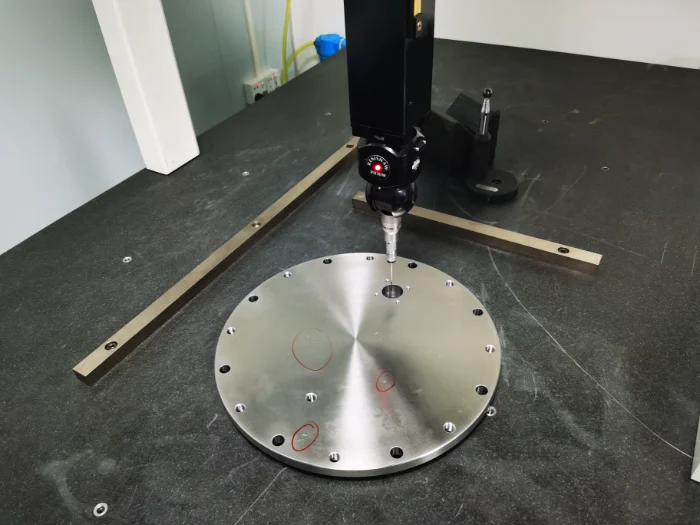
検査計画
プロトタイプ生産では、インプロセスでのプローブ計測とポストプロセスでのCMMチェックにより、重要な形状のみをチェックすることができます。無駄のない DFMレビュー ここでは、重要な測定を保証しながら、サイクルタイムをタイトに保つことができる。

公差、GD&T、そしてプロトタイプが証明すべきこと
A 6082アルミニウム試作品のCNC加工 単なる物理的なサンプルではなく、製造可能性のテストベンチなのだ。
フィット、フォーム、機能
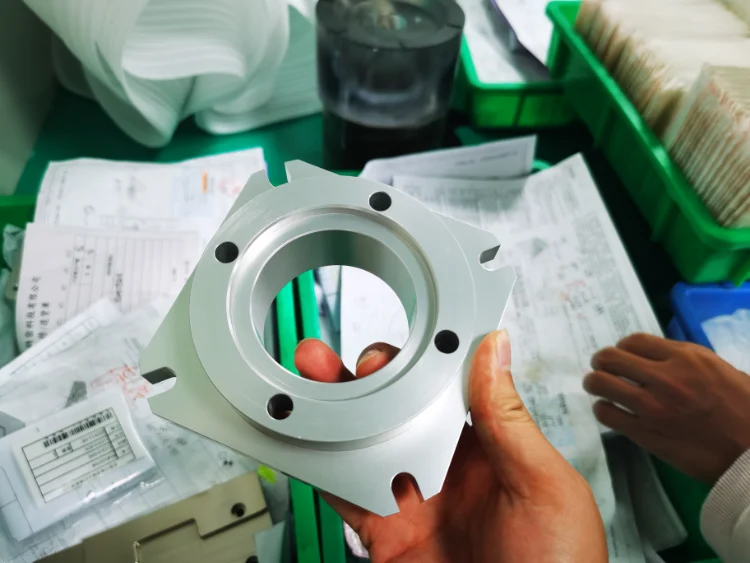
- ボア同心度 をベアリングシートまたはシャフトショルダーに固定することで、アセンブリダイナミクスを検証します。
- 平坦度/平行度 取り付け面全体で、トルクの安定性と密閉性を決定する。
- スレッドの品質 アルマイト処理後(マスキングまたはポストタップ付き)は、生産可能性を証明する。
プロセス能力信号
もし最初の 試作品 を保持するのが難しい場合、その原因が形状(ツールリーチ)にあるのか、データム戦略にあるのか、それともストックストレスにあるのかを尋ねてください。その答えが、次の工程に進む前の設計の微調整の指針になる。 小ロット.
6082と相性の良い表面仕上げ
プロトタイプの場合、仕上げは代表的なものでなければならないが、時間的な制約がある。
陽極酸化処理 オプション
- タイプII クリア/ブラック経済的で耐食性に優れ、バリデーションユニットに最適。
- タイプIIIハードコート摺動界面の磨耗保護、ボアの平面厚さ。
ビーズブラスト+陽極酸化
多くのチームがマットな化粧品を指定している。6082では、軽めのビーズブラストでツールマークを隠し、マットな質感に仕上げている。 サンプル 顧客と接する部品と同じように見せる。ただ、公差の中で表面の成長を考慮してください。
選択的マスキング
ベアリング・ボアとグランド・ピンの場合、アルマイト処理中にマスキングするか、アルマイト処理後にリーム/ポスト・タップを行う。これを 6082アルミニウム試作品のCNC加工 大量生産のリスクを軽減する。
リードタイム、コスト、プロトタイプの賢い見積もり方法
の費用である。 6082アルミニウム試作品のCNC加工 は、原材料ではなく、セットアップとプログラムによって大きく左右される。
プロトタイプの価格を決めるもの
- プログラミングとセットアップ (経常外)。
- サイクルタイム (ツールパス、リーチ、剛性)。
- 仕上げ (ビーズブラスト、アルマイト、マスキング)。
- 品質保証 (CMMの時間、ゲージの認証)。
リードタイムの目安
- ラピッドプロトタイピング:シンプルなプレートやブラケットの場合、3~5営業日。
- 複合ハウジング/5軸仕上がりまで7~12日。
- パイロット・ビルド (20-50個):10-15日、繰り返し可能な備品付き。
迅速な見積もりのために何を送るか
よく構造化されたパッケージは、一度で現実的な価格を得ることができます:STEP/IGES、GD&T、公差の優先順位付け、材料/テンパ、仕上げ仕様、およびマスクされたゾーンを含む完全な寸法のPDF、さらに1行の 小ロット 計画(「現在1個、承認後50個」)。
プロトタイプのリスク(と将来のコスト)を低減するデザイン・レバー
プロトタイプを使用して生産リスクを軽減し、将来のリードタイムを短縮する。
1) 工具に適したコーナー
