









Характеристики материала ABS и совместимость при обработке на станках с ЧПУ
ABS (акрилонитрил-бутадиен-стирольный сополимер) - широко используемый инженерный пластик в Обработка на станках с ЧПУИмеет плотность 1,04-1,06 г/см³, температуру плавления 200-250℃, сочетает в себе структурную прочность и легкость. Он также демонстрирует отличную стабильность размеров, что делает его идеальным базовым материалом для деталей ABS, обрабатываемых на станках с ЧПУ.
Механические свойства и преимущества обработки
Детали из ABS, обработанные на станках с ЧПУ, обладают превосходной ударной прочностью (ударная вязкость при надрезе 20-40 кДж/м²) и жесткостью. Они хорошо отделяют стружку во время резания, что позволяет избежать длинной стружки полиэтилена и сильного износа инструмента полиоксиметилена, что делает их особенно подходящими для изготовления прецизионных деталей, подвергающихся ударным нагрузкам.
Влияние модификации материала на обработку
Влияние модификации материала на обрабатываемые с ЧПУ детали из АБС требует внимания: АБС, армированный стекловолокном, повышает прочность, но усиливает износ инструмента; огнестойкий АБС, содержащий галогенированные антипирены, может вызывать коррозию оборудования, что требует своевременной очистки от остатков после обработки.
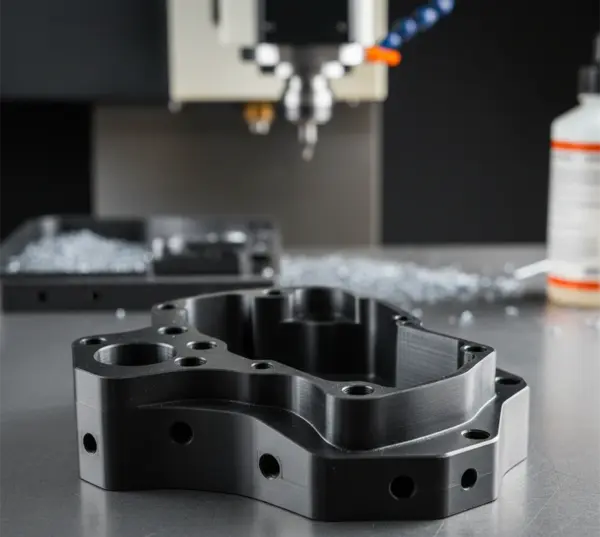
Производственный случай: Прецизионная обработка основного корпуса блока джойстика (ABS)
Эта деталь, основной корпус джойстика, выпущена в количестве 500 штук. В качестве материала используется смесь ABS + PC с матовой черной поверхностью.
При обработке использовалось сочетание пятиосевой и трехосевой технологий обработки с ЧПУ. Во-первых, 5-осевая обработка с ЧПУ использовалась для фрезерования и сверления отверстий на дне и по внешнему периметру корпуса, а также для скругления краев, чтобы улучшить ощущение корпуса. Преимущество 5-осевой обработки заключается в том, что она позволяет обрабатывать детали под разными углами, и особенно подходит для обработки сложных криволинейных поверхностей на краях корпусов ABS, обеспечивая точность формы и расположения отверстий на дне и внешних деталях.
После завершения пятиосевой обработки был использован 3-осевой станок с ЧПУ для прецизионной фрезеровки внутренней структуры корпуса. Причина, по которой сначала выполняется пятиосевая, а затем трехосевая обработка, основана на соображениях оптимизации процесса обработки и стоимости. Пятиосевая обработка занимает много времени при обработке сложных деталей, в то время как трехосевая обработка более эффективна при обработке относительно обычных внутренних структур. Такая последовательность обработки позволяет эффективно сократить время, затрачиваемое на 5-осевую обработку, и сэкономить средства заказчика. Одновременно увеличенное количество 3-осевых станков еще больше повышает скорость поставок.
Этот пример полностью демонстрирует стратегию применения технологии обработки с ЧПУ при изготовлении прецизионных деталей из ABS. Рациональное сочетание 5-координатных и 3-координатных процессов обработки позволяет оптимизировать затраты и эффективность, обеспечивая при этом качество деталей.



