









ABS材料の特性とCNC加工適合性
ABS(アクリロニトリル-ブタジエン-スチレン共重合体)は、エンジニアリングプラスチックとして一般的に使用されている。 CNC加工密度は1.04~1.06g/cm³、溶融温度は200~250℃であり、構造強度と軽量性を兼ね備えている。また、優れた寸法安定性を示し、CNC加工されたABS部品の母材として理想的です。
機械的特性と加工の利点
CNC加工されたABS部品は、優れた衝撃強度(ノッチ付き衝撃強度20~40kJ/m²)と剛性を示します。ポリエチレンの長い切り屑やポリオキシメチレンの激しい工具摩耗の問題を回避し、切削時の切り屑処理性能に優れているため、衝撃荷重を受ける精密部品の製造に特に適しています。
材料改質が加工に与える影響
CNC加工されたABS部品への材料変更の影響には注意が必要である:ガラス繊維強化ABSは強度を高めるが、工具の摩耗を悪化させる。ハロゲン系難燃剤を含む難燃性ABSは機器を腐食させる可能性があり、加工後に適時に破片を洗浄する必要がある。
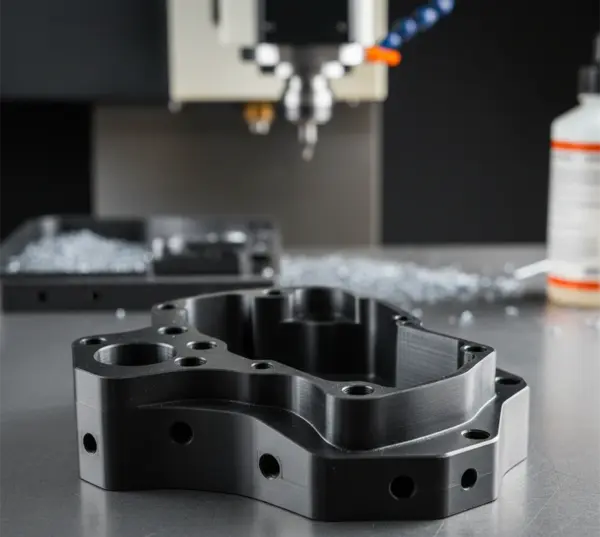
製造事例:ジョイスティックユニット・メインハウジング(ABS)の精密加工
この部品プロジェクトは、ジョイスティック・ユニットのメイン・ハウジングで、生産数は500個。材質はABSとPCの混合で、表面仕上げはマットブラックです。
機械加工に関しては、5軸と3軸のCNC加工技術の組み合わせが採用された。まず、5軸CNCマシニングでは、筐体の底面と外周部のフライス加工と穴あけ加工、そして筐体の手触りを良くするためのエッジのラウンド加工が行われた。5軸加工の利点は、部品を多角的に加工できることで、特にABSハウジングのエッジ部の複雑な曲面加工に適しており、底部と外周部の形状精度と穴位置精度を確保することができる。
5軸加工を終えた後、3軸のCNC工作機械を使ってハウジングの内部構造を精密フライス加工した。最初に5軸加工を行い、その後に3軸加工を行う理由は、加工工程の最適化とコストを考慮したためである。複雑な部品を加工する場合、5軸加工は時間がかかるが、比較的規則的な内部構造を扱う場合は3軸加工の方が効率的である。この加工順序は、5軸加工に費やす時間を効果的に削減し、顧客の加工コストを節約する。同時に、3軸加工機の台数が増えることで、納品スピードもさらに向上する。
この事例は、精密ABS部品の製造におけるCNC加工技術の応用戦略を完全に示している。5軸と3軸の加工工程を合理的に組み合わせることで、部品の品質を確保しながら、コストと効率の両方を最適化している。



