
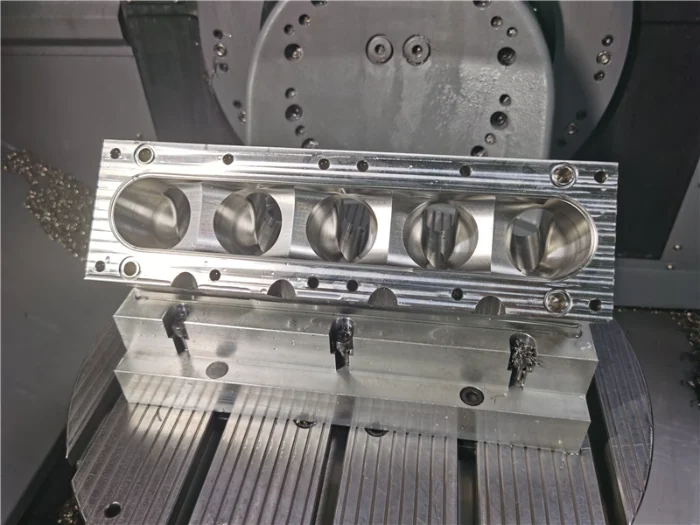
Нержавеющая сталь
Он отличается высокой твердостью и прочностью, коррозионной стойкостью, хорошей термической стабильностью, а также превосходной жесткостью и долговечностью, что делает его пригодным для изготовления сложных конструкционных элементов.
Варианты процесса:
- Обработка на станках с ЧПУ
- Лазерная резка
- Листовой металл
- Отделка поверхности
Отделка поверхности : Механическая полировка, матовая / сатиновая отделка, пескоструйная обработка / дробеструйная обработка, пассивация, электрополировка, PVD, никелевое / хромовое покрытие.
Что такое нержавеющая сталь?
Нержавеющая сталь - это легированная сталь с железной основой, которая приобретает отличную коррозионную стойкость благодаря добавлению легирующих элементов, таких как хром, которые образуют пассивирующую защитную пленку. В зависимости от состава она может быть классифицирована на аустенитную, ферритную и мартенситную, обладая при этом благоприятным балансом прочности и пластичности.

Основные типы для нержавеющей стали cnc обработки

304 нержавеющая сталь
Особенность:Будучи наиболее распространенной аустенитной нержавеющей сталью, она обладает превосходной коррозионной стойкостью, жаропрочностью и пластичностью, а также легко сваривается и обрабатывается.
Применение:Широко используется в пищевой, химической и медицинской промышленности, например, в кухонном оборудовании, химических контейнерах и компонентах медицинского оборудования.
Прочность на разрыв, предел текучести (МПа):215
Модуль сдвига (ГПа) :77
Удлинение при разрыве (%) :70
Твердость (Бринелль) :123
Плотность (г/см^3) :8

Нержавеющая сталь 316
Особенность:Добавление молибдена в нержавеющую сталь 304 значительно повышает коррозионную стойкость, особенно против коррозии хлорид-ионами, сохраняя при этом хорошие высокотемпературные характеристики.
Применение:Подходит для оборудования и компонентов, работающих в жестких условиях, таких как морская среда, химическая обработка и фармацевтика, включая оборудование для очистки морской воды, химические реакторы и медицинские приборы.
Прочность на разрыв, предел текучести (МПа):205
Модуль сдвига (ГПа) :74
Удлинение при разрыве (%) :40
Твердость (Бринелль) :187
Плотность (г/см^3) :8.03

Нержавеющая сталь 416
Характеристика : Мартенситная нержавеющая сталь, в которую добавлена сера для улучшения обрабатываемости, обладает высокой прочностью и твердостью, а также хорошей коррозионной стойкостью.
Приложения : Подходит для изготовления механических деталей, требующих высокой прочности и хорошей обрабатываемости, таких как корпуса насосов, клапаны и детали автомобильных трансмиссий.
Прочность на разрыв, предел текучести (МПа):275
Модуль сдвига (ГПа) :83
Удлинение при разрыве (%) :30
Твердость (Бринелль) :156
Плотность (г/см^3) :7.8

420 нержавеющая сталь
Характеристика :Мартенситная нержавеющая сталь, обладающая высокой твердостью и износостойкостью. Ее механические свойства могут быть изменены путем термической обработки для удовлетворения различных требований.
Применение Подходит для изготовления режущих инструментов, пресс-форм, хирургических инструментов и других деталей, требующих высокой твердости и износостойкости.
Прочность на разрыв, предел текучести (МПа):345
Модуль сдвига (ГПа) :80,7
Удлинение при разрыве (%) :25
Твердость (Бринелль) :198
Плотность (г/см^3) :7.8
нержавеющая сталь 303
ХарактеристикаСера добавляется для улучшения обрабатываемости и простоты обработки, сохраняя при этом базовую коррозионную стойкость.
Приложения: Подходит для изготовления деталей, требующих частой обработки и не предъявляющих чрезвычайно высоких требований к коррозионной стойкости, таких как гайки, болты, валы и детали для автоматизированного оборудования.
Прочность на разрыв, предел текучести (МПа):240
Модуль сдвига (ГПа) :77,2
Удлинение при разрыве (%) :50
Твердость (Бринелль) :160
Плотность (г/см^3) :8

