

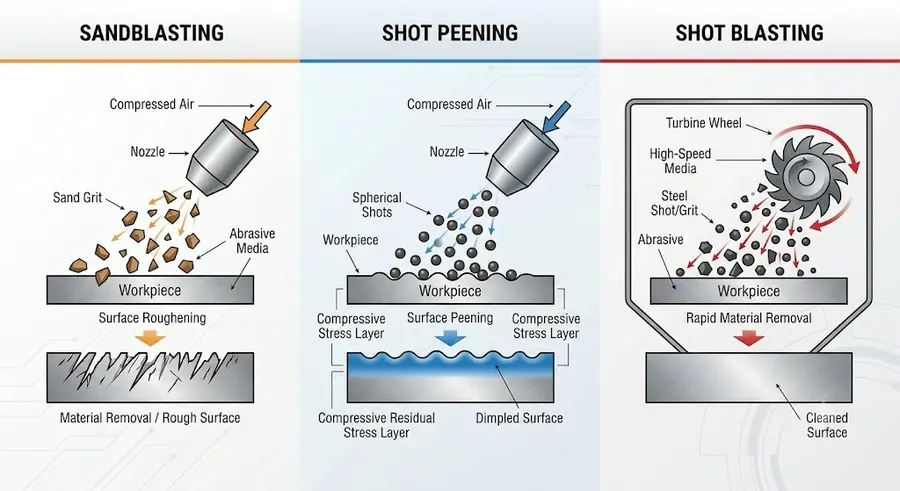
Sandblasting, shot peening, and shot blasting are common surface treatment processes. All 3 use high-speed media to impact the workpiece surface and change its surface condition. Because they look similar in equipment form and surface effect, they are often confused with one another.
From the perspective of processing purpose, however, they are not the same process. In simple terms: sandblasting is like cutting, shot peening is like hammering, and shot blasting is like pounding. Sandblasting is mainly used for surface cleaning, roughening, and matte finishing; shot peening is mainly used for surface strengthening and fatigue life improvement; shot blasting is more suitable for high-efficiency rust removal, scale removal, and coating preparation on large batches of metal parts.
The following table provides a quick overview of Sandblasting vs Shot Peening vs Shot Blasting:
| Item | Sandblasting / Abrasive Blasting | Shot Peening | Shot Blasting |
| Core Function | Cleaning, roughening, matte finishing | Surface strengthening, fatigue resistance | Efficient rust removal and scale removal |
| Power Source | Compressed air or water | Compressed air or specialized peening equipment | High-speed rotating wheel |
| Media Features | Mostly angular abrasives | Spherical or near-spherical shots | Steel shot, steel grit, cut wire shot, etc. |
| Surface Action | Micro-cutting and roughness increase | Plastic deformation and compressive residual stress | Strong impact cleaning and roughening |
| Typical Applications | Cosmetic parts, coating preparation | Gear, spring, and crankshaft strengthening | Casting, steel structure, and profile cleaning |
What Are Sandblasting, Shot Peening, and Shot Blasting?
Although all 3 are surface treatment processes based on high-speed media impact, their processing purposes are different. Sandblasting focuses more on surface cleaning and roughening, shot peening focuses more on surface strengthening, and shot blasting is more suitable for batch cleaning of metal parts.
What Is Sandblasting?
Sandblasting is a surface treatment process that uses compressed air or water as the power source to propel abrasive media at high speed onto the workpiece surface. Its core function is to remove rust, oxide scale, old coatings, oil, and other surface contaminants through abrasive impact and micro-cutting.
Before sandblasting, the workpiece surface may have machining marks, scratches, oxide layers, rust, or coating residues. After sandblasting, the surface forms a uniform roughness and a matte, frosted texture, making the surface condition more consistent and providing a better foundation for subsequent surface treatments.
Therefore, sandblasting is often used for aluminum cosmetic parts, CNC machined parts, stainless steel panels, and metal parts before coating. It should be noted that coarse abrasives may leave obvious blasting marks, and precision mating surfaces, threaded holes, and sealing surfaces usually need masking protection.

