
Meulage sans centre
Précision et efficacité des solutions de rectification sans centre - pour un usinage sans erreur ! Demandez un devis dès aujourd'hui pour des solutions de processus personnalisées et des recommandations d'optimisation des coûts.
- Précision jusqu'à 0,0001 pouce
- Certifié ISO 9001:2015
- Inclure le broyage des métaux, des plastiques et des matériaux composites
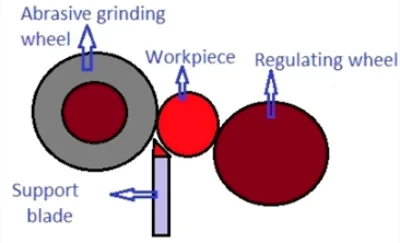
Qu'est-ce que la rectification sans centre ?
Le meulage sans centre supprime le besoin de dispositifs de fixation en soutenant la pièce à usiner entre une meule et une roue de régulation sur une lame de support. La meule de réglage contrôle la rotation et l'avance, tandis que la meule rectifie le diamètre extérieur. L'ajustement dynamique du centre corrige les erreurs de circularité, permettant d'obtenir une précision de 0,005-0,01 mm et une finition Ra 0,1-0,025 μm.
Gamme de matériaux pour le meulage sans centre
Matériau métallique :

Aluminium
L'aluminium est le composant le plus couramment utilisé pour l'usinage de précision. Il a une faible densité, une texture dure et un matériau souple. Grâce à sa résistance à la corrosion, il est largement utilisé dans l'aérospatiale, les os bioniques et la fabrication de pièces automobiles.
Couleur : Argent.
Les types : Aluminium 6061、7075、2024、5052、6063 et MIC-6.
Finition de la surface : Polissage, brossage, sablage, chromage, anodisation, galvanisation, revêtement par poudre, gravure au laser.
Délai de livraison : 1-5 jours.

Acier inoxydable
L'acier inoxydable offre une forte résistance à la corrosion et une surface lisse et facile à nettoyer. Il est principalement utilisé dans les équipements de cuisine, les appareils médicaux, les matériaux de construction et le bâtiment, ainsi que dans les pièces automobiles.
Couleur : Argent.
Les types : Stainless steel 304/316/201/202/430/444/410/420/440c/2205/2507/17-4ph/17-7ph.
Finition de la surface : Polissage, brossage, sablage, galvanoplastie, pulvérisation, PVD (Physical Vapor Deposition), passivation, décapage, coloration.
Délai de livraison 2 à 5 jours.

Cuivre
Possède une conductivité électrique, une ductilité à la traction et des propriétés antimicrobiennes. Il est principalement utilisé pour la fabrication d'objets d'artisanat, d'articles de décoration et d'équipements médicaux.
Couleur Orange, jaune.
Les types : copper H59/H62/Hpb59-1/C36000/HAI77-2/HSN62-1/HPb/HMn/HAl/HSn/HNi.
Finition de la surface : Passivation, galvanisation, placage chimique, grenaillage, sablage, traitement chimique du film, polissage, nettoyage brillant.
Délai de livraison : 1-5 jours.

Bronze
Le bronze, un alliage de cuivre et d'étain résistant à la corrosion, va du doré au gris et est utilisé dans les pièces mécaniques, les sculptures et les composants marins.
Couleur : or/brun.
Les types : Bronze d'étain, bronze d'aluminium, bronze de béryllium, bronze de silicium, bronze de manganèse.
Finition de la surface : Sablage, polissage, moletage, meulage, passivation, revêtement chimique, coloration par imprégnation, coloration au pinceau/à la bombe, galvanisation, anodisation, revêtement par poudre, brossage.
Délai de livraison : 1-5 jours.

Acier
L'acier, un alliage de fer et de carbone auquel ont été ajoutés des éléments, offre une solidité, une ténacité, une résistance à l'usure et à la corrosion modulables, ce qui en fait un matériau idéal pour les pièces mécaniques et les composants de moteurs.
Couleur : Argent .
Les types : Steel S20C,S45C,S50C,SK85,SK95,40Cr,4140,4130,H13,D2,W1,A2,D2,M2,SKD11,ASP-23,S136.
Finition de la surface :Sablage, finition miroir, revêtement PVD, finition brossée, revêtement par pulvérisation, galvanoplastie.
Délai de livraison : 1-5 jours

Magnésium
Le magnésium est un métal léger qui présente un rapport résistance/poids élevé, une excellente conductivité thermique et un amortissement des vibrations. Il est idéal pour les applications dans les domaines de l'aérospatiale, de l'automobile et de l'électronique.
Couleur : Argent.
Les types : Magnesium alloy AZ91D/AM60B/AM50A/AS41B/ZK60/MB8/AZ31/WE43/ZE41/LA141/LZ91.
Finition de la surface : Revêtement par conversion chimique, anodisation, nickelage, galvanoplastie, revêtement composite, peinture par pulvérisation, revêtement par poudre, revêtement par électrophorèse.
Délai de livraison : 1-5 jours.
Matière plastique :

PC
Thermoplastique léger à hautes performances, doté de propriétés de résistance, de rigidité et d'isolation, utilisé dans les boîtiers électroniques, les montages et les dissipateurs de chaleur.
Couleur : blanc ou noir.
Les types : PC général usinable/retardateur de flamme/renforcé/mélangé.
Finition de la surface : Polissage, durcissement, pulvérisation, gravure au laser, galvanisation, estampage à chaud.
Délai de livraison : 1-5 jours.

