








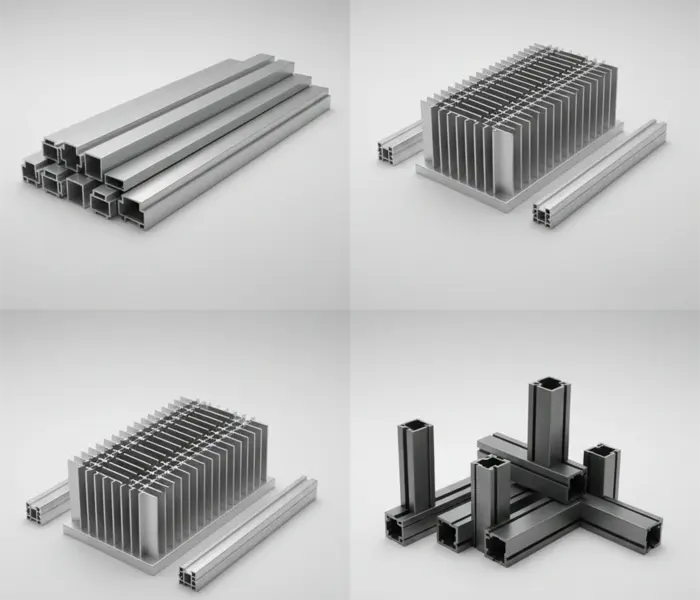
Extrusion d'aluminium :
Choisir Weldo's Processus d'extrusion de l'aluminium pour des profils d'aluminium personnalisés de haute qualité. Faites connaître rapidement vos produits en barres d'aluminium au grand public. Contactez-nous dès aujourd'hui pour discuter de votre projet et passer votre commande.
- Coût optimisé de l'outillage
- Précision jusqu'à 0,01 mm
- Finition de surface de haute qualité
- Capacité de livraison rapide
Qu'est-ce que l'extrusion d'aluminium ?
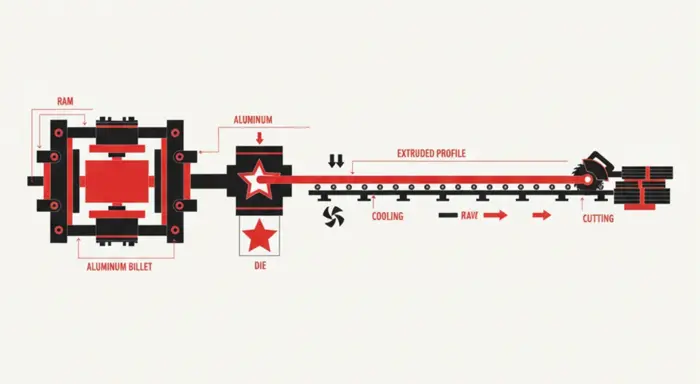
L'extrusion de l'aluminium est un procédé de fabrication qui permet de façonner des billettes d'alliage d'aluminium chauffées (400-500°C) en profils de section continue en les forçant à passer à travers une filière sous haute pression. En fonction du mouvement de la filière, on distingue l'extrusion directe (les billettes se déplacent tandis que les filières restent immobiles) et l'extrusion indirecte (les filières se déplacent tandis que les billettes restent immobiles). L'extrusion indirecte réduit les frottements et améliore la qualité de la surface.
Matériaux usinables par extrusion d'aluminium
Nuances et propriétés des alliages d'aluminium courants
| SÉRIE | NUMÉRO DE MODÈLE TYPE | PRINCIPAUX ÉLÉMENTS D'ALLIAGE | CARACTÉRISTIQUES ESSENTIELLES | SCÉNARIOS D'APPLICATION |
|---|---|---|---|---|
| 6xxx | 6061-T6 | Mg, Si | Résistance à la traction 310MPa, résistant à l'oxydation anodique | Composants structurels automobiles, cadres de bicyclettes |
| 6xxx | 6063-T5 | Mg, Si | Taux d'allongement 12%, excellente rationalité du traitement de surface | Portes et fenêtres architecturales, radiateurs |
| 5xxx | 5052-H32 | Mg (2.5%) | Résistant à la corrosion de l'eau de mer, densité 2,68g/cm³ | Ponts de navires, réservoirs de carburant |
| 7xxx | 7075-T651 | Zn, Mg, Cu | Dureté 150HB, résistance supérieure à certains matériaux en acier | Pales de moteurs aéronautiques, suspensions de voitures de course |
Finitions de surface pour les profilés d'extrusion en aluminium

Finition usinée
Le prototype traité par la machine-outil conserve des traces d'usinage de l'outil.

Anodisation
Améliore la résistance à la corrosion et à l'usure des métaux. Peut être coloré et recouvert d'un revêtement protecteur.

Polonais
Améliore la douceur et l'aspect de la surface des métaux, des céramiques, des plastiques et du PMMA.
Sablage
Utilise des abrasifs à haute pression pour créer une surface propre, rugueuse et mate.

Finition brossée
Ajoute des motifs texturés aux surfaces métalliques, améliorant ainsi l'esthétique.

Revêtement en poudre
L'application électrostatique et le durcissement à chaud permettent de former une couche dense qui améliore la résistance à la corrosion des pièces.
Placage électrolytique finir
Dépose une couche de métal pour améliorer la résistance à la corrosion et à l'usure.

Oxydation noire
Forme un revêtement antireflet peu coûteux sur les surfaces métalliques par simple oxydation chimique.

Alodine
Forme un revêtement résistant à la corrosion par conversion chimique, améliorant l'adhérence et la conductivité.

