

Dans un contexte marqué par l'allègement des véhicules, la maîtrise des coûts et l'amélioration constante de la qualité esthétique, automobile pièces en plastique sont désormais incontournables dans les garnitures intérieures et extérieures, les connecteurs fonctionnels, les pièces mobiles résistantes à l'usure et les applications liées aux systèmes hydrauliques. Par rapport aux matériaux métalliques, les plastiques se caractérisent par une faible densité, une grande facilité de mise en forme, une plus grande liberté de conception, une bonne résistance à la corrosion et une excellente aptitude à la fabrication intégrée de structures complexes.
Cet article se concentre sur sept types de matières plastiques couramment utilisées dans la fabrication de pièces automobiles : le PP, l'ABS, le PC-ABS, POM, le PE, l'ASA et le PA6, et les analyse de manière systématique sous l'angle de leurs caractéristiques de performance, de leurs applications typiques, de leurs procédés de transformation et de leur compatibilité en matière de traitement de surface.

Plastiques couramment utilisés dans les accessoires automobiles
PP : matériau de finition léger et économique pour l'intérieur et l'extérieur
Le polypropylène (PP) est un matériau très largement utilisé dans la fabrication des pièces d'habillage intérieur et extérieur des véhicules automobiles. Il présente de nombreux avantages, notamment une faible densité, une faible absorption d'eau, une bonne résistance chimique, une bonne fluidité lors de la transformation et un faible coût. Le PP est particulièrement adapté à la fabrication de pièces de grande taille, légères et à coût maîtrisé, telles que les revêtements de pare-chocs, les corps de tableaux de bord, les panneaux de garniture de portes, les panneaux de garniture de montants, les boîtes de rangement et les panneaux de garniture de sièges.
Du point de vue de la mise en œuvre, le PP présente une bonne fluidité et convient au moulage par injection de pièces de grande surface à parois minces. Cependant, le PP a une résistance à la déformation thermique limitée, et sa rigidité ainsi que sa stabilité dimensionnelle ne sont pas aussi bonnes que celles des plastiques techniques,
Lors de la conception du produit, il est nécessaire de veiller à l'uniformité de l'épaisseur des parois, à la disposition des nervures, au taux de retrait et aux déformations dues au gauchissement. La conception du moule doit prévoir un angle de dépouille et un emplacement de l'entrée de matière appropriés afin de réduire les risques de lignes de soudure, de marques d'écoulement et de déformation.
ABS : matériau utilisé pour les pièces automobiles offrant un haut niveau d'esthétique de surface
ABS allie une résistance mécanique, une aptitude à la transformation, une stabilité dimensionnelle et un aspect esthétique relativement bons. Le principal avantage de l'ABS réside dans son aspect esthétique et sa facilité de peinture, de galvanoplastie, d'impression, de soudage et de collage ; il est donc souvent utilisé pour les calandres galvanisées des véhicules automobiles, les bandes décoratives brillantes, les boîtiers de rétroviseurs, les boutons de commande centraux, les panneaux de commande de climatisation et les caches de tableaux de bord.
Les limites de l'ABS résident principalement dans le fait que sa résistance aux intempéries, aux produits chimiques et à la chaleur est relativement moyenne. L'ABS standard n'est pas adapté à une exposition prolongée à un rayonnement ultraviolet intense, à des températures élevées et à des environnements chimiques complexes. Pour les pièces de finition extérieures ou les pièces nécessitant une résistance élevée aux intempéries, il convient d'envisager l'utilisation d'ABS résistant aux intempéries, d'ASA ou de PC/ABS en remplacement.
Lors de la conception des pièces en ABS, il convient de veiller à ce que l'épaisseur des parois reste uniforme et d'éviter les creux de moulage, les marques de gaz et les lignes de soudure. Pour les pièces à haute brillance, galvanisées ou peintes, la finition de la surface du moule, le système de ventilation et la maîtrise des contraintes internes du moulage par injection revêtent une importance particulière.
