

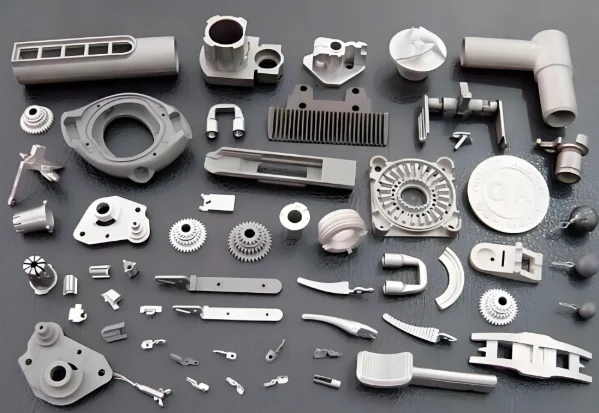
Against the background of automotive lightweighting, cost control, and continuous improvement in appearance quality, automotive plastic parts have become essential in interior and exterior trim, functional connectors, wear-resistant moving components, and fluid system applications. Compared with metal materials, plastics offer low density, high forming efficiency, greater design freedom, good corrosion resistance, and strong suitability for integrated manufacturing of complex structures.
This article focuses on seven types of plastic materials commonly used in automotive parts, PP, ABS, PC-ABS, POM, PE, ASA, and PA6, and systematically analyzes them from the perspectives of performance characteristics, typical applications, processing processes, and surface treatment compatibility.

Common Automotive Accessory Plastics
PP: Lightweight and Cost-effective Interior and Exterior Trim Material
Polypropylene PP is a very widely used material in automotive interior and exterior trim parts, with advantages such as low density, low water absorption, good chemical resistance, good processing flowability, and low cost. PP is especially suitable for manufacturing large-size, lightweight, and cost-sensitive parts, such as bumper skins, instrument panel bodies, door trim panels, pillar trim panels, storage boxes, and seat trim panels.
From a processing perspective, PP has good flowability and is suitable for injection molding large-area thin-walled parts. However, PP has limited heat deflection capability, and its rigidity and dimensional stability are not as good as engineering plastics,
During product design, it is necessary to focus on controlling wall thickness uniformity, rib layout, shrinkage rate, and warpage deformation. Mold design should reasonably set the draft angle and gate position to reduce the risks of weld lines, flow marks, and deformation.
ABS: Automotive Part Material with High Surface Decorativeness
ABS combines relatively good toughness, processability, dimensional stability, and surface decorativeness. The greatest advantage of ABS lies in its good appearance performance and its ease of painting, electroplating, printing, welding, and bonding, so it is often used for automotive electroplated grilles, decorative bright strips, rearview mirror housings, center-control knobs, air-conditioning control panels, and instrument cluster covers.
The limitations of ABS are mainly that its weather resistance, chemical resistance, and heat resistance are relatively average. Ordinary ABS is not suitable for long-term exposure to strong ultraviolet light, high temperatures, and complex chemical media environments. For exterior trim parts or parts with high weather-resistance requirements, weather-resistant ABS, ASA, or PC/ABS should be considered as replacements.
In processing design, ABS parts should maintain uniform wall thickness and avoid sink marks, gas marks, and weld lines. For high-gloss, electroplated, and painted parts, mold surface finish, the venting system, and control of injection molding internal stress are especially critical.
PC-ABS: High-end Engineering Plastic with Balanced Comprehensive Performance
PC-ABS is an engineering plastic alloy formed by blending PC and ABS. It combines the heat resistance, toughness, and impact resistance of PC while retaining the good processability and surface quality of ABS. It is often used in automotive components such as high-end instrument panel bodies, center-console decorative panels, steering column covers, airbag covers, air vent panels, and electroplated door handles. PC/ABS is suitable for mid-to-high-end automotive plastic parts that have requirements for strength, appearance, heat resistance, and dimensional stability.
During processing, PC-ABS workpieces have relatively high requirements for the control of material drying, melt temperature, and mold temperature. If drying is insufficient, silver streaks, bubbles, and surface defects are likely to occur. Product design should avoid placing weld lines on appearance surfaces and high-stress areas, and should ensure uniform melt filling through reasonable gate design.
POM: Functional Material for Wear Resistance and Metal Replacement
Polyoxymethylene POM is a typical semi-crystalline engineering plastic, with high strength, high rigidity, a low coefficient of friction, excellent wear resistance, and good fatigue resistance. Its specific strength and specific rigidity are close to those of some metal materials, so it is often used in automotive wear-resistant parts, sliding parts, clips, brackets, and locking mechanisms.