What Is Shot Peening?
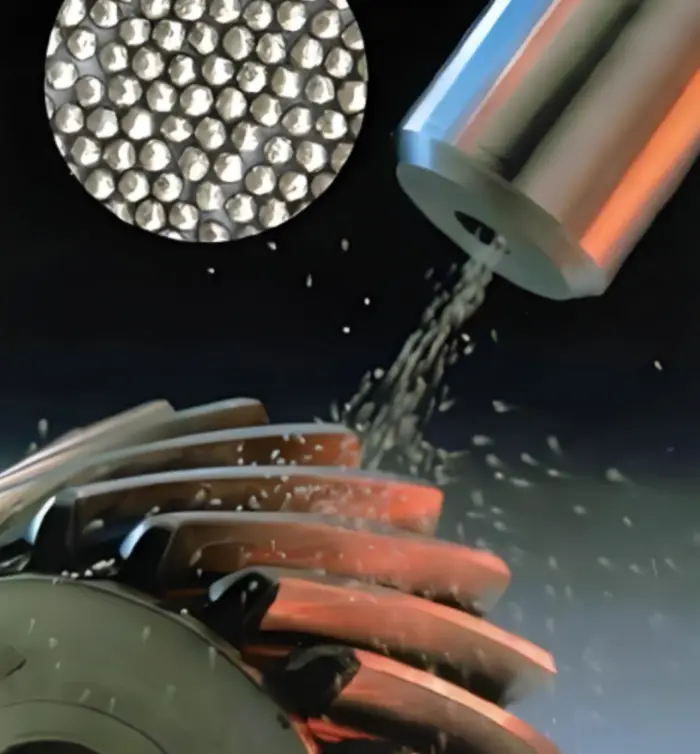
Shot peening is a strengthening process that uses high-speed spherical or near-spherical shots to repeatedly impact metal surfaces. Its core purpose is not material removal, but to cause micro-plastic deformation in the workpiece surface layer and introduce compressive residual stress.
Before shot peening, the workpiece surface should be free from obvious oil, cracks, sharp scratches, or oxide scale. After shot peening, the surface forms uniform tiny impact dimples and shows a fine matte or orange-peel-like texture while improving surface fatigue resistance.
Therefore, shot peening is commonly used for gears, springs, crankshafts, connecting rods, aerospace blades, and drive shafts that are subjected to cyclic loads. It should be noted that shot peening may change surface roughness, so precision mating surfaces, sealing surfaces, and threaded areas usually require masking protection.
What Is Shot Blasting?
Shot blasting is a surface treatment process in which a high-speed rotating wheel generates centrifugal force and throws steel shot, steel grit, cut wire shot, or similar media onto the workpiece surface. Its core function is to remove oxide scale, rust, foundry sand, old coatings, and light surface scratches through strong impact.
Before shot blasting, the workpiece surface may have oxide scale, rust spots, foundry sand residue, weld marks, peeling coatings, or local scratches. After shot blasting, the surface forms a relatively uniform rough texture, the original uneven surface condition becomes more consistent, and the surface provides better adhesion for painting, powder coating, or anti-corrosion coatings.
Therefore, shot blasting is commonly used for batch cleaning of castings, forgings, steel plates, steel profiles, welded parts, and steel structures. It should be noted that shot blasting has strong impact force and is not suitable for mirror-finished surfaces, high-gloss surfaces, thin-walled parts, or high-precision mating surfaces.