ABS部品のCNC加工プロセスの最適化
高品質なCNC加工ABS部品を実現する核心は、プロセスパラメーターの正確な制御にある。高速度鋼または超硬工具を推奨する。超硬工具は、バッチ加工や強化ABS加工に特に適している。
切削パラメータの最適化
主軸回転数1500-3000rpm、送り速度0.1-0.3mm/r、切り込み深さ≤0.5mmで、熱の蓄積を抑え、材料の溶融を防ぐ。
加工経路計画
CNC加工されたABS部品には、切削力を制御するために層状切削が必要である。複雑なキャビティでは、工具折損を防ぐためにヘリカル切削が使用される。ツールパスを最適化することで、アイドルトラベルを減らすことができます。例えば、携帯電話の筐体加工では、表面品質を向上させるためにコンターミリングが使用されています。
冷却とチップ除去
圧縮空気による冷却で十分である。 CNC加工ABS部品 加工。深いキャビティでは、切屑を除去し、加工ミスにつながる蓄積を防ぐために、ペッキングミリング法が必要となる。
ABS部品の精度管理と公差基準
CNC加工されたABS部品の精度管理には、材料の前処理、加工工程、検査方法を考慮する必要がある。ABSは、加工前に80℃で2~4時間乾燥させ、含水率を0.2~0.4%から0.1%以下に下げ、加工の安定性を向上させる必要がある。
公差グレードの選択
CNC加工されたABS部品は、通常 ISO 2768 Mグレードの公差(直線寸法≤30mmの場合、±0.1mm)。精密嵌合部品はFグレード公差(±0.05mm)を使用。ABSは熱膨張係数が大きい(8×10-⁵/℃)ため、加工環境温度は±2℃以内に管理する必要がある。
加工誤差補正
CNCで加工されたABS部品の加工誤差補正対策としては、剛性の高い治具を使用してサポートを強化すること、切削パラメータを最適化して切削力を低減すること、積層切削を使用して内部応力を解放することなどが挙げられる。薄肉構造の場合は、送り速度を下げたクライムフライスを推奨する。
品質検査方法
CNC加工したABS部品の複雑な曲面を検査するには、従来の測定ツールに加えて、三次元測定機(CMM)を使用することができる。ABSは応力緩和を示すため、寸法が安定する加工後24時間経過してから検査することを推奨する。
表面仕上げと外観向上ソリューション
表面仕上げ CNC加工されたABS部品のサンドブラストは、製品の美観と性能に影響します。サンドブラストは、Ra 1.6~3.2μmの表面粗さを達成し、ツールマークを除去し、コーティング付着のための下地を提供することができます。
コーティング工程
CNC加工されたABS部品は、アクリルまたはポリウレタン・コーティングの使用を推奨する。高光沢の製品は、「プライマー+カラー塗装+クリア塗装」の3層方式で、研磨後にRa≦0.8μmの鏡面効果が得られる。塗装前にプラズマエッチングまたは火炎処理を行い、表面を活性化させ、塗膜の密着性を向上させる必要がある。
特殊表面効果
CNC加工されたABS部品は、真空メッキによる金属の質感、インモールド加飾(IMD)技術による複雑な質感、継続的な抗菌要件を満たすための医療用抗菌コーティングを実現することができる。
表面品質管理
CNC加工されたABS部品の表面品質は、粗さ、色差(ΔE≦1.5)、接着性(クロスカット試験≧4B)、耐候性を管理する必要がある。量産前に標準サンプルを作成する必要があり、屋外用途ではUVエージングテストが必要である。

代表的なアプリケーション事例と業界ソリューション
ABS素材はさまざまな産業で広く使われている。エレクトロニクス業界では、スマートフォンの筐体やノートパソコンの構造部品が1.5mm厚のABSシートから機械加工され、複雑な三次元曲面やインターフェイスの穴が実現されている。表面はサンドブラストとつや消しスプレーで処理され、軽量性と触感のバランスが取られている。
自動車産業
ABS部品は、ダッシュボード、ドアパネル、センターコンソールなど、自動車の内装に広く使用されています。新エネルギー車のセンターコンソールブラケットは、ABS+PC合金から機械加工され、0.05mmの組立公差を達成している。薄肉の変形を防ぐため、加工時には真空吸着治具が使用される。
医療機器分野
医療用ABS部品は、高い精度と生体適合性の要件を満たす必要があります。外科用器具トレーは、134℃の高温滅菌に耐えうる表面を持ち、食品グレードのABSから機械加工されます。 ISO 10993 生体適合性試験。
業界別ソリューション
ABS素材は業界特有のソリューションを提供します:軽量航空宇宙構造部品はトポロジー最適化設計を利用し、セキュリティ業界向けの高強度保護シェルは特殊な補強リブにより耐衝撃性を高めています。ハイブリッドCNCと 3Dプリンティング 製造モデルは、複雑な部品の小ロットの迅速な生産に適している。
概要
この記事では、ABS材料特性(密度1.04~1.06 g/cm³、衝撃強度20~40 kJ/m²)、加工パラメーター(速度1500~3000 rpm、送り速度0.1~0.3 mm/r)、産業用途(電子筐体、自動車内装など)など、ABS部品のCNC加工における重要な技術的ポイントを体系的に詳しく解説する。また、工程の最適化と精度管理(ISO mレベル±0.1mm公差)により、高品質のCNC ABSシェル生産を実現することも重視している。

よくある質問
ABS部品のCNC加工に必要な材料純度は?
材料の純度は極めて重要です。不純物が多いと工具の摩耗を早め、精度に影響を与え、表面欠陥の原因となります。部品の品質を確保するために、高純度で安定した品質のABS材料を選択する必要があります。
ABS部品のCNC加工用切削工具の選び方
ABSは柔らかい。両刃のスパイラルエンドミルなど、特殊で鋭利なプラスチック切削工具を使用することで、切削力を軽減し、変形やバリを防ぎ、切りくずの排出性を向上させ、効率と品質を高めることができる。
CNCによるABS部品の加工精度はどの程度ですか?
精度は通常±0.05mm、あるいはそれ以上である。様々な要因に影響されますが、最適化することで精度を確保できます。
CNC加工されたABS部品に表面処理を施すには?
スプレーコーティングは色を変え、耐摩耗性と耐食性を高めることができる; 電気めっき シルクスクリーン印刷やホットスタンプは、マーキングや模様を加える。
少量生産の場合、射出成形と比較して、ABS部品のCNC加工の利点は何ですか?
金型不要、サイクルタイム短縮、納期短縮、金型コスト削減、コスト削減とリスク管理、柔軟性、設計変更への対応。