Typical applications of POM include door opening handles, bumper mounting brackets, high-strength clips, seat adjustment mechanisms, window regulator systems, and seat belt buckle components. For parts involving repeated insertion and removal, sliding friction, or long-term loading, POM has obvious advantages.
However, POM has a relatively large shrinkage rate, and dimensional control is relatively difficult; its high-temperature resistance and flame-retardant performance also have certain limitations. During design, sufficient shrinkage allowance needs to be reserved, and the roots of clips, thin-wall areas, and stress concentration areas should be given special attention. Mold temperature, holding pressure, the cooling system, and gate position will all affect the dimensional stability of POM parts.

PE: Protective Material with Outstanding Low-temperature Resistance and Chemical Stability
Polyethylene PE has the characteristics of being non-toxic and odorless, low water absorption, good low-temperature resistance, good chemical stability, excellent electrical insulation, and low processing cost. Automotive fuel tanks, wire harness protective sleeves, trunk mats, car floor mats, cooling water pipes, and fender liners often use PE material.
The main advantages of PE parts are low-temperature resistance, chemical media resistance, and good flexibility, making them suitable for protective, container, pipeline, and low-load parts. However, the heat resistance and mechanical strength of PE are relatively limited, so it is not suitable for high-temperature, high-rigidity, or high-load structural parts. Under long-term exposure to light, heat, and ozone, PE may also age; therefore, exposed PE applications usually need to consider antioxidant and anti-ultraviolet modification.
In processing design, PE parts should be prevented from bearing large structural loads, and focus should be placed on controlling wall thickness uniformity, shrinkage deformation, and demolding performance. For fuel tanks and pipeline products, resistance to media, barrier properties, and long-term environmental aging performance also need to be considered.
ASA: High Weather-resistant Material Suitable for Automotive Exterior Trim Parts
ASA is an acrylonitrile-styrene-acrylate copolymer. Compared with ABS, the outstanding advantage of ASA is better weather resistance. It has relatively good impact strength, heat resistance, chemical resistance, and surface gloss, and is especially suitable for automotive exterior trim parts that are exposed for long periods to sunlight, rainwater, and temperature changes.
ASA is often used for rearview mirror housings, exterior decorative parts, pillar trim panels, grille peripheral parts, and paint-free appearance parts. For exterior trim parts that need to maintain color stability and surface texture over the long term, ASA is usually more reliable than ordinary ABS.
The main limitations of ASA are its relatively high cost and the fact that its bonding and co-melting performance with some materials may not be ideal. During processing, uniform wall thickness should be ensured, mold temperature and surface finish should be controlled, and flow marks, weld lines, and color differences on appearance surfaces should be avoided. For paint-free ASA parts, mold surface quality and molding stability will directly determine the final appearance effect.
PA6: High-strength, High-toughness Material for Automotive Functional Parts
Polyamide 6, abbreviated as PA6, has the characteristics of high mechanical strength, good toughness, good wear resistance, excellent oil resistance, and relatively good low-temperature performance. After glass fiber reinforcement, the rigidity, heat deflection temperature, and dimensional stability of PA6 can be further improved.
PA6 is often used in seat belt-related components, connectors, gears, structural brackets, engine peripheral parts, clips, and oil-resistant functional parts. Compared with PP and ABS, PA6 is more suitable for bearing higher mechanical stress or complex service environments.
The deficiency of PA6 is its high water absorption rate. Moisture absorption will cause dimensional changes and affect mechanical properties and assembly tolerances. Therefore, PA6 must be fully dried before processing, and dimensional changes after moisture absorption should also be considered during design. For glass fiber reinforced PA6, attention also needs to be paid to glass fiber orientation, warpage deformation, and surface floating fiber burrs.

Selection Logic for Automotive Accessory Plastics
The selection of automotive plastic materials cannot be based only on a single performance indicator, but should be comprehensively judged around part function, service environment, molding process, appearance requirements, and cost targets:
For large-size, low-cost, and lightweight interior and exterior trim parts, PP is a common preferred choice;
For decorative parts with high appearance requirements, electroplating, and painting, ABS has greater advantages;
For mid-to-high-end components with relatively high requirements for heat resistance, toughness, appearance, and dimensional stability, PC/ABS is more suitable;
For wear-resistant, low-friction, and metal replacement parts, POM is a typical engineering choice;
For low-temperature-resistant, chemical-resistant, and protective parts, PE has relatively high cost-effectiveness;
For long-term outdoor exterior trim parts, ASA is more stable than ordinary ABS;
For high-strength, wear-resistant, and oil-resistant functional parts, PA6, especially reinforced modified PA6 materials, has obvious strength and durability advantages.