Differences in Processing Principles
Sandblasting, shot peening, and shot blasting all rely on high-speed media impact, but they change the surface in different ways. Sandblasting mainly relies on the cutting and grinding action of abrasives, shot peening mainly relies on the hammering and plastic deformation action of shot media, and shot blasting relies on the strong impact cleaning action produced by high-speed wheel blasting.
Processing Principle of Sandblasting
Sandblasting uses compressed air or water to eject abrasive media from a nozzle at high speed. Because sandblasting media are usually angular, they create a micro-cutting effect when they hit the surface, removing contaminants and forming small peaks and valleys.
This micro-cutting action gives the workpiece a certain surface roughness. Therefore, sandblasting is not only used for surface cleaning, but also for improving the adhesion base for coatings, oxide films, or bonding layers.
Processing Principle of Shot Peening
Shot peening uses spherical or near-spherical shots to impact metal surfaces at high speed. When the shots strike the surface, they act more like small hammers repeatedly hitting the surface, causing micro-plastic deformation rather than obvious material cutting.
This deformation introduces compressive residual stress into the surface layer, offsetting part of the tensile stress generated during service and delaying fatigue crack initiation and growth.
Processing Principle of Shot Blasting
Shot blasting uses a high-speed rotating wheel to generate centrifugal force and continuously throw shot media onto the workpiece surface. Compared with sandblasting, shot blasting has higher impact energy and stronger coverage efficiency, making it more suitable for large-area, regular-shaped, and batch-processed metal parts.
During shot blasting, the shot media break and strip away oxide scale, rust, foundry sand, and old coatings, while forming a relatively uniform rough texture.
Equipment and Usage of the 3 Processes
Sandblasting, shot peening, and shot blasting differ not only in principle but also in equipment. Sandblasting equipment is more flexible, shot peening equipment emphasizes parameter control, and shot blasting equipment is more suitable for automation and batch processing.
Sandblasting Equipment and Usage
Sandblasting equipment usually consists of an air compressor, blasting machine, blasting gun, nozzle, blasting hose, blast cabinet or blast room, and dust collection system. It mainly uses compressed air to drive abrasive media through a nozzle and propel it at high speed onto the workpiece surface.
Common equipment includes manual sandblasting machines, blast cabinets, blast rooms, and automatic blasting machines. Manual sandblasting is suitable for complex parts and local treatment; blast cabinets are suitable for small CNC parts and cosmetic parts; automatic blasting machines are more suitable for panels, tubes, profiles, and other batch products.
During sandblasting, air pressure, nozzle distance, blasting angle, abrasive particle size, and processing time need to be controlled. For aluminum cosmetic parts or pre-anodizing treatment, fine glass beads, ceramic media, or aluminum oxide are often selected.

Shot Peening Equipment and Usage
Shot peening equipment may be compressed-air shot peening equipment, centrifugal peening equipment, or automated shot peening systems. Unlike ordinary cleaning equipment, shot peening equipment emphasizes process parameter control because its goal is to form stable compressive residual stress.
Shot peening equipment usually includes peening nozzles or guns, a shot supply system, a shot recovery system, a peening chamber, a dust collection system, and Almen strip testing devices. In actual processing, peening intensity, coverage, shot size, shot hardness, blasting distance, blasting angle, and processing time must be controlled.
For aerospace, automotive transmission systems, or high-fatigue-load parts, shot peening usually also requires process records and inspection reports.

Shot Blasting Equipment and Usage
Shot blasting equipment usually uses a high-speed rotating wheel to throw shot media onto the workpiece surface. Compared with sandblasting equipment, shot blasting machines have a higher degree of automation, stronger impact force, and are more suitable for cleaning large batches of metal parts.
Common shot blasting equipment includes tumblast machines, rubber belt shot blasting machines, hook-type shot blasting machines, through-feed shot blasting machines, roller conveyor shot blasting machines, and internal/external pipe shot blasting machines. Small castings are suitable for tumblast or rubber belt machines, while steel plates, profiles, and welded structures are more suitable for through-feed or roller conveyor machines.
During shot blasting, wheel speed, shot flow rate, processing time, workpiece conveying speed, and coverage area need to be controlled.

How Are Abrasives and Shots Different?
The media used in sandblasting, shot peening, and shot blasting directly affect surface roughness, cleaning efficiency, appearance, and the risk of workpiece damage. In simple terms, sandblasting mostly uses angular abrasives, shot peening must use spherical or near-spherical shots, and shot blasting mostly uses reusable metallic shots or steel grit.
Common Sandblasting Abrasives
Common sandblasting abrasives include brown fused alumina, white fused alumina, aluminum oxide, silicon carbide, garnet, glass beads, ceramic media, plastic media, walnut shells, and soda media. Different abrasives vary in hardness, shape, and particle size, resulting in different surface effects.
Hard angular abrasives are suitable for rust removal, paint stripping, oxide removal, and coating preparation. Softer media such as glass beads and ceramic media are more suitable for fine matte finishing on aluminum, stainless steel, and CNC custom parts. For plastic, rubber, or more delicate surfaces, low-damage media such as plastic media, walnut shells, or soda media can be selected.

Common Shot Peening Media
The media used for shot peening are usually spherical or near-spherical shots, such as cast steel shot, cut wire shot, glass beads, ceramic shot, and stainless steel shot. The purpose of shot peening is not to cut the surface, but to create micro-plastic deformation and compressive residual stress through uniform hammering.
Therefore, functional shot peening cannot use angular abrasive particles instead of spherical shots. Angular abrasives tend to produce cutting action, making surface roughness difficult to control and making stable fatigue-strengthening effects difficult to achieve.