Оптимизация процесса обработки с ЧПУ для деталей из ABS
Основа получения высококачественных деталей ABS с ЧПУ заключается в точном контроле параметров процесса. Рекомендуется использовать инструменты из быстрорежущей стали или твердого сплава; инструменты из твердого сплава особенно подходят для серийной обработки или усиленной обработки ABS.
Оптимизация параметров резания
Параметры резки деталей ABS с ЧПУ соответствуют принципу "высокая скорость, низкая подача": скорость вращения шпинделя 1500-3000 об/мин, скорость подачи 0,1-0,3 мм/об, глубина реза ≤0,5 мм, чтобы уменьшить накопление тепла и предотвратить плавление материала.
Планирование траектории обработки
Для деталей ABS с ЧПУ требуется многослойное резание, чтобы контролировать силу резания. При обработке сложных полостей используется спиральное резание для предотвращения поломки инструмента. Оптимизация траектории движения инструмента позволяет сократить холостой ход. Например, контурное фрезерование используется при обработке корпусов мобильных телефонов для улучшения качества поверхности.
Охлаждение и удаление стружки
Охлаждение сжатым воздухом достаточно для CNC обработанные части ABS обработка. Для глубоких полостей необходим метод фрезерования с удалением стружки и предотвращением ее накопления, что может привести к ошибкам обработки.
Контроль точности и стандарты допусков для деталей из ABS
Контроль точности обрабатываемых с ЧПУ деталей из ABS требует учета предварительной обработки материала, процессов обработки и методов контроля. Перед обработкой ABS следует высушить при температуре 80℃ в течение 2-4 часов, снизив содержание влаги с 0,2-0,4% до менее 0,1%, что улучшает стабильность обработки.
Выбор класса допуска
Для обработки деталей ABS с ЧПУ обычно используется ISO 2768 Допуски класса M (±0,1 мм для линейных размеров ≤30 мм). Для прецизионных сопрягаемых деталей используются допуски F-класса (±0,05 мм). Из-за высокого коэффициента теплового расширения ABS (8×10-⁵/℃) температура окружающей среды должна контролироваться в пределах ±2℃.
Компенсация ошибок при обработке
Для деталей ABS с ЧПУ меры по устранению ошибок обработки включают использование жестких приспособлений для усиления опоры, оптимизацию параметров резания для снижения сил резания и использование послойного резания для снятия внутренних напряжений. Для тонкостенных конструкций рекомендуется использовать скоростное фрезерование с уменьшенной скоростью подачи.
Методы контроля качества
В дополнение к обычным измерительным инструментам для контроля сложных криволинейных поверхностей деталей из АБС, обработанных на станках с ЧПУ, можно использовать координатно-измерительную машину (КИМ). Поскольку в ABS наблюдается релаксация напряжений, рекомендуется подождать 24 часа после обработки перед проверкой, когда размеры стабилизируются.
Решения для улучшения качества поверхности и внешнего вида
Отделка поверхности обработанных на станках с ЧПУ деталей из ABS влияет на эстетику и эксплуатационные характеристики изделия. Пескоструйная обработка позволяет достичь шероховатости поверхности Ra 1,6-3,2 мкм, удалить следы от инструмента и создать основу для адгезии покрытия.
Процесс нанесения покрытия
Для деталей ABS с ЧПУ рекомендуется использовать акриловые или полиуретановые покрытия. Для высокоглянцевых изделий используется трехслойная система "грунтовка + цветная краска + прозрачный слой", что позволяет добиться зеркального эффекта с Ra≤0,8 мкм после полировки. Перед нанесением покрытия требуется плазменное травление или обработка пламенем для активации поверхности и улучшения адгезии покрытия.
Специальные поверхностные эффекты
Детали ABS с ЧПУ могут иметь металлическую текстуру благодаря вакуумному напылению, сложную текстуру благодаря технологии декорирования в пресс-форме (IMD), а также антибактериальные покрытия для медицинского применения, чтобы соответствовать постоянным антибактериальным требованиям.