Surface Treatment Options for Plastic Accessories
After automotive plastic accessories have been processed, they cannot be directly installed and used. In order to strengthen their durability and weather resistance, reasonable surface treatment is essential. Below I list some treatment processes that we often use:
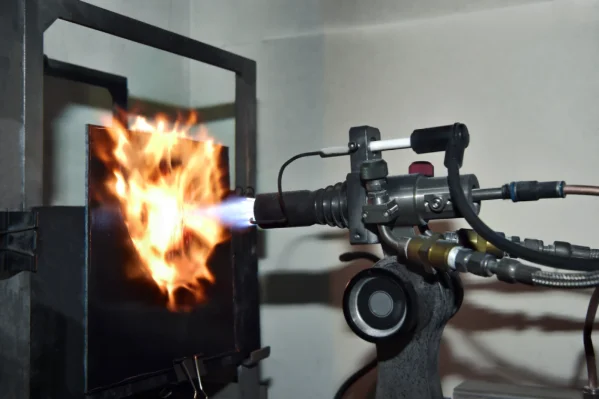
Flame treatment is mainly applicable to low-surface-energy materials such as PP and PE, and is often used as pretreatment before painting bumper, side skirt, wheel arch, and exterior trim protective panel parts. Its function is to increase the surface energy of plastics, improve the adhesion of paint and adhesives, and make the paint film of automotive exterior trim parts more stable.
Plasma treatment is applicable to many plastics such as PP, PE, POM, PA6, and PC-ABS, and is especially suitable for local bonding, wrapping, and painting areas. Its function is to clean and activate the material surface, improve the bonding force of coatings, adhesives, and sealants, and enhance assembly reliability on automotive interior wrapped parts, door panel decorative parts, and functional connectors.
Corona treatment is mostly used for PP and PE films, sheets, label substrates, and soft covering materials. Its function is to increase material surface tension through high-voltage discharge, making inks, coatings, and adhesive layers easier to adhere. It is often used for automotive protective films, decorative films, marking films, and interior trim sheet materials.
Primer treatment is applicable to difficult-to-bond plastics such as PP, PE, and POM, and can also be used to enhance adhesion before painting or bonding ABS, PC/ABS, and PA6. Its function is to form a transition layer between the plastic substrate and the coating, improve resistance to damp heat, boiling water, and hot-cold cycling, and it is often used for bumper painting, interior wrapping, and plastic trim panel bonding.
Painting treatment is applicable to ABS, PC/ABS, ASA, and PA6, as well as PP and PE after surface activation. Its function is to improve color consistency, surface gloss, scratch resistance, and chemical resistance. It is often used for center-console decorative panels, air-conditioning control panels, air vent panels, bumpers, and rearview mirror housings, and can significantly improve the visual texture of automotive interior and exterior trim.
Electroplating treatment is mainly applicable to ABS and electroplating-grade PC/ABS. Its function is to give plastic parts metallic luster and higher surface hardness. It is often used for automotive grilles, decorative bright strips, door handle trim pieces, air vent tabs, center-control knobs, and vehicle logos, achieving a metallized appearance effect for lightweight plastic parts.
Vacuum coating is applicable to ABS, PC/ABS, PC, some ASA, and plastic parts that have been treated with primer. Its function is to form metallic decorative effects such as bright silver, black chrome, and gunmetal, while maintaining the lightweight advantage of plastic parts. It is often used for center-control trim strips, air vent trim rings, knobs, buttons, and instrument decorative parts.
Silk-screen printing, pad printing, and heat transfer printing are applicable to ABS, PC/ABS, PA6, and ASA, as well as PP and PE treated by surface activation. Their function is to form text, symbols, and decorative patterns on the surface of plastic parts. They are often used for air-conditioning panels, switch buttons, center-control buttons, functional knobs, and storage box labels, improving the functional identifiability and detail quality of automotive interior parts.
Laser engraving and laser marking are applicable to materials such as ABS, PC/ABS, PA6, POM, and ASA. Their function is to form wear-resistant, clear, and permanent characters, patterns, QR codes, or batch identifiers. They are often used for backlit buttons, window switches, steering wheel buttons, clips, gears, brackets, and safety-related parts, and can improve nighttime identification effects and quality traceability.
