









POM CNC machining
Also called saigang,High rigidity, wear resistance, self-lubrication, and stability make it a strong metal alternative.
Process range:
- CNC machining
- Molding
- Laser cutting
- Surface finish
What is POM CNC machining ?
POM is a low-friction, wear-resistant plastic used in precision CNC parts like gears and bearings.
POM is a polymer material formed by the polymerization of formaldehyde (CH₂O), mainly composed of C, H, and O, and can be modified with additives to enhance its properties.
Types and mechanical properties of POM
| Grade Type | Tensile Strength (MPa) | Flexural Modulus (GPa) | Notched Impact Strength (kJ/m²) | Heat Deflection Temperature (°C) | Water Absorption (%) |
|---|---|---|---|---|---|
| POM‑H | 68–70 | 2.8–3.0 | 6.5–7.5 | 110–124 | 0.20–0.25 |
| POM‑C (General) | 60–62 | 2.5–2.7 | 7.0–9.0 | 96–110 | 0.15–0.20 |
| High Wear/Rigidity POM | 62–65 | 2.7–3.0 | 6.0–7.0 | 100–110 | 0.15–0.20 |
| Toughened POM | 50–58 | 2.0–2.3 | 12–20 | 85–95 | 0.15–0.20 |
| Glass Fiber POM | 90–110 | 6.0–7.0 | 4–6 | 130–145 | 0.10–0.15 |
| Antistatic / Conductive POM | 55–65 | 2.2–2.8 | 5–8 | 95–105 | 0.15–0.20 |
Surface finish for POM parts
Based on over 15 years of CNC machining experience, we have compiled the following list of surface finish processes used for various precision-machined parts made from POM material.
| Surface Finish | Description | Typical Applications |
|---|---|---|
| As-Machined | Smooth machined surface with minor tool marks; maintains high dimensional accuracy and low friction. | Gears, bushings, sliders, functional parts |
| Polishing | Mechanical polishing to reduce surface roughness and improve smoothness; not suitable for high-gloss finishes. | Parts with appearance requirements |
| Sandblasting | Creates a uniform matte or textured surface to hide machining marks and improve visual consistency. | Non-sliding parts, cosmetic components |
| Laser Engraving | Permanent marking of logos, part numbers, or serial codes without affecting part strength. | Identification and traceability |
| Printing (Limited) | Silk screen or pad printing with surface pretreatment; adhesion is limited due to low surface energy. | Simple markings or labels |
| Coating (Limited) | Functional coatings applied with special surface preparation; not recommended for decorative purposes. | Anti-static or color identification |
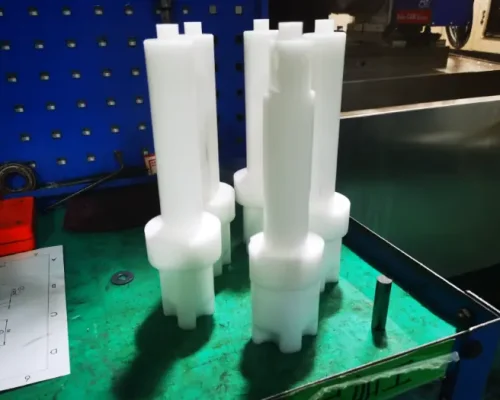
Some POM machining project
The following are examples of our factory’s daily POM production, which mainly uses multi-axis milling and CNC turning technologies to produce moving shafts, piston rods, board, support structures, wear-resistant POM components, etc.








Advantage of POM parts
Excellent Precision and Rigidity
High precision (±0.01 mm) with strong rigidity and stability.
Wear-Resistant and Low-Friction
Wear-resistant, low friction, and self-lubricating material.
Stable Performance
Low moisture absorption and good chemical resistance.
Applications of POM parts
Automotive Industry
Used in gears and fuel parts for high load and friction.
Electronics and Electrical
Used in connectors and gears requiring precision.
Mechanical Manufacturing
Used in sliders and fixtures for wear resistance.
Medical Devices
Used in precision parts with sterilization resistance.
POM CNC machining capabilities
Maximum machining size: 3000mm × 1200mm × 850mm
Minimum machining size: 10mm*10mm*10mm
Minimum machining radius: 0.05mm
Maximum accuracy: ±0.005mm
Minimum wall thickness: 0.5mm
Guideline of POM CNC machining
Spindle speed: 600 – 3000 rpm, adjustable according to tool diameter and operating requirements.
Feed rate: 10 – 20mm/min, balancing machining efficiency and surface quality.
Coolant: Use POM-compatible coolant to avoid material degradation.
Thermal Stability: Control 180–230℃; avoid >240℃ and long exposure.
Solidification Rate: Fast cooling (~160℃) may cause defects; optimize cooling.
Wear Resistance: Good wear resistance, but control tool wear for accuracy.
Why work with Weldo machining
60+ Machine
More than 60 multi-axis CNC machine and EDM cutting can ensure consistency in mass production.
DFM Service
Optimize structural design; reduce manufacturing costs, improve processing efficiency.








Quality inspection
With CMM and other equipment quality inspection systems, the detection accuracy can reach 0.001mm.
Fast Delivery
Samples can be shipped within 1 day, Production can be shipped in 3-15 days
FAQ of POM CNC machining
What are some typical problems that occur when machining POM materials using CNC machining? How can they be prevented?
Common problems include thermal decomposition (overheating), internal stress deformation (uneven cooling), and rapid tool wear (high hardness). Prevention requires controlling machining temperature, optimizing cooling paths, using coated tools, and reducing the depth of cut.
How to optimize cutting parameters for POM CNC machining to improve surface quality?
Roughing should use low speeds (800-1500 rpm) and high feed rates (15-20 mm/min). Finishing should use high speeds (1500-2500 rpm) and low feed rates (5-10 mm/min), with a depth of cut ≤0.3 mm, and should be performed with high-pressure coolant.
Why is a special coolant needed for POM machining? How to choose one?
POM is prone to decomposition at high temperatures, producing formaldehyde. A special coolant can quickly cool it down and prevent degradation. Choose water-soluble or oil-based coolants, avoiding those containing chlorine/sulfur. Thin-walled parts can be cooled using low-pressure spray cooling.
What are some common surface defects after POM CNC machining?
How to solve them? Defects include wrinkling (uneven cooling), burrs (tool wear), and deformation (excessive fixture pressure). Solutions require optimized cooling, regular tool changes, controlled feed rate, and the use of flexible fixtures to hold thin-walled parts.
What are the advantages of POM parts compared to materials like ABS/PA66?
POM has superior wear resistance compared to ABS, stronger dimensional stability than PA66 (low water absorption), and excellent chemical resistance, making it suitable for precision machinery, non-toxic medical components, and other applications where it can operate long-term without lubrication.