









現代の精密製造の分野では、CNCポーティングはますます一般的な加工技術となっている。主に CNCマシン 部品の内部や表面にある流路、通路、ポートを精密に加工し、流体、空気、気体の流動効率を向上させます。従来の手作業によるポート研削に比べ、CNCポート加工は加工精度が高く、加工品質が安定し、再現性が高いため、自動車、航空宇宙、産業機器などで広く使用されている。
高性能機器や高効率システムに対する需要が高まり続ける中、部品構造を最適化し、全体的な性能を向上させるためにCNCポーティング技術を採用する製造企業が増えている。

CNCポーティングの基本コンセプト
CNCポーティングとは、CNC加工技術を用いて、部品の内部や表面にポートや流路構造を高精度に切削加工し、最適化するプロセスを指す。「ポート」は通常、空気、燃料、液体、気体などの媒体が流れる通路を指す。工学設計、流体力学、精密加工を組み合わせた総合的な最適化技術である。
気体/液体通路の幾何学的形状、表面仕上げ、全体的な流量曲線はすべて、流量効率、圧力損失、流路全体の性能に直接影響する。
従来の機械加工法では、ポートの仕上げは通常、手作業による研磨(ハンドポーティング)や単純な機械工具に頼っていた。この方法は、オペレーターの経験や感覚に大きく依存し、一貫性の低さ、繰り返し精度の低さ、効率の低さといった問題が起こりやすい。同時に、複雑な曲面や内部流路構造の場合、手作業では理想的な流線型を実現することが難しい。
一方、CNCポーティングでは、3軸、4軸、または5軸のCNC工作機械と、CAD/CAMソフトウェアのモデリングおよびツールパスプランニングを組み合わせて使用し、ポート形状の安定した制御と一貫性を実現します。
CNCポーティングの主な利点は以下の通り:
高精度と一貫性:各部品の内部幾何学的形状が完全に一貫していることを保証する。
複雑な構造を加工するための強力な能力:複雑な曲面や流線型の移行設計を実現できる。
より優れた表面品質:流体抵抗を低減し、最大表面粗さRa≈0.2~0.8μmでフロー効率を改善。
強力な再現性:バッチ生産や標準化された製造に適している。単品または少量の比較的単純なポートのワークピースであれば、手動研削または従来のフライス加工や旋盤加工を使用して余分な材料をすばやく除去し、CNCプログラミングの時間を節約することもできます。
高い加工効率:手作業を減らし、安定した生産効率を確保し、生産サイクルを短縮する。
用途:エンジンシリンダーヘッドの吸排気ポート、航空宇宙用流路、空気圧システムの流路構造、油圧バルブボディなどの各種バルブボディの内部通路、パイプライン接続インターフェース、トランジションエリアなど。現在、CNCポーティングは従来の手作業による仕上げに徐々に取って代わり、製品の性能と製造品質を向上させるための重要な工程となっている。

CNCポート加工プロセス
実際の生産では、CNCポーティングは通常複数のステップを含み、各ステップが最終的な加工結果に影響する。
1 パーツモデリングまたは3Dスキャン
新しく設計された部品であれば、エンジニアは通常CADソフトウェアを使用して3Dモデルを構築する。既存の部品を最適化する場合は、3Dスキャン技術を使ってオリジナルのフィーチャー構造とデータを取得する必要があります。
2 流体解析と構造最適化
高性能なアプリケーションでは、エンジニアは通常、CFD解析などの流体解析ソフトを使ってシミュレーションを行う。ポート内部の空気や液体の流動状態をシミュレーションすることで、流動抵抗の大きい部分や無理な曲面構造、渦の発生しやすい場所などを特定し、解析結果に応じてポート形状を最適化することができる。
3 CAMプログラミング
設計の最適化が完了したら、CAMソフトウェアでツールパスを生成する必要がある。ワークの材質に応じて、プログラムは工具の種類、切削深さ、送り速度、適切な加工経路を指定する。これらのパラメータは、加工精度、表面品質、加工効率に有益です。