Контроль качества поверхности
Качество поверхности обработанных на ЧПУ деталей из ABS должно контролироваться на предмет шероховатости, разницы в цвете (ΔE≤1,5), адгезии (тест на поперечный срез ≥4B) и устойчивости к атмосферным воздействиям. Стандартные образцы должны быть изготовлены до начала массового производства, а для наружного применения необходимы испытания на УФ-старение.

Типичные примеры применения и отраслевые решения
Материалы ABS широко используются во многих отраслях промышленности. В электронной промышленности корпуса смартфонов и структурные компоненты ноутбуков обрабатываются из листов ABS толщиной 1,5 мм для получения сложных трехмерных изогнутых поверхностей и интерфейсных отверстий. Поверхность обрабатывается с помощью пескоструйной обработки и матового напыления, что позволяет добиться баланса между легкостью и тактильными ощущениями.
Автомобильная промышленность
Детали из ABS широко используются в автомобильных интерьерах, таких как приборные панели, дверные панели и центральные консоли. Кронштейн центральной консоли нового энергетического автомобиля обрабатывается из сплава ABS+PC с допуском 0,05 мм. Во время обработки используются вакуумные адсорбционные приспособления для предотвращения деформации тонких стенок.
Область медицинского оборудования
Детали из АБС медицинского класса должны отвечать высоким требованиям к точности и биосовместимости. Лоток для хирургических инструментов изготавливается из пищевого АБС, поверхность которого выдерживает высокотемпературную стерилизацию при температуре 134℃ и прошла ISO 10993 испытания на биосовместимость.
Решения для конкретных отраслей промышленности
Материал ABS предлагает решения, ориентированные на конкретную отрасль: В легких аэрокосмических конструктивных элементах используется оптимизация топологии; высокопрочные защитные оболочки для индустрии безопасности отличаются повышенной ударопрочностью благодаря специальным усиливающим ребрам. Гибридная система ЧПУ и 3D-печать Модель производства подходит для быстрого изготовления небольших партий сложных деталей.
Резюме
В этой статье систематически рассматриваются ключевые технические моменты обработки деталей ABS с ЧПУ, включая свойства материала ABS (плотность 1,04-1,06 г/см³, ударная вязкость 20-40 кДж/м²), параметры обработки (скорость 1500-3000 об/мин, скорость подачи 0,1-0,3 мм/об) и области применения (электронные корпуса, автомобильные интерьеры и т. д.). Также особое внимание уделяется достижению высокого качества производства корпусов ABS с ЧПУ за счет оптимизации процесса и контроля точности (допуск ISO m-level ±0,1 мм).

Часто задаваемые вопросы о части абс обработанной на станке cnc
Каковы требования к чистоте материала при обработке деталей ABS с ЧПУ?
Чистота материала имеет решающее значение. Большое количество примесей ускоряет износ инструмента, влияет на точность и вызывает дефекты поверхности. Для обеспечения качества деталей следует выбирать материал ABS высокой чистоты и стабильного качества.
Как выбрать режущие инструменты для обработки деталей ABS с ЧПУ?
АБС - мягкий материал. Используйте специализированные острые инструменты для резки пластика, например двухсторонние спиральные концевые фрезы, чтобы уменьшить силу резания, предотвратить деформацию и заусенцы, улучшить удаление стружки, повысить эффективность и качество.
Каков уровень точности при обработке деталей ABS с ЧПУ?
Точность обычно составляет ±0,05 мм или даже выше. На нее влияют различные факторы; оптимизация может обеспечить точность.
Как выполнить обработку поверхности деталей ABS с ЧПУ?
Напыление может изменить цвет и повысить износостойкость и коррозионную стойкость; гальваническое покрытие придает металлический блеск и повышает твердость; шелкография и горячее тиснение добавляют маркировку и узоры.
Каковы преимущества обработки деталей ABS с ЧПУ для мелкосерийного производства по сравнению с литьем под давлением?
Не требуется пресс-форма, сокращается время цикла, ускоряется поставка; экономия затрат на пресс-формы, снижение расходов и контроль рисков; гибкость, адаптация к изменениям конструкции.