PE
Le PE est un thermoplastique à bas point de fusion, chimiquement résistant et à faible frottement, utilisé dans les conteneurs alimentaires, les bacs et les jouets.
Couleur Les couleurs sont les suivantes : noir, blanc, coloré.
Les types : LDPE, HDPE, UHMWPE, PEX, PEX-A, PEX-B.
Finition de la surface :Polissage, sablage, revêtement, gravure.
Délai de livraison : 1-5 jours.

PP
Le PP est un thermoplastique semi-cristallin (130-160°C) qui s'écoule bien. L'usinage CNC nécessite un contrôle de 200-230°C. Flexible, résistant à la flexion, il est utilisé dans les conteneurs, les connecteurs et les pièces structurelles.
Couleur Les couleurs sont les suivantes : noir, blanc, coloré.
Les types : PP-H, PP-B, PP-R, HIPP.
Finition de la surface :Polissage, sablage, revêtement.
Délai de livraison : 1-5 jours.
Capacité de meulage sans centre
La capacité d'usinage de la rectification cylindrique sans centrage est influencée par les machines de rectification sans centre CNC, les opérateurs, les exigences de précision et les matériaux. Le tableau suivant présente les fourchettes approximatives des dimensions et de la précision :
| Indicateur | Paramètres spécifiques |
|---|---|
| Précision de l'usinage | |
| Rondeur | ≤ 0,015 mm |
| Cylindricité | 0,5~2 μm (valeur typique) |
| Précision dimensionnelle | Jusqu'à la qualité IT6 (environ ±0,005~0,015 mm), rugosité de surface Ra 0,16~0,2 μm |
| Dimensions maximales de la pièce | |
| Diamètre | 40-100 mm |
| Longueur | Longueur maximale de meulage de 1000 mm ; plage de longueur de 125 à 210 mm en mode de meulage à avance transversale |
| Dimensions minimales de la pièce | |
| Diamètre | ≥ 2 mm (diamètre minimum) |
| Longueur | Longueur minimale de broyage de 125 mm en mode de broyage transversal |
Avantages de la rectification sans centre
Production à haut rendement
Le meulage en continu sans serrage permet une production rapide par lots. Favorise l'automatisation et réduit le temps de cycle.
Haute précision et cohérence
Rondeur ≤0,005mm, cylindricité 0,5-2μm. Pas d'erreur de serrage, grande stabilité, état de surface Ra≤0,1μm.
Adaptabilité
Traite les métaux, les plastiques et les matériaux durs. Convient aux arbres, aux pièces coniques et aux pièces à parois minces.
Stabilité du processus
L'automatisation des opérations réduit les erreurs. Le contrôle des paramètres minimise les vibrations et garantit la stabilité de l'usinage.
Application de la rectification sans centre
Fabrication automobile
Rectification de précision de pièces de haute précision telles que les vilebrequins, les arbres à cames, les arbres d'entraînement et les tiges de soupape.
Aérospatiale
Arbres de moteur, boîtiers de pompe à carburant, composants de satellites, etc.
Fabrication de machines
Outils de cisaillement, queues de fraises, rouleaux à rouler, mèches, etc.
Roulements et éléments de transmission
Roulements, roulements à aiguilles, bagues en alliage, etc.
Traitement des matériaux spéciaux
Carbure cémenté/céramique pour les outils de coupe, les tiges en céramique et autres matériaux de haute dureté.
FAQ de la rectification sans centre
Quelle est la principale différence entre la rectification sans centre et la rectification cylindrique extérieure conventionnelle ?
Le meulage sans centre ne nécessite aucun serrage de la pièce. La pièce est entraînée par des roues de guidage et rectifiée par la meule, en s'appuyant sur son propre poids ou son propre support pour se positionner. La rectification extérieure conventionnelle nécessite une fixation avec des centres ou des mandrins, ce qui peut entraîner des déformations ou des erreurs de serrage.
Avantages : Convient aux arbres minces et aux pièces à parois minces. Rendement élevé, rondeur et constance dimensionnelle supérieures.
Quelles sont les formes de pièces que la rectification sans centre peut traiter ?
Il s'agit principalement de pièces rotatives, comprenant généralement les éléments suivants
Arbres élancés à rapport longueur/diamètre (par exemple, arbres de transmission) ;
Arbres courts ou pièces sans trous centraux (par exemple, rouleaux de roulement) ;
Formes complexes avec marches/conicité (obtenues par rectification en plongée) ;
Composants à parois minces (par exemple, tubes, avec une faible pression radiale).
Limites : Ne convient pas aux pièces non rotatives ou plates.
Comment la précision de l'usinage est-elle assurée lors de la rectification sans centre ?
Réglage de la machine : Inclinaison de la roue de guidage, dressage de la meule, hauteur de la plaque d'appui ;
Paramètres du processus : Profondeur de meulage et vitesse d'avance adaptées à la dureté du matériau ;
Refroidissement et inspection : Un liquide de refroidissement adéquat empêche les déformations thermiques, les mesures en ligne fournissent un retour d'information en temps réel.
La rectification sans centre est-elle adaptée aux matériaux à dureté élevée ?
Convient, mais des ajustements sont nécessaires :
Meule : Utiliser des meules CBN ou diamantées à grain plus fin (#600-#1000) ;
Processus : Réduire la profondeur de meulage, augmenter la vitesse d'avance et utiliser un liquide de refroidissement à haute pression pour dissiper la chaleur ;
Applications typiques : Outils en carbure, bagues en céramique, arbres de turbine en alliage à haute température.
Résumé : Grâce à l'optimisation de l'équipement et du processus, la rectification sans centre peut traiter efficacement des matériaux de haute dureté, ce qui nécessite un contrôle strict de la température et de la gestion des meules.