Common Shot Blasting Media
Common shot blasting media include steel shot, steel grit, cut wire shot, stainless steel shot, aluminum shot, zinc shot, and ceramic shot. Since shot blasting is usually used for batch cleaning of metal parts, the media must have good impact strength, wear resistance, and recyclability.
Ordinary steel shot and steel grit are suitable for cleaning carbon steel, cast steel, cast iron, and steel structural parts. Stainless steel shot, aluminum shot, or ceramic shot are more suitable for materials sensitive to iron contamination. When processing aluminum, stainless steel, or titanium, ordinary ferrous media residue should be avoided.

| Process | Common Media | Media Features | Main Uses |
| Sandblasting | Fused alumina, aluminum oxide, glass beads, ceramic media, garnet, plastic media | Mostly angular or controllable abrasive media | Cleaning, roughening, matte finishing, coating preparation |
| Shot Peening | Steel shot, cut wire shot, glass beads, ceramic shot | Spherical or near-spherical | Surface strengthening and fatigue resistance |
| Shot Blasting | Steel shot, steel grit, cut wire shot, stainless steel shot | Strong impact force and reusable | Rust removal, scale removal, batch cleaning |
Which Workpiece Materials Can Be Processed?
Sandblasting, shot peening, and shot blasting can all be used for metal surface treatment, but the suitable materials are not exactly the same. Sandblasting has the widest material adaptability, shot peening is mainly used for metal strengthening, and shot blasting is more suitable for batch cleaning of ferrous workpieces.
| Material Type | Sandblasting | Shot Peening | Shot Blasting |
| Carbon Steel / Alloy Steel | Rust removal, paint stripping, coating preparation | Gear, shaft, and spring strengthening | Batch rust removal and scale removal |
| Stainless Steel | Matte finishing, cleaning, texture treatment | Strengthening of specific load-bearing parts | Can be processed, but iron contamination must be avoided |
| Aluminum Alloy | Cosmetic matte finish, pre-anodizing treatment | Rarely used for ordinary cosmetic parts | Media selection must be cautious |
| Titanium Alloy | Surface cleaning and roughening | Strengthening of high-fatigue parts | Media and contamination risks must be controlled |
| Copper Alloy | Light cleaning and cosmetic treatment | Rarely used for conventional strengthening | Generally not a common target material |
| Plastic / Rubber / Glass | Can be processed at low pressure with soft media | Usually not suitable | Usually not suitable |
From the perspective of material adaptability, sandblasting is more suitable for multi-material and complex surface treatment. Shot peening is more suitable for steel, alloy steel, titanium alloy, and other parts that need improved fatigue life. Shot blasting is more suitable for ferrous workpieces such as cast iron, cast steel, carbon steel, steel profiles, and steel structures.
For aluminum, stainless steel, and titanium, if shot blasting is required, media selection should be carefully considered to avoid iron contamination, surface damage, or discoloration in subsequent surface treatment.
Common Workpieces and Application Fields
Although sandblasting, shot peening, and shot blasting are all surface treatment processes, their application logic is different: sandblasting focuses on appearance and pretreatment, shot peening focuses on fatigue strengthening, and shot blasting focuses on batch cleaning and anti-corrosion pretreatment.
| Process | Common Workpieces | Typical Application Fields |
| Sandblasting | CNC aluminum housings, stainless steel panels, aluminum profiles, machine housings, molds, glass parts | CNC machining, consumer electronics, machinery, automotive repair, architectural decoration |
| Shot Peening | Gears, springs, crankshafts, connecting rods, drive shafts, aerospace blades, high-strength bolts | Automotive transmission systems, aerospace, rail transportation, construction machinery, energy equipment |
| Shot Blasting | Castings, forgings, steel plates, steel profiles, steel structures, welded parts, steel pipes, automotive chassis parts | Foundry, steel structure manufacturing, shipbuilding, bridges, pipeline anti-corrosion, heavy machinery |
Application Characteristics of Sandblasting
Sandblasting is more suitable for parts that need improved appearance, unified surface texture, or an adhesion base for subsequent coatings. Its advantage is high flexibility, making it suitable for complex shapes, small batches, and local treatment.
Application Characteristics of Shot Peening
Shot peening is mainly used for critical metal parts that are subjected to cyclic loads. Its focus is not appearance but fatigue life improvement. Areas such as gear roots, spring surfaces, crankshaft fillets, and aerospace blade roots are often prone to fatigue cracks, and shot peening can delay crack initiation and growth through compressive residual stress.
Application Characteristics of Shot Blasting
Shot blasting is more suitable for metal workpieces with large batches, regular shapes, and heavy cleaning requirements. It can quickly remove oxide scale, rust, foundry sand, weld residues, and old coatings so that the surface meets the requirements for painting, anti-corrosion coating, or powder coating preparation.
Relationship with Other Surface Treatments
Sandblasting, shot peening, and shot blasting are often not isolated processes. They are often used together with painting, powder coating, anodizing, anti-corrosion coatings, heat treatment, or precision machining. The difference is that sandblasting and shot blasting are more often used as pretreatment processes, while shot peening is more often used as a functional strengthening process.
| Process | Common Related Processes | Main Role |
| Sandblasting | Painting, powder coating, anodizing, electroplating, bonding, passivation | Clean the surface, unify texture, and create roughness |