ポケットの半径を標準カッターのサイズに合わせる(例:R2.0、R3.0)。あなたの 試作品 の方が、よりきれいに、より速くカットできる。
2) 両側完成のためのデータム戦略
フリップを回避するたびに、スタックアップエラーとNRE時間が削減されます。
3) 肉厚チューニング
可能であれば1.0mmから1.5mmへ。6082はきれいに硬くなり、ビビリが減少し、表面仕上げが向上します。 サンプル 意思決定者に感銘を与えなければならない。
4) 重要なことだけを終わらせる
組立時に化粧面が隠れる場合は、試作品では加工したままにしておきます。検証のループを短くするため、露出面にはビーズブラストまたはアルマイト処理を施す。
5) スレッド戦略
アルマイト処理前にネジ山をマスキングするか、ポストタップを指定する。その両方を 6082アルミニウム試作品のCNC加工 だから、プロダクション・トラベラーははっきりしている。
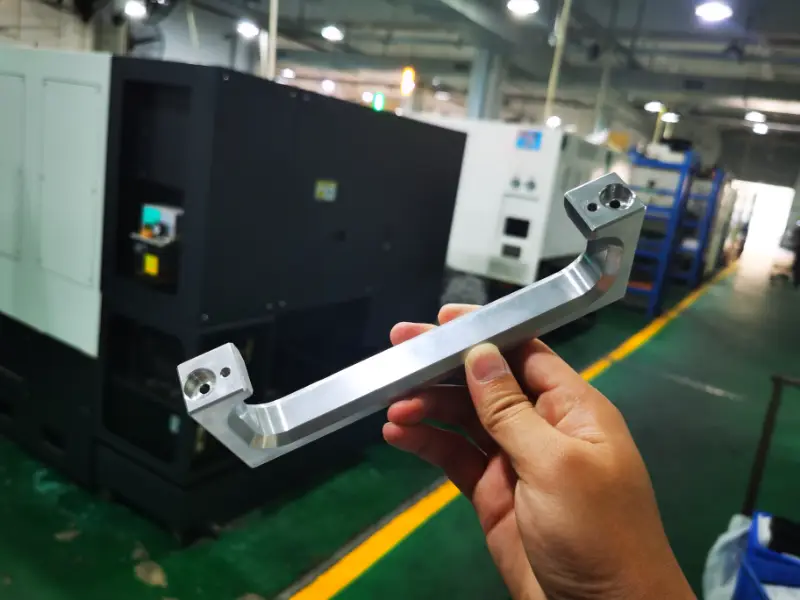
ケースノート:オートメーションブラケット、6082-T651
- スコープ 両面3軸フライス加工、深穴+ザグリ穴
- フィニッシュ: ビーズブラスト+黒色タイプII陽極酸化処理(M6ネジ部をマスキング)
- 成果だ: 最初 サンプル わずかな半径の増加でツールパスの高速化が可能になった。 小ロット プロトタイプと同じ化粧品で、12日間で30個を納品。
プロトタイプ・パートナーに期待すること
運営する有能なショップ 6082アルミニウム試作品のCNC加工 を提供すべきである:
- 簡潔なもの DFMレビュー 24時間から48時間以内に、サイクルタイムのリスクを浮き彫りにする。
- アプローチを証明するCAMのスクリーンショットとフィクスチャーノート。
- 明確な測定計画(CMMとノギスの比較)。
- 色の一貫性が重要な場合は、フィニッシュ・クーポンを利用する。 パイロットビルド.
- 同じ工具、同じ治具、同じ旅行者-そうして最初の製品が生産標準になる。
ウェルド加工が選ばれる理由
ウェルドマシニングの専門分野 6082アルミニウム試作品のCNC加工 生産にスムーズに移行するプログラム私たちは迅速な見積もりと製造可能性に関する洞察力を兼ね備えています:
- 迅速 DFMレビュー とリスクベースの価格設定である。
- 3軸、4軸、5軸機能、重要形状のプローブ計測とCMM検証。
- 社内でのビーズブラストと陽極酸化処理により、色調を安定させている。 試作品 への パイロットビルド.
- フレキシブル 小ロット オプションがあり、数量が増えるにつれて明確なコストカーブを描く。
今すぐSTEPとドローイングを送信-詳細な見積もりとスケジュール、さらに機能を維持しながらサイクルタイムを短縮するためのオプションの調整もお返しします。

結論
よく運営されている 6082アルミニウム試作品のCNC加工 プログラムは、CADの意図を検証された機能と信頼できるビジネスケースに変換する最速の方法です。短気と仕上げを早期に計画し、GD&Tを重要なものに集中させ、プロトタイプを製造のリハーサルとして扱うことで、チームは手戻りを最小限に抑え、立ち上げスケジュールを短縮することができます。プロトタイプを サンプル 規模を拡大するには、初日からコスト設計を行うショップと提携すること。
連絡先 ウェルド加工 迅速な見積もり、実用的な 周波数変調 そして プロトタイプ 設計上、生産可能なものである。