Нержавеющая сталь 2205 Duplex
Характеристика : Сочетая в себе преимущества аустенитных и ферритных нержавеющих сталей, она обладает превосходной коррозионной стойкостью, высокой прочностью и хорошей свариваемостью, а также является экономически выгодной.
Приложения : Подходит для оборудования и компонентов, работающих в условиях высоких нагрузок и высокой коррозии в таких отраслях промышленности, как нефтяная, газовая и химическая, например, для труб, клапанов и корпусов насосов.
Прочность на разрыв, предел текучести (МПа):620~900
Модуль сдвига (ГПа) :220
Удлинение при разрыве (%) :27
Твердость (Бринелль) :300
Плотность (г/см^3) :7.8

нержавеющая сталь 410
Характеристика Хромосодержащая мартенситная нержавеющая сталь обладает высокой твердостью и прочностью, хорошей износостойкостью и некоторой коррозионной стойкостью. Она поддается термообработке, магнитится и имеет низкое содержание никеля.
Приложение : Широко используется в производстве ножей и посуды, обработке деталей машин, производстве некоторых медицинских приборов, а также в производстве устойчивых к атмосферной коррозии компонентов в нефтехимической промышленности. (Подшипники, шестерни, валы насосов, детали клапанов, скальпели, трубы, крепеж)
Прочность на разрыв, предел текучести (МПа):310
Модуль сдвига (ГПа) :73
Удлинение при разрыве (%) :25
Твердость (Бринелль) :148
Плотность (г/см^3) :7.8

17-4PH нержавеющая сталь
Характеристика: Закаленная до осадки мартенситная нержавеющая сталь с высокой прочностью, высокой твердостью и отличной коррозионной стойкостью, выдающимися общими механическими свойствами. Характеристики регулируются с помощью термообработки, сильный магнетизм, отличная стабильность размеров, подходит для высокоточных условий работы.
Приложение: Широко используется в аэрокосмических компонентах, нефтегазовом оборудовании, высокопрочных механических деталях, узлах клапанов, валах насосов, крепеже, химическом оборудовании и конструкционных деталях, требующих одновременно прочности и коррозионной стойкости.
Прочность на разрыв (МПа): 1150
Предел текучести (МПа): 810
Удлинение при разрыве (%): 13
Твердость (Бринелль): 340
Плотность (г/см³): 7.8
Отделка поверхности для деталей из нержавеющей стали
Отделка поверхности имеет решающее значение для улучшения эксплуатационных характеристик и внешнего вида деталей. Она не только улучшает качество поверхности и повышает коррозионную и износостойкость, но и придает им эстетическую привлекательность. Ниже представлены несколько практических методов обработки поверхности деталей из нержавеющей стали.

Механическая обработка
Прототип, обработанный на станке, сохраняет следы обработки инструментом.

Анодирование
Повышает коррозионную и износостойкость металла, может окрашиваться и наносить защитные покрытия.

Польша
Улучшает гладкость и внешний вид поверхности металлов, керамики, пластмасс и ПММА.

Пескоструйная обработка
Использует абразивные материалы высокого давления для создания чистой, шероховатой, матовой поверхности.

Матовая отделка
Придает металлическим поверхностям текстурированный рисунок, улучшая эстетику.

Порошковое покрытие
Электростатическое нанесение и термоотверждение образуют плотный слой, повышающий коррозионную стойкость деталей.

Гальваническое покрытие отделка
Наносит металлический слой для повышения коррозионной и износостойкости.

Черное окисление
Образует недорогое антибликовое покрытие на металлических поверхностях путем простого химического окисления.

Алодин
Образует коррозионно-стойкое покрытие путем химического преобразования, улучшая адгезию и проводимость.