| Shot Peening | After heat treatment, after gear machining, after grinding, before coating | Introduce compressive residual stress and improve fatigue life |
| Shot Blasting | Painting, powder coating, phosphating, anti-corrosion coatings, heavy-duty anti-corrosion coating | Remove scale, rust, and foundry sand, and provide a rough base |
Sandblasting and Subsequent Surface Treatments
Sandblasting is often used before painting, powder coating, anodizing, or bonding. It can remove surface contaminants and create a uniform matte texture, allowing subsequent coatings or oxide films to obtain a more stable appearance and adhesion base.
Shot Peening and Subsequent Machining
Shot peening is usually performed after heat treatment, grinding, or gear machining. Its purpose is to introduce compressive residual stress into critical load-bearing surfaces. If the part still needs precision grinding, lapping, or polishing afterward, the shot peening sequence should be planned in advance to avoid removing the strengthened layer during later machining.
Shot Blasting and Anti-Corrosion Coating
Shot blasting is commonly used as a pretreatment for coating steel structures, castings, steel plates, steel profiles, and welded parts. After treatment, steel parts should enter the next anti-rust or coating process as soon as possible to avoid flash rust.
Effects on Surface Roughness
Sandblasting, shot peening, and shot blasting all change surface roughness, but in different ways: sandblasting relies on abrasive micro-cutting, shot peening relies on shot impact and plastic deformation, and shot blasting relies on high-energy impact cleaning and roughening.
| Process | Effect on Roughness | Surface Morphology | Main Evaluation Focus |
| Sandblasting | Can be fine or rough | Matte, frosted, small peaks and valleys | Abrasive size, pressure, surface Ra |
| Shot Peening | May increase roughness | Uniform small dimples, orange-peel texture | Almen arc height, coverage, residual stress |
| Shot Blasting | Usually creates obvious roughening | Impact texture, coating anchor profile | Cleanliness, roughness, coating adhesion requirements |
Effect of Sandblasting on Roughness
The roughness after sandblasting mainly depends on media type, particle size, pressure, and blasting time. Fine glass beads and ceramic media are suitable for delicate matte surfaces, while coarse fused alumina and steel grit form more obvious blasting marks and higher roughness.
Effect of Shot Peening on Roughness
Shot peening creates uniform impact dimples on the surface, causing surface roughness to change. However, the core of shot peening is not to pursue Ra, but to control peening intensity, coverage, and compressive residual stress.
Effect of Shot Blasting on Roughness
Shot blasting usually significantly increases surface roughness and is suitable for coating preparation on steel structures, castings, steel plates, and steel profiles. However, it is not suitable for precision mating surfaces, sealing surfaces, high-gloss surfaces, or surfaces that have already been finish-machined.
Cost of Sandblasting vs Shot Peening vs Shot Blasting
The cost of the three processes cannot be judged simply by area alone. Sandblasting and shot blasting are more often quoted by area, labor hours, or batch quantity; shot peening is a functional strengthening process and is more often quoted according to part requirements, process requirements, and inspection standards.
| Process | International Market Reference Range | Common Quotation Method |
| Sandblasting | Approx. $1.5–$16/ft²; small parts or detailed work may also be quoted at $50–$300/hour | By area, labor hours, or project |
| Shot Peening | Pricing varies by part complexity, batch size, precision level, | By part, process requirements, and inspection standards |
| Shot Blasting | Approx. $0.5–$4.5/ft²; batch steel parts usually have better cost advantages | By area, weight, batch, or project |
Sandblasting cost is affected by processing area, material condition, abrasive type, cleaning intensity, masking scope, and labor cost. Complex shapes, small batches, or high appearance consistency requirements all increase processing cost.
Shot peening costs mainly come from peening intensity control, coverage inspection, shot specifications, process records, and quality verification. Aerospace, automotive transmission systems, or high-reliability parts usually require separate quotations.
Although shot blasting has higher equipment investment and maintenance costs, it is more efficient for large batches of regular-shaped metal parts. When steel plates, steel profiles, castings, and steel structures are processed in batches, the cost per part or per unit area is usually more advantageous.
The above prices are only suitable as international market writing references and should not be used as formal quotations. Actual cost depends on workpiece size, batch quantity, surface condition, roughness requirements, masking scope, inspection standards, and local labor cost.
Pro and Cons of Sandblasting, Shot Peening, and Shot Blasting
Advantages and Disadvantages of Sandblasting
The advantage of sandblasting is high flexibility. By adjusting media type, particle size, pressure, and blasting angle, it can achieve different cleaning effects and surface textures. It is suitable for removing rust, oxide scale, and old coatings, as well as matte finishing, frosted finishing, and coating preparation. It is especially suitable for complex shapes, small batches, and local surface treatment.
The disadvantage of sandblasting is that it generates more dust and requires higher standards for dust collection, protection, and the working environment. The surface effect is also more easily affected by manual operation. If the abrasive is too coarse or the pressure is too high, it may cause blasting marks to become too deep, dimensional changes, or even damage to precision mating surfaces, threaded holes, and sealing surfaces.