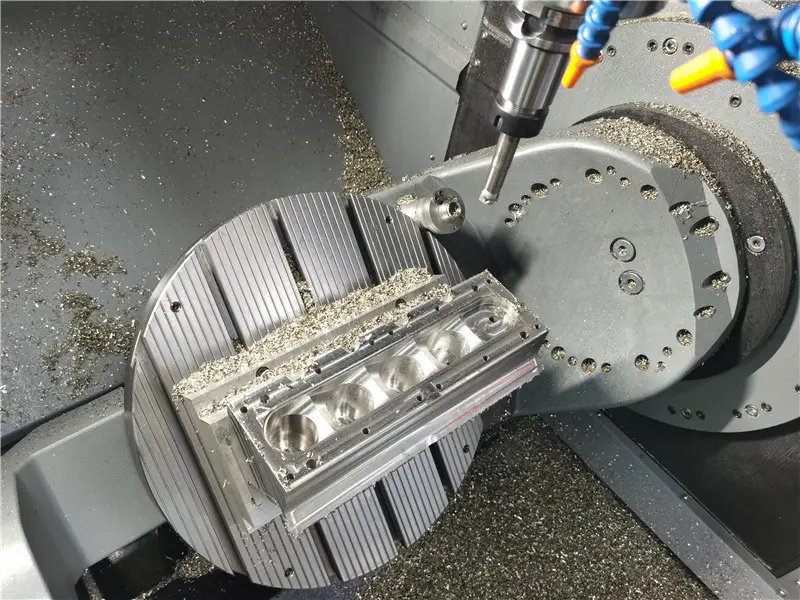
4 CNC機械加工
その後、プログラムをCNCマシンにインポートして加工する。ポート構造の複雑さに応じて、3軸、4軸、または5軸のCNC加工を使用することができます。複雑な曲面ポートでは通常、より良い加工結果を得るために、5軸装置と、ワークピースの異なるフィーチャーを加工するために連携する複数の工具が必要となる。
5 表面処理と品質検査
機械加工が完了した後、部品のバリ取り、バリ取り、表面研磨、あるいはさらなる処理(陽極酸化、不動態化、電気メッキ、塗装、サンドブラスト、熱処理など)、さらには精密検査が必要になる場合があり、ポートの寸法が設計と一致していること、組み立てや使用が安全であることを確認する。
一般的なCNCポーティング材料
さまざまな応用分野では、ポート加工材料も異なる。一般的な材料は以下の通り:
アルミニウム合金
軽量で熱伝導率が良く、加工しやすいという特徴があり、最も一般的な材料の一つで、特に複雑な流路の精密切削加工に適している。その主な機能は、気体や液体の流路を最適化し、放熱効率を向上させることで、システム全体の性能を向上させることである。精密加工後、吸気効率を大幅に改善し、流動抵抗を低減し、バッチ製品の一貫性を確保することができます。シリンダーヘッド、インテークマニホールド、その他の自動車およびレース用エンジン部品に広く使用されています。
加工上の問題と解決策:工具の固着やエッジの盛り上がりが発生しやすく、加工面の品質に影響する。2~3枚刃のハイヘリックスエンドミルまたはPCD工具を使用し、回転数は12k~24k rpm、Vcは300~800 m/分。MQL潤滑とクライムミリングツールパスを組み合わせることで、仕上げ面精度を大幅に向上させることができます。
ステンレス鋼
ステンレス鋼は耐食性に優れ、強度が高いため、高圧、高温、複雑な媒体環境に適しているが、加工難易度は比較的高い。この材料のCNCポーティングの役割は、主に流路が過酷な使用条件下でも安定した効率的な流体制御能力を維持できるようにすることである。その流路部品は耐用年数が長く、漏れの危険性が低く、長期的に安定した作動を維持することができる。一般的にバルブボディ、流体制御システム、石油化学および油圧機器に使用されています。
加工上の問題と解決策:加工硬化が激しく、熱放散が悪いため、工具が焼けやすい。TiAlNコーティングを施した4枚刃工具を使用し、回転数は3k~8k rpm、Vcは80~180 m/分。硬化と熱蓄積を防ぐには、連続送りと高圧内部冷却(≥20 bar)を使用する必要がある。
鋳鉄
耐高温性と耐摩耗性に優れ、構造安定性と振動減衰能力も高く、全体的な構造は高温ガスの衝撃に耐えることができる。また、高負荷運転下でも安定した性能を維持する。代表的な用途としては、産業用動力機器のエンジンブロック、シリンダーヘッド、排気系などが挙げられる。
加工上の問題と解決策:グラファイト粒子は工具の摩耗を早め、大量の粉塵を発生させるため、AlTiNコーティングまたはCBN工具を使用し、Vcは150~300m/分とする。研磨の影響を避けるため、一般的に乾式切削と良好な粉塵除去が使用される。
チタン合金
チタン合金は、高強度、低密度、優れた耐高温性と耐食性で知られています。高強度で軽量な流路構造という特徴を持ち、過酷な使用条件下(高温・高圧、強腐食、圧力脈動、高周波振動)でも要求性能を満たすことができる。主に航空宇宙部品、高性能レーシングエンジン、ハイエンド精密流体システムに使用されています。