Mold leather grain and surface etching are applicable to injection molded parts made of PP, ABS, PC/ABS, ASA, PA6, and other materials. Their function is to directly obtain leather grain, sand grain, matte grain, or simulated leather grain effects during molding. They are often used for instrument panels, door trim panels, pillar trim panels, seat trim panels, storage boxes, and exterior trim protective panels, and can reduce the plastic feel, reduce reflection, and cover slight scratches.
Soft-touch coating is mainly applicable to ABS, PC/ABS, some PA6, and pretreated PP. Its function is to improve the touch feel of plastic parts and enhance interior comfort and a sense of premium quality. It is often used for center-control panels, door panel armrests, storage box covers, and local areas of instrument panels, making passenger contact areas softer and more textured.
Weather-resistant clearcoat and UV protective coating are applicable to ASA, ABS, PC/ABS, PP exterior trim parts, and some exposed PE parts. Their function is to improve ultraviolet aging resistance, scratch resistance, and color retention. They are often used for rearview mirror housings, exterior decorative strips, pillar trim panels, grille peripheral parts, and spoilers, enabling automotive exterior trim parts to maintain gloss and color stability over the long term.
Fluorination treatment is mainly applicable to PE, especially HDPE automotive fuel tanks and fuel pipelines. Its function is to reduce the permeability of fuel and organic media, improve barrier properties and chemical media resistance, and reduce fuel evaporation in automotive fuel systems, improving environmental performance and long-term safety.
Self-lubricating modification and wear-resistant coatings are mainly applicable to POM, PA6, and some functional PC/ABS parts. Their function is to reduce the coefficient of friction, reduce wear and abnormal noise, and they are often used for seat adjustment mechanisms, window regulator systems, door lock mechanisms, clips, gears, sliders, and seat belt buckle components, improving the smoothness and service life of moving mechanisms.
Overall, the focus of surface treatment for PP and PE is to improve adhesion;
The focus for ABS and PC/ABS is decorativeness;
The focus for POM and PA6 is wear resistance, marking, and functional reliability;
ASA focuses on weather resistance, paint-free appearance, and long-term color stability. Surface treatment processes can truly improve the appearance quality and assembly reliability of plastic accessories only when they match material characteristics and accessory use requirements.
Common Processing Processes and Applicable Materials
The selection of processing processes for automotive plastic accessories should be comprehensively judged based on material characteristics, part structure, appearance requirements, and production quantity. Below I list the processing processes for our engineering plastics.
Injection molding is the most widely used processing process for automotive plastic accessories, and is applicable to PP, ABS, PC-ABS, POM, PE, ASA, and PA6. Among them, PP is suitable for large-size interior and exterior trim parts such as bumpers, door trim panels, and instrument panels; ABS and PC-ABS are suitable for center-control panels, air vents, decorative parts, and electroplated parts; POM is suitable for wear-resistant functional parts such as clips, gears, and sliders; ASA is suitable for rearview mirror housings and exterior trim parts; PA6 is suitable for structural brackets, connectors, and oil-resistant functional parts. The advantages of injection molding are high production efficiency and good dimensional repeatability, making it suitable for mass manufacturing of automotive plastic parts.
CNC machining is mainly applicable to ABS, PC/ABS, POM, and PA6, and can also be used for prototype machining of PP and PE. This process is often used for prototype verification, small-batch trial production, assembly testing, and functional sample manufacturing of automotive plastic parts. ABS and PC/ABS are suitable for making appearance samples and interior panel samples, while POM and PA6 are suitable for making functional verification parts such as clips, gears, brackets, and sliders. The advantages of CNC machining are that no formal mold is required, the development cycle is short, and dimensional accuracy is high, making it suitable for rapid assembly evaluation before mass production of automotive accessories.

Rapid tooling injection molding is applicable to PP, ABS, PC/ABS, POM, ASA, and PA6, and is mainly used for small-batch trial production and pre-mass-production verification of automotive plastic accessories. Compared with CNC machining, rapid tooling injection molding can be closer to the final mass-production material and final molding state, so it is more suitable for verifying shrinkage rate, warpage, weld lines, surface quality, and assembly accuracy. This process is often used for small-batch bumper verification, interior decorative part trial production, clip function testing, and exterior trim color matching.
Extrusion molding is mainly applicable to PE, PP, PA6, and ASA, and can also be used for some ABS profiles or sheets. PE is often used for wire harness protective sleeves, pipes, sealing protective parts, and cooling water pipes; PP can be used for sheets, protective panels, and some interior substrate materials; PA6 can be used for wear-resistant pipes and functional profiles; ASA is often used as a weather-resistant co-extruded outer layer to improve ultraviolet resistance and color stability on the surface of exterior trim parts. Extrusion molding is suitable for products with continuous cross-sections and has the advantages of high production efficiency, high material utilization rate, and suitability for manufacturing long-strip automotive parts.