Advantages and Disadvantages of Shot Peening
The advantage of shot peening is that it can introduce compressive residual stress into the metal surface layer, improving fatigue resistance and surface reliability. It is especially suitable for gears, springs, crankshafts, connecting rods, aerospace blades, and other critical parts subjected to cyclic loads, helping delay fatigue crack initiation and growth.
The disadvantage of shot peening is that it requires strict process parameter control and cannot be treated as an ordinary cleaning process. Peening intensity, coverage, shot size, and shot condition must all be controlled; otherwise, the strengthening effect may be unstable. At the same time, shot peening may change surface roughness, and thin-walled parts, slender parts, and high-precision parts may also face deformation risks.

Advantages and Disadvantages of Shot Blasting
The advantage of shot blasting is high cleaning efficiency, making it suitable for large batches of regular-shaped metal workpieces. It can quickly remove oxide scale, rust, foundry sand, and old coatings from castings, steel plates, profiles, welded parts, and steel structures, while forming a rough surface suitable for painting, powder coating, or anti-corrosion coating adhesion.
The disadvantage of shot blasting is higher equipment investment and stronger impact force, making it unsuitable for finish-machined surfaces, high-gloss surfaces, thin-walled parts, and complex internal cavities. For deep holes, shielded areas, or local fine treatment, shot blasting may leave blind spots, and its surface effect is less flexible than sandblasting.

Processing Considerations for the 3 Processes
Sandblasting Considerations
Before sandblasting, the abrasive type, particle size, blasting pressure, blasting distance, and surface roughness requirements should be specified. For aluminum, stainless steel, titanium, and similar materials, ordinary ferrous abrasives should be avoided to prevent iron contamination, rust spots, or discoloration during subsequent oxidation.
Precision mating surfaces, threaded holes, sealing surfaces, and bearing seats require masking protection in advance. After sandblasting, residual abrasive and dust should be removed. If the part is steel, it should be coated, rust-protected, or packaged as soon as possible to avoid flash rust.
Shot Peening Considerations
Functional shot peening cannot be specified only as “shot peening” or “shot peening treatment.” Peening intensity, coverage, shot material, shot size, and treated areas must be specified. Otherwise, the supplier may treat it as ordinary cleaning and fail to guarantee the strengthening effect.
Before shot peening, the workpiece surface should be checked for cracks, sharp scratches, oil, or oxide scale. Thin-walled parts, slender parts, and high-precision parts require deformation risk evaluation, and precision mating surfaces, threads, and sealing areas usually need masking.
Shot Blasting Considerations
Shot blasting is suitable for batch cleaning of metal parts, but its impact force is strong, so it is not suitable for directly processing finish-machined surfaces, high-gloss surfaces, sealing surfaces, or precision holes. For thin-walled or complex-shaped workpieces, deformation and treatment blind spots also need attention.
After shot blasting, steel surfaces are highly active and prone to flash rust. They should enter painting, powder coating, phosphating, anti-corrosion coating, or rust-preventive packaging as soon as possible. When processing stainless steel, aluminum, and similar materials, shot media should be selected carefully to avoid contamination from ferrous media.