PC-ABS : plastique technique haut de gamme offrant des performances globales équilibrées
Le PC-ABS est un alliage de plastique technique obtenu par mélange de PC et d'ABS. Il allie la résistance à la chaleur, la ténacité et la résistance aux chocs du PC tout en conservant la bonne usinabilité et la qualité de surface de l'ABS. Il est souvent utilisé dans les composants automobiles tels que les corps de tableaux de bord haut de gamme, les panneaux décoratifs de console centrale, les couvercles de colonne de direction, les couvercles d'airbags, les panneaux de ventilation et les poignées de porte galvanisées. Le PC/ABS convient aux pièces plastiques automobiles de milieu et haut de gamme qui doivent répondre à des exigences en matière de résistance, d'aspect, de résistance à la chaleur et de stabilité dimensionnelle.
Lors de leur transformation, les pièces en PC-ABS imposent des exigences relativement élevées en matière de contrôle du séchage du matériau, de la température de fusion et de la température du moule. Si le séchage est insuffisant, des stries argentées, des bulles et des défauts de surface sont susceptibles d'apparaître. La conception du produit doit éviter de placer les lignes de soudure sur les surfaces visibles et les zones soumises à de fortes contraintes, et doit garantir un remplissage uniforme de la matière fondue grâce à une conception judicieuse des points d'injection.
POM : un matériau fonctionnel offrant une résistance à l'usure et permettant de remplacer les métaux
Le polyoxyméthylène (POM) est un plastique technique semi-cristallin typique, caractérisé par une résistance mécanique élevée, une grande rigidité, un faible coefficient de frottement, une excellente résistance à l'usure et une bonne résistance à la fatigue. Sa résistance spécifique et sa rigidité spécifique sont proches de celles de certains matériaux métalliques ; il est donc souvent utilisé dans la fabrication de pièces automobiles résistantes à l'usure, de pièces coulissantes, de clips, de supports et de mécanismes de verrouillage.
Le POM est couramment utilisé pour la fabrication de poignées de porte, de supports de fixation de pare-chocs, de clips à haute résistance, de mécanismes de réglage de siège, de systèmes de lève-vitres et de composants de boucles de ceinture de sécurité. Le POM présente des avantages évidents pour les pièces soumises à des insertions et des retraits répétés, à des frottements de glissement ou à des contraintes prolongées.
Cependant, le POM présente un taux de retrait relativement élevé, ce qui rend le contrôle dimensionnel relativement difficile ; sa résistance aux hautes températures et ses propriétés ignifuges ont également certaines limites. Lors de la conception, il convient de prévoir une marge de retrait suffisante et d'accorder une attention particulière aux bases des clips, aux zones à parois minces et aux zones de concentration des contraintes. La température du moule, la pression de maintien, le système de refroidissement et la position de l'entrée de matière ont tous une incidence sur la stabilité dimensionnelle des pièces en POM.

PE : matériau de protection offrant une excellente résistance aux basses températures et une grande stabilité chimique
Le polyéthylène (PE) se caractérise par son absence de toxicité et d'odeur, sa faible absorption d'eau, sa bonne résistance aux basses températures, sa bonne stabilité chimique, son excellente isolation électrique et son faible coût de transformation. Le PE est couramment utilisé dans la fabrication de réservoirs de carburant pour automobiles, de gaines de protection pour faisceaux de câbles, de tapis de coffre, de tapis de sol pour voitures, de tuyaux d'eau de refroidissement et de revêtements d'ailes.
Les principaux avantages des pièces en PE sont leur résistance aux basses températures, leur résistance aux agents chimiques et leur bonne souplesse, ce qui les rend adaptées aux pièces de protection, aux conteneurs, aux canalisations et aux pièces soumises à de faibles charges. Cependant, la résistance à la chaleur et la résistance mécanique du PE sont relativement limitées ; il n'est donc pas adapté aux pièces structurelles soumises à des températures élevées, nécessitant une grande rigidité ou supportant des charges importantes. En cas d'exposition prolongée à la lumière, à la chaleur et à l'ozone, le PE peut également vieillir ; par conséquent, les applications du PE exposées doivent généralement tenir compte d'une modification antioxydante et anti-UV.
Lors de la conception des pièces moulées par injection, il convient d'éviter que celles-ci ne soient soumises à des charges structurelles importantes et de se concentrer sur le contrôle de l'uniformité de l'épaisseur des parois, des déformations dues au retrait et des performances de démoulage. Pour les réservoirs de carburant et les produits destinés aux canalisations, il faut également tenir compte de la résistance aux fluides, des propriétés de barrière et des performances de vieillissement environnemental à long terme.