Blow molding is mainly applicable to PE, especially HDPE, and can also be used for some PP hollow products. This process is often used for automotive fuel tanks, air ducts, reservoirs, ventilation ducts, and some hollow protective parts. Through blow molding, PE can form hollow, lightweight, chemical-media-resistant automotive parts, and is especially suitable for components with requirements for low-temperature resistance, fuel resistance, and impact resistance. The advantage of blow molding is that it is suitable for manufacturing complex hollow structures and can reduce part weight.
Thermoforming and vacuum forming are mainly applicable to ABS, PP, PE, ASA, and some PC/ABS sheets. ABS is suitable for manufacturing interior covering parts and decorative panels with higher appearance requirements; PP and PE are suitable for trunk mats, floor mats, fender liners, and protective panels; ASA is suitable for weather-resistant exterior covering parts; PC/ABS can be used for some high-strength interior sheet parts. This process is suitable for large-area, thin-wall, shell-type automotive plastic parts, has low mold cost, and is suitable for medium- and small-batch or large-size cover part manufacturing.
Rotational molding is mainly applicable to PE and is especially suitable for large hollow, low-stress, and chemical-resistant container parts. In the automotive field, it can be used for special liquid storage containers, protective housings, and large-size plastic boxes in low-speed vehicles or special-purpose vehicles. Rotational molding has low requirements for mold pressure and is suitable for manufacturing large hollow parts with relatively uniform wall thickness, but its dimensional accuracy and production efficiency are usually not as good as injection molding and blow molding.
Compression molding is mainly applicable to reinforced PP, PA6 composite materials, and some sheet molding compounds, and is used for automotive protective panels, underbody shields, battery pack protection parts, and structural covering parts. This process is suitable for manufacturing automotive plastic or composite material components with large area, high strength requirements, and relatively uniform thickness. Its advantage is that material orientation and internal stress are relatively controllable, making it suitable for some lightweight structural parts and protective parts.
Welding processing is not an independent molding process, but it is very common in the assembly of automotive plastic accessories and is applicable to PP, PE, ABS, PC/ABS, PA6, and some ASA. Common methods include ultrasonic welding, hot plate welding, vibration friction welding, and laser welding. PP and PE are often used for the connection of pipelines, containers, and protective panels; ABS and PC/ABS are often used for interior parts, lamp peripheral parts, and housing assembly; PA6 can be used for functional housings and structural connectors. The function of welding processing is to achieve reliable connections between plastic parts and reduce the use of screws, glue, and metal fasteners.
3D printing is mainly applicable to ABS, ASA, PA6, and some PC/ABS-type materials, and is more often used for early design verification, appearance review, assembly simulation, and functional testing of automotive plastic accessories. ASA is suitable for samples that require certain weather resistance, ABS is suitable for interior appearance samples, and PA6 is suitable for some functional strength verification parts. 3D printing is not suitable as the main manufacturing method for mass-produced automotive plastic parts, but in the R&D stage it can quickly verify structural schemes and shorten the development cycle.
Steps for Custom Automotive Plastic Accessory Prototypes
The process for custom automotive plastic accessory prototypes is usually as follows: first clarify the accessory’s installation position, function, dimensions, tolerances, appearance, and performance requirements; then establish the model through drawings, 3D modeling, or 3D scanning, and select suitable plastic materials, such as ABS, POM, etc.; next select CNC machining, 3D printing, and other processes according to requirements to make samples; after completion, carry out surface treatments such as sanding, painting, polishing, and silk-screen printing, and conduct dimensional inspection, assembly verification, and functional testing; finally, modify the material or design according to the test results, and gradually optimize to small-batch production or mass production.
Conclusion
The development of automotive plastic parts is, in essence, a balance among material performance, processing processes, surface quality, assembly reliability, and cost control. PP is suitable for lightweight and highly cost-effective applications, ABS is suitable for highly decorative parts, PC/ABS is suitable for mid-to-high-end components with relatively high comprehensive performance requirements, POM is suitable for wear-resistant and metal replacement parts, PE is suitable for low-temperature-resistant and chemical-resistant protective parts, ASA is suitable for high-weather-resistance exterior trim parts, and PA6 is suitable for high-strength, high-toughness, and oil-resistant functional parts.
If you currently have confusion about the processing of automotive plastic components or want to learn about one-stop price comparisons, you can contact our professional engineers at Weldo machining.