Traitement thermique
Modifie la microstructure du métal afin d'améliorer la dureté, la solidité, la ténacité et la résistance à l'usure.
Capacité d'extrusion d'aluminium :
| ITEM | SPECIFICATION |
|---|---|
| SPÉCIFICATIONS DES BILLETTES | Diamètre 100-500 mm, Longueur 1-7 m |
| SECTION MAXIMALE D'EXTRUSION | Largeur 1100 mm |
| ÉPAISSEUR MINIMALE DE LA PAROI | 0,8 mm |
| CONTRÔLE DE PRÉCISION | ±0,05 mm (pour une longueur de 5 m),Profondeur de l'anneau à gros grains ≤ 0,3 mm,Régularité ≤ 0,3 mm/m |
Ligne directrice sur l'extrusion de l'aluminium :
| ITEM | SPECIFICATION |
|---|---|
| TEMPÉRATURE DE CHAUFFAGE | Alliage 6063 : 480±20°C; Alliage 7075 : 450±10°C |
| VITESSE D'EXTRUSION | 20-50 m/min (section transversale simple); 5-15 m/min (section complexe) |
| PRÉCHAUFFAGE DU MOULE | 450-500°C (acier pour moules H13) |
| TOLÉRANCE DIMENSIONNELLE | Niveau de précision ±0,1 mm/m |
| TRAITEMENT DE SURFACE | Épaisseur du film anodisé ≥ 10μm (matériau architectural);. Essai au brouillard salin ≥ 1000 heures |
| PROPRIÉTÉS MÉCANIQUES | 6061-T6 Limite d'élasticité ≥ 276MPa, Élongation ≥ 10% |
Avantage de l'extrusion d'aluminium :
Taux d'utilisation des matières: Près de 95% (l'usinage traditionnel n'atteint que 60%)
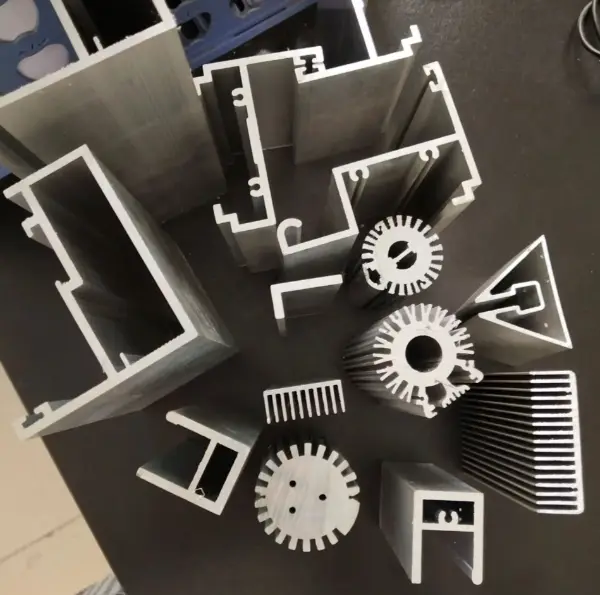
Flexibilité de la conception: Capacité à former des sections transversales complexes (par exemple, profils de dissipation thermique à trous multiples)
Avantage en termes de coûts: Le coût unitaire de la production de masse est inférieur de 30% à celui des procédés de coulée sous pression.
Réduction du poids: 40-60% plus léger que les structures en acier
Durabilité: 100% recyclable ; l'aluminium recyclé ne nécessite que 5% de l'énergie nécessaire à la production d'aluminium primaire
Application de l'extrusion d'aluminium :
Industrie de la construction :
Utilisé dans les portes, les fenêtres, les murs-rideaux et autres pour améliorer l'esthétique et la durabilité de l'architecture tout en réduisant la charge structurelle.
Transport :
Fabrication de composants légers pour les automobiles et les trains afin d'améliorer le rendement énergétique et les performances opérationnelles.
Électronique et appareils électroménagers :
Servant de dissipateurs thermiques et de matériaux de boîtier pour assurer un fonctionnement stable de l'appareil et prolonger sa durée de vie.
Machines et équipements :
Utilisé dans les cadres, les rails de guidage et les applications similaires pour fournir un support très résistant et garantir un mouvement précis de l'équipement.
Mobilier de maison :
Les cadres de meubles et les éléments décoratifs permettent une conception flexible, améliorant à la fois le style et la durabilité des intérieurs.
Énergies renouvelables :
Les panneaux solaires et les supports d'éoliennes présentent une résistance à la corrosion et une construction légère, ce qui favorise les initiatives en matière d'énergie propre.
FAQ de l'extrusion d'aluminium
Comment traiter le bullage de surface dans les extrusions d'aluminium ?
① Homogénéiser le traitement des billettes (560°C/6 heures) ; ② Profondeur de la rainure d'évent du moule 0,03-0,05mm ; ③ Réduire la vitesse d'extrusion de 15%
Comment choisir entre les alliages 6061 et 6063 ?
Choisissez 6061 pour les structures porteuses (haute résistance) ; choisissez 6063 pour les éléments décoratifs (finition de surface supérieure).
Quels sont les facteurs qui limitent la longueur maximale d'extrusion ?
① Longueur du lit de l'extrudeuse (généralement ≤50m) ; ② Rigidité du profil (rapport longueur/diamètre >200 susceptible d'être instable).
Comment contrôler la déformation des profilés à parois minces ?
Utiliser un "refroidissement progressif" (refroidissement rapide dans la section initiale, refroidissement progressif dans la section finale), en maintenant l'allongement dans une fourchette de 0,8 à 1,2%.
Quel est le seuil de rentabilité entre l'extrusion d'aluminium et l'impression 3D ?
Pour les lots 1000 unités, l'extrusion d'aluminium est plus économique (allocation des coûts du moule plus faible).