ASA : matériau hautement résistant aux intempéries, adapté aux pièces de finition extérieures automobiles
L'ASA est un copolymère d'acrylonitrile-styrène-acrylate. Par rapport à l'ABS, l'ASA présente l'avantage majeur d'offrir une meilleure résistance aux intempéries. Il possède une résistance aux chocs, une résistance à la chaleur, une résistance chimique et un brillant de surface relativement bons, et convient particulièrement aux pièces de finition extérieures automobiles exposées pendant de longues périodes au soleil, à la pluie et aux variations de température.
L'ASA est souvent utilisé pour les boîtiers de rétroviseurs, les pièces décoratives extérieures, les habillages de montants, les éléments périphériques de calandre et les pièces esthétiques non peintes. Pour les pièces de finition extérieures qui doivent conserver leur stabilité chromatique et leur texture de surface à long terme, l'ASA s'avère généralement plus fiable que l'ABS classique.
Les principales limites de l'ASA résident dans son coût relativement élevé et dans le fait que ses performances en matière d'adhérence et de co-fusion avec certains matériaux peuvent ne pas être optimales. Lors de la mise en œuvre, il convient de veiller à l'uniformité de l'épaisseur des parois, de contrôler la température du moule et l'état de surface, et d'éviter les traces de coulée, les lignes de soudure et les différences de couleur sur les surfaces visibles. Pour les pièces en ASA non peintes, la qualité de la surface du moule et la stabilité du moulage détermineront directement l'aspect final.
PA6 : matériau à haute résistance et haute ténacité destiné aux pièces fonctionnelles automobiles
Le polyamide 6, abrégé en PA6, se caractérise par une résistance mécanique élevée, une bonne ténacité, une bonne résistance à l'usure, une excellente résistance à l'huile et des performances relativement bonnes à basse température. Une fois renforcé de fibres de verre, le PA6 voit sa rigidité, sa température de déformation thermique et sa stabilité dimensionnelle encore améliorées.
Le PA6 est souvent utilisé dans la fabrication de composants liés aux ceintures de sécurité, de connecteurs, d'engrenages, de supports structurels, de pièces périphériques de moteur, de clips et de pièces fonctionnelles résistantes à l'huile. Comparé au PP et à l'ABS, le PA6 est mieux adapté pour supporter des contraintes mécaniques plus élevées ou pour être utilisé dans des environnements d'exploitation complexes.
L'inconvénient du PA6 réside dans son taux d'absorption d'eau élevé. L'absorption d'humidité entraîne des variations dimensionnelles et affecte les propriétés mécaniques ainsi que les tolérances d'assemblage. Par conséquent, le PA6 doit être entièrement séché avant sa mise en œuvre, et les variations dimensionnelles consécutives à l'absorption d'humidité doivent également être prises en compte lors de la conception. Pour le PA6 renforcé de fibres de verre, il convient également de prêter attention à l'orientation des fibres de verre, à la déformation par gauchissement et aux bavures de fibres flottantes en surface.

Critères de sélection des plastiques destinés aux accessoires automobiles
Le choix des matériaux plastiques destinés à l'automobile ne peut se fonder uniquement sur un seul critère de performance, mais doit être évalué de manière globale en tenant compte de la fonction de la pièce, de l'environnement d'utilisation, du procédé de moulage, des exigences esthétiques et des objectifs de coût :
Pour les pièces de finition intérieures et extérieures de grande taille, économiques et légères, le PP est souvent le matériau de prédilection ;
Pour les pièces décoratives soumises à des exigences esthétiques élevées, ainsi que pour la galvanoplastie et la peinture, l'ABS présente des avantages plus importants ;
Pour les composants de milieu et haut de gamme présentant des exigences relativement élevées en matière de résistance à la chaleur, de robustesse, d'aspect et de stabilité dimensionnelle, le PC/ABS est plus adapté ;
Pour les pièces résistantes à l'usure, à faible coefficient de frottement et destinées à remplacer des pièces métalliques, le POM est un matériau couramment utilisé en ingénierie ;
Pour les pièces résistantes aux basses températures, aux produits chimiques et à usage protecteur, le PE présente un rapport coût-efficacité relativement élevé ;
Pour les éléments de finition extérieurs destinés à une utilisation à long terme en extérieur, l'ASA est plus stable que l'ABS classique ;
Pour les pièces fonctionnelles nécessitant une résistance élevée, une bonne résistance à l'usure et une bonne résistance à l'huile, le PA6, et en particulier les matériaux PA6 modifiés et renforcés, présente des avantages évidents en termes de résistance et de durabilité.