加工上の問題と解決策:加工コストが比較的高く、難易度が高い。切削温度が高く、びびりが発生しやすい。不等ピッチのAlTiNコーティング工具を使用し、Vcは50~120 m/min、fzは0.02~0.06 mm/歯。熱を制御するために、小さなラジアルかみ合いと高圧冷却(≥50 bar)を使用する。
POM(ポリオキシメチレン/アセタール)
POMは高強度、良好な寸法安定性、低摩擦特性を持ち、精密流路加工に非常に適している。POMを流路として使用する主な機能は、流体の摩擦抵抗を低減し、流れの滑らかさを向上させることです。エネルギー損失を低減し、騒音を減少させ、システムの運転効率を向上させます。オートメーション機器や軽負荷流体システムの精密流体通路部品によく使用されています。
加工上の問題点と解決策:この素材は比較的軟らかく、変形や毛羽立ちが発生しやすい。1枚刃または2枚刃の高レーキ角工具を使用し、Vcは200~500m/分とする。乾式切削と軽い切削パラメータは、加工時の寸法安定性を確保できる。
PTFE(ポリテトラフルオロエチレン/テフロン)
PTFEは極めて強い耐食性と極めて低い摩擦係数を持ち、また優れた耐高温性を持つため、腐食性流体を扱うのに理想的な材料です。この材料を流路ポート部品として使用することで、特に腐食性の高い環境において、流体抵抗を大幅に低減し、システムの寿命を延ばす効果があります。化学流体システム、シール部品、高清浄度流体搬送分野で広く使用されています。
加工上の問題点と解決策:非常に軟らかく、弾性回復変形があるため、Vc100~300m/minの1枚刃研磨工具を使用する。寸法管理の損失を避けるため、取り代を考慮した仕上げ加工を重ねる必要がある。
ナイロン(ナイロン/PA)
この材料は強度、靭性、耐摩耗性に優れ、しかも低コストであるため、中負荷の流体用途に適している。この材料から作られた流路は、安定した構造支持を提供し、流路形状を最適化することができる。使用効果としては、耐摩耗性の向上、耐衝撃性の強化、部品寿命の延長などが挙げられる。工業用流体部品、メカニカルコネクター、一般的な流体搬送システムでよく見られます。
加工上の問題点と解決策:吸湿と熱変形は明らかで、鋭利な2枚刃工具を使用し、Vcは150~400m/minとする。加工前の乾燥と空冷切削により、寸法を安定させることができる。
炭素繊維複合材料(CFRP)
CFRP は、極めて高い強度重量比と優れた耐疲労性、良好な耐食性を持ち、ハイエンドの軽量設計にとって重要な材料である。この材料は複雑で高性能な流路構造を実現できる。全体の重量を大幅に削減し、長期にわたる耐久性を提供することができます。主に航空宇宙用流路アセンブリ、高性能レース用インテークシステム、ハイエンド産業用機器に使用されています。
加工上の問題点と解決策:剥離やバリが発生しやすい。PCD工具またはダイヤモンドコート工具を使用し、推奨回転数は10k~30k rpm。剥離を抑制するために、複数パスによる小さな切り込み、真空クランプ、ドライカットなどの加工戦略を採用する。

CNCポーティングの今後の開発動向
製造技術の発展に伴い、CNCポーティング技術も絶えず進歩している。今後の発展傾向は主に以下の通り:
より高精度な5軸加工技術、自動スキャニングとリバースエンジニアリング技術、より高度な流体シミュレーションソフトウェア、積層造形技術との統合。
これらの技術は、港湾加工の効率をさらに向上させ、複雑構造部品の開発を促進する。
結論
重要な精密加工技術であるCNCポート加工は、部品の流路構造を最適化し、システム性能を向上させる上で重要な役割を果たしている。デジタル設計、流体解析、多軸CNC加工技術を組み合わせることで、CNCポート加工は高精度で一貫性の高いポート加工結果を得ることができます。
産業機器や高性能製品の需要が高まり続ける中、CNCポーティングはロボット工学、ドローン、新エネルギー、航空宇宙、工業製造においてますます重要な役割を果たすだろう。