When to Choose Sandblasting, Shot Peening, or Shot Blasting
When to Choose Sandblasting?
If the goal is to remove light rust, oxide layers, or old coatings, or to create a uniform matte texture, sandblasting is usually more suitable. It is suitable for aluminum cosmetic parts, stainless steel panels, CNC machined parts, and parts before coating.
For parts that require anodizing, painting, powder coating, or bonding, sandblasting can also be used as a pretreatment process to improve surface consistency and the adhesion base for subsequent coatings.
When to Choose Shot Peening?
If the workpiece is subjected to cyclic load, vibration, or impact over a long period, such as gears, springs, crankshafts, connecting rods, and aerospace blades, shot peening should be considered first. The core value of shot peening is to improve fatigue resistance through compressive residual stress, not simply to improve appearance.
When choosing shot peening, peening intensity, coverage, and shot specifications must be clearly defined; otherwise, it is difficult to guarantee the strengthening effect.
When to Choose Shot Blasting?
If the workpiece is a casting, steel plate, steel profile, steel structure, or welded part, and the goal is to quickly remove oxide scale, rust, foundry sand, or old coatings, shot blasting is usually more efficient.
Shot blasting is suitable for regular shapes and batch production, especially before painting, powder coating, and heavy-duty anti-corrosion coating. However, if the workpiece has precision surfaces, thin-wall structures, or complex internal cavities, masking and deformation risks should be evaluated in advance.
Common Misconceptions
Misconception 1: Sandblasting Means Spraying a Layer of Sand onto the Surface
Sandblasting does not attach sand to the workpiece surface. It changes the surface condition through high-speed abrasive impact and micro-cutting. What remains after sandblasting is roughness, matte texture, and a clean surface, not a coating layer.
Misconception 2: Shot Peening Can Replace Sandblasting for Cleaning
The core purpose of shot peening is surface strengthening, not rust removal, paint stripping, or scale removal. If the goal is only to clean the surface or increase coating adhesion, sandblasting or shot blasting should usually be considered first.
Misconception 3: Shot Blasting Is Always More Advanced Than Sandblasting
Shot blasting and sandblasting do not have an absolute hierarchy. Shot blasting is more suitable for large-batch steel cleaning, while sandblasting is more suitable for complex surfaces, cosmetic parts, and local treatment.
Misconception 4: All Three Processes Can Be Used Freely on Precision Surfaces
Sandblasting, shot peening, and shot blasting all change surface roughness. Precision mating surfaces, sealing surfaces, threaded holes, bearing seats, and high-gloss cosmetic surfaces usually require masking protection; otherwise, dimensional changes, surface damage, or assembly problems may occur.
Conclusion
Although sandblasting, shot peening, and shot blasting all rely on high-speed media impact, their core purposes are different. Sandblasting is more suitable for surface cleaning, roughening, and matte finishing; shot peening is more suitable for surface strengthening and fatigue life improvement; shot blasting is more suitable for batch rust removal, scale removal, and coating preparation on metal parts.
In actual selection, the process should not be chosen only by name. It should be evaluated based on workpiece material, surface condition, dimensional accuracy, roughness requirements, subsequent surface treatment, and production batch. For aluminum, stainless steel, and precision parts, media contamination, masking protection, and surface consistency should be prioritized. For gears, springs, crankshafts, and other load-bearing parts, peening intensity, coverage, and fatigue performance requirements should be prioritized.
If you need custom metal or plastic parts and want a one-stop processing solution that includes CNC machining, sandblasting, shot peening, shot blasting, and other surface treatments, contact Weldo Machining for more process information and project quotations.