Options de traitement de surface pour les accessoires en plastique
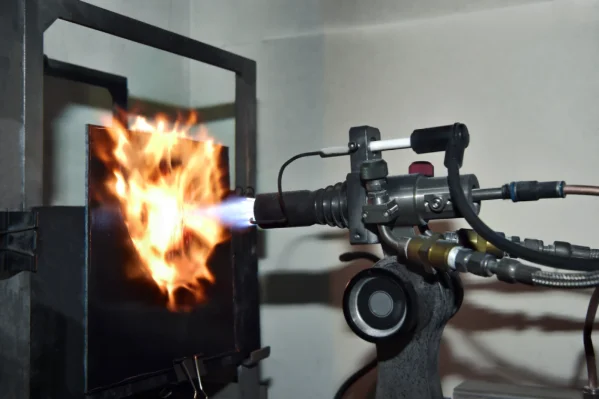
Une fois les accessoires en plastique pour l'automobile usinés, ils ne peuvent pas être directement montés et utilisés. Afin d'améliorer leur durabilité et leur résistance aux intempéries, un traitement de surface adapté est indispensable. Je vous présente ci-dessous quelques procédés de traitement que nous utilisons couramment :
Le traitement à la flamme s'applique principalement aux matériaux à faible énergie de surface, tels que le PP et le PE, et est souvent utilisé comme prétraitement avant la peinture des pare-chocs, des jupes latérales, des passages de roue et des panneaux de protection des garnitures extérieures. Il a pour fonction d'augmenter l'énergie de surface des plastiques, d'améliorer l'adhérence de la peinture et des adhésifs, et de rendre le film de peinture des pièces de garnitures extérieures automobiles plus stable.
Le traitement au plasma s'applique à de nombreux plastiques tels que le PP, le PE, le POM, le PA6 et le PC-ABS, et convient particulièrement aux zones de collage, de revêtement et de peinture. Il sert à nettoyer et à activer la surface du matériau, à améliorer l'adhérence des revêtements, des adhésifs et des mastics, et à renforcer la fiabilité de l'assemblage sur les pièces d'habillage intérieur automobile, les éléments décoratifs des panneaux de porte et les connecteurs fonctionnels.
Le traitement Corona est principalement utilisé pour les films et feuilles en PP et PE, les supports d'étiquettes et les matériaux de revêtement souples. Il a pour fonction d'augmenter la tension superficielle du matériau par une décharge à haute tension, ce qui facilite l'adhérence des encres, des revêtements et des couches adhésives. Il est souvent utilisé pour les films de protection automobiles, les films décoratifs, les films de marquage et les matériaux de revêtement intérieur.
Le traitement d'apprêt est adapté aux plastiques difficiles à coller, tels que le PP, le PE et le POM, et peut également être utilisé pour améliorer l'adhérence avant la peinture ou le collage de l'ABS, du PC/ABS et du PA6. Sa fonction est de former une couche de transition entre le substrat en plastique et le revêtement, d'améliorer la résistance à la chaleur humide, à l'eau bouillante et aux cycles de chaud-froid, et il est souvent utilisé pour la peinture de pare-chocs, le revêtement intérieur et le collage de panneaux de garniture en plastique.
Ce traitement de peinture est applicable à l'ABS, au PC/ABS, à l'ASA et au PA6, ainsi qu'au PP et au PE après activation de la surface. Il a pour fonction d'améliorer l'uniformité de la couleur, la brillance de la surface, la résistance aux rayures et la résistance chimique. Il est souvent utilisé pour les panneaux décoratifs de la console centrale, les panneaux de commande de la climatisation, les panneaux de ventilation, les pare-chocs et les boîtiers de rétroviseurs, et peut améliorer considérablement l'aspect visuel des garnitures intérieures et extérieures des véhicules.
Le traitement par galvanoplastie s'applique principalement à l'ABS et au PC/ABS de qualité galvanoplastie. Il permet de conférer aux pièces en plastique un éclat métallique et une plus grande dureté de surface. Il est souvent utilisé pour les calandres automobiles, les bandes décoratives brillantes, les garnitures de poignées de porte, les languettes de bouches d'aération, les boutons de commande centraux et les logos de véhicules, permettant d'obtenir un effet d'aspect métallisé pour les pièces en plastique légères.