Термическая обработка
Модифицирует микроструктуру металла для повышения твердости, прочности, вязкости и износостойкости.
Руководство по обработке нержавеющей стали на станках с ЧПУ :
Проверка материалов : Состав нержавеющей стали анализируется с помощью спектрометра. Для нержавеющей стали серии 304 убедитесь, что Cr ≥ 16% и Ni ≥ 8%, и создайте отчет о материале.
Планирование процессов : Процесс разбивается на части в соответствии с 3D-моделью (STEP/IGS), приоритет отдается высокоскоростной обработке (HSC), скорость резания составляет 100-300 м/мин.
Выбор инструмента : Твердосплавные инструменты с покрытием TiAlN, скорость подачи 0,1-0,3 мм/об, глубина резания 0,5-2 мм. Инструменты PCD используются для обработки труднообрабатываемых материалов, таких как 316L.
Ключевые контрольные точки : После грубой механической обработки, низкотемпературное старение при 200℃ в течение 2 часов для снятия внутреннего напряжения и предотвращения деформации.
Параметры резки : Фрезерование нержавеющей стали 304, VC = 150 м/мин, f = 0,15 мм/z, ap = 1,5 мм, смазка и охлаждение масляным туманом.
Проверка первой статьи : Первое изделие из каждой партии проходит контроль размеров с помощью КИМ, после чего формируется документ PPAP.
Частота проверок : Из каждых 50 изделий, выпускаемых партиями, случайным образом отбираются 3 штуки, а критические размеры контролируются в режиме онлайн с помощью лазерного измерителя диаметра.
Требования к записям : Полные записи параметров обработки (скорость резания, скорость подачи, стойкость инструмента) должны храниться не менее 3 лет.
Возможность обработки нержавеющей стали:
Максимальные размеры : 1500 мм × 800 мм × 600 мм
Минимальные размеры обработки : 5 мм × 5 мм × 0,5 мм
Максимальная длина обработки : 3000 мм
Диапазон диаметров : φ3mm-φ500mm
Точность позиционирования : Точность позиционирования по осям X/Y/Z до ±0,005 мм, повторяемость ±0,003 мм
Допуск на линейные размеры : До класса IT5 (±0,013 мм/300 мм)
Допуск на угол : ±5″
Качество поверхности : Зеркальная отделка Ra≤0.2μm, прецизионная шлифовка Ra≤0.4μm, обычная фрезеровка Ra≤1.6μm
Геометрические допуски : Плоскостность ≤0.01мм/1000мм, Цилиндричность ≤0.005мм, Перпендикулярность ≤0.008мм/300мм
Преимущество материала из нержавеющей стали
1. Отличная коррозионная стойкость, предотвращающая появление ржавчины даже во влажной, кислой или щелочной среде.
2. Хорошая прочность и вязкость, стабильная структура и высокая устойчивость к деформации.
3. Привлекательная поверхность, которую легко очистить, идеально подходит для гигиенических применений, например, в пищевой и медицинской промышленности.
4. Выдающаяся устойчивость к высоким и низким температурам, надежная работа в широком диапазоне температур.
5. Экологически чистые и пригодные для вторичной переработки, с длительным сроком службы и без выделения вредных веществ.
Применение деталей из нержавеющей стали
Аэрокосмическая промышленность:Обрабатывает лопатки турбин и детали гидравлических систем, используя жаро- и коррозионную стойкость (например, 310S до 1900°F) для суровых условий эксплуатации.
Медицинское оборудование:Производит имплантаты, биопсийные трубки и держатели, отвечающие строгим требованиям стерильности и биосовместимости.
Автомобильная промышленность:Производит валы, шестерни и детали топливной аппаратуры, сочетающие износостойкость и эстетичность.
Оборудование для пищевой промышленности:Клапаны и фитинги для машин изготовлены из нержавеющей стали 304/304L, что обеспечивает коррозионную стойкость и легкую очистку.
Морская техника:Для производства деталей для судов и морских судов используется нержавеющая сталь 316L, обеспечивающая превосходную коррозионную стойкость в морской воде.
Химическая и нефтяная промышленность:Производит насосы, клапаны и реакторы, предназначенные для работы с кислотами, щелочами и средами с высокой температурой/давлением.







Свяжитесь с нами для получения более подробной информации:
Если вы хотите получить более подробную информацию или цитировать для вашего проектора, вы можете не стесняться связаться с Мы ответим вам как можно скорее.
Часто задаваемые вопросы о материале из нержавеющей стали
Является ли нержавеющая сталь самовосстанавливающейся?
Нержавеющая сталь не обладает способностью к самовосстановлению, однако пассивирующая пленка оксида хрома, образующаяся на ее поверхности, может регенерироваться под воздействием кислорода после небольших повреждений, обеспечивая тем самым защитный эффект, схожий с самовосстановлением.
Какая нержавеющая сталь лучше - 304 или 316?
Не существует абсолютного "лучше" между 304 и 316 нержавеющей сталью; все зависит от области применения. 304 более экономична для использования в закрытых помещениях, в сухой среде и в общем пищевом оборудовании. 316 обладает значительно более высокой коррозионной стойкостью благодаря содержанию молибдена, что делает ее более долговечной во влажной, прибрежной, морской воде или в кислотных условиях.
Какая марка нержавеющей стали самая лучшая?
Не существует какой-то одной "лучшей" марки нержавеющей стали, поскольку выбор наиболее подходящей зависит исключительно от области применения. Для общего применения со сбалансированными характеристиками и стоимостью чаще всего выбирают 304; для превосходной коррозионной стойкости в морской, химической или суровой среде предпочтительнее 316L; а для применений, требующих высокой прочности и термообработки, больше подходят марки, упрочняющиеся осаждением, такие как 17-4PH.