Le revêtement sous vide s'applique à l'ABS, au PC/ABS, au PC, à certains types d'ASA et aux pièces en plastique ayant été traitées avec un apprêt. Il permet d'obtenir des effets décoratifs métalliques tels que l'argent brillant, le chrome noir et le bronze, tout en conservant l'avantage de la légèreté des pièces en plastique. Il est souvent utilisé pour les baguettes de commande centrale, les anneaux de garniture des bouches d'aération, les boutons, les molettes et les éléments décoratifs du tableau de bord.
La sérigraphie, la tampographie et l'impression par transfert thermique sont applicables à l'ABS, au PC/ABS, au PA6 et à l'ASA, ainsi qu'au PP et au PE ayant subi un traitement d'activation de surface. Leur fonction est de former du texte, des symboles et des motifs décoratifs à la surface des pièces en plastique. Elles sont souvent utilisées pour les panneaux de climatisation, les boutons de commande, les boutons de commande centrale, les molettes fonctionnelles et les étiquettes des boîtes de rangement, améliorant ainsi l'identifiabilité fonctionnelle et la qualité des détails des pièces d'intérieur automobile.
La gravure et le marquage au laser s'appliquent à des matériaux tels que l'ABS, le PC/ABS, le PA6, le POM et l'ASA. Ils permettent de créer des caractères, des motifs, des codes QR ou des identifiants de lot résistants à l'usure, clairs et permanents. Ils sont souvent utilisés pour les boutons rétroéclairés, les commutateurs de vitres, les boutons de volant, les clips, les engrenages, les supports et les pièces liées à la sécurité, et peuvent améliorer la visibilité nocturne et la traçabilité de la qualité.
La reproduction du grain du cuir et la gravure de surface sont applicables aux pièces moulées par injection en PP, ABS, PC/ABS, ASA, PA6 et d'autres matériaux. Ils permettent d'obtenir directement, lors du moulage, des effets de grain de cuir, de grain de sable, de grain mat ou de grain de cuir simulé. Souvent utilisés pour les tableaux de bord, les garnitures de portes, les garnitures de montants, les garnitures de sièges, les boîtes de rangement et les panneaux de protection des garnitures extérieures, ils atténuent l'aspect plastique, réduisent les reflets et masquent les légères rayures.
Le revêtement « soft-touch » s'applique principalement à l'ABS, au PC/ABS, à certains PA6 et au PP prétraité. Il sert à améliorer le toucher des pièces en plastique, à rehausser le confort intérieur et à conférer une impression de qualité supérieure. Il est souvent utilisé pour les panneaux de commande centraux, les accoudoirs des panneaux de porte, les couvercles de compartiments de rangement et certaines zones des tableaux de bord, rendant ainsi les zones de contact avec les passagers plus douces et plus texturées.
Les vernis transparents résistants aux intempéries et les revêtements anti-UV peuvent être appliqués sur les pièces de finition extérieures en ASA, ABS, PC/ABS et PP, ainsi que sur certaines pièces en PE exposées. Ils ont pour fonction d'améliorer la résistance au vieillissement dû aux rayons ultraviolets, la résistance aux rayures et la tenue des couleurs. Ils sont souvent utilisés pour les boîtiers de rétroviseurs, les bandes décoratives extérieures, les panneaux de garniture de montants, les pièces périphériques de calandre et les ailerons, permettant ainsi aux pièces de garniture extérieure automobile de conserver leur brillance et la stabilité de leur couleur à long terme.
Le traitement de fluoration s'applique principalement au polyéthylène (PE), en particulier aux réservoirs de carburant et aux conduites de carburant en polyéthylène haute densité (PEHD) destinés à l'automobile. Il a pour fonction de réduire la perméabilité au carburant et aux milieux organiques, d'améliorer les propriétés de barrière et la résistance aux milieux chimiques, ainsi que de limiter l'évaporation du carburant dans les systèmes d'alimentation en carburant des véhicules, ce qui permet d'améliorer les performances environnementales et la sécurité à long terme.
Les modifications autolubrifiantes et les revêtements résistants à l'usure s'appliquent principalement au POM, au PA6 et à certaines pièces fonctionnelles en PC/ABS. Leur fonction est de réduire le coefficient de frottement, de limiter l'usure et les bruits anormaux ; ils sont souvent utilisés pour les mécanismes de réglage des sièges, les systèmes de lève-vitres, les mécanismes de verrouillage des portes, les clips, les engrenages, les glissières et les composants des boucles de ceinture de sécurité, améliorant ainsi la fluidité et la durée de vie des mécanismes mobiles.
Dans l'ensemble, le traitement de surface du PP et du PE vise principalement à améliorer l'adhérence ;
Pour l'ABS et le PC/ABS, l'accent est mis sur l'aspect décoratif ;
Pour le POM et le PA6, l'accent est mis sur la résistance à l'usure, la résistance aux marques et la fiabilité fonctionnelle ;
L'ASA met l'accent sur la résistance aux intempéries, l'aspect brut (sans peinture) et la stabilité des couleurs à long terme. Les procédés de traitement de surface ne permettent d'améliorer véritablement la qualité esthétique et la fiabilité de montage des accessoires en plastique que s'ils sont adaptés aux caractéristiques du matériau et aux exigences d'utilisation de ces accessoires.
Procédés de traitement courants et matériaux compatibles
Le choix des procédés de transformation pour les accessoires automobiles en plastique doit être évalué de manière globale en tenant compte des caractéristiques du matériau, de la structure de la pièce, des exigences esthétiques et du volume de production. Vous trouverez ci-dessous la liste des procédés de transformation applicables à nos plastiques techniques.
Le moulage par injection est le procédé de fabrication le plus couramment utilisé pour les accessoires automobiles en plastique ; il s'applique au PP, à l'ABS, PC-ABS, POM, PE, ASA et PA6. Parmi ceux-ci, le PP convient aux pièces de garniture intérieures et extérieures de grande taille telles que les pare-chocs, les panneaux de garniture de porte et les tableaux de bord ; l'ABS et le PC-ABS conviennent aux panneaux de commande centraux, aux bouches d'aération, aux pièces décoratives et aux pièces galvanisées ; le POM convient aux pièces fonctionnelles résistantes à l'usure telles que les clips, les engrenages et les glissières ; l'ASA convient aux boîtiers de rétroviseurs et aux pièces de garniture extérieures ; le PA6 convient aux supports structurels, aux connecteurs et aux pièces fonctionnelles résistantes à l'huile. Les avantages du moulage par injection sont une grande efficacité de production et une bonne répétabilité dimensionnelle, ce qui le rend adapté à la fabrication en série de pièces plastiques automobiles.
Usinage CNC Ce procédé s'applique principalement à l'ABS, au PC/ABS, au POM et au PA6, et peut également être utilisé pour l'usinage de prototypes en PP et en PE. Ce procédé est souvent utilisé pour la vérification de prototypes, la production d'essai en petites séries, les tests d'assemblage et la fabrication d'échantillons fonctionnels de pièces plastiques automobiles. L'ABS et le PC/ABS conviennent à la fabrication d'échantillons esthétiques et de panneaux intérieurs, tandis que le POM et le PA6 conviennent à la fabrication de pièces de vérification fonctionnelle telles que des clips, des engrenages, des supports et des glissières. Les avantages de l'usinage CNC sont qu'aucun moule formel n'est nécessaire, que le cycle de développement est court et que la précision dimensionnelle est élevée, ce qui le rend adapté à l'évaluation rapide de l'assemblage avant la production en série d'accessoires automobiles.

Fabrication rapide d'outils moulage par injection Ce procédé s'applique au PP, à l'ABS, au PC/ABS, au POM, à l'ASA et au PA6, et est principalement utilisé pour la production d'essai en petites séries et la vérification préalable à la production en série d'accessoires automobiles en plastique. Par rapport à l'usinage CNC, le moulage par injection à outillage rapide permet d'obtenir un résultat plus proche du matériau de production en série final et de l'état de moulage final ; il est donc plus adapté à la vérification du taux de retrait, du gauchissement, des lignes de soudure, de la qualité de surface et de la précision d'assemblage. Ce procédé est souvent utilisé pour la vérification de pare-chocs en petites séries, la production d'essai de pièces décoratives intérieures, les tests de fonctionnalité des clips et la correspondance des couleurs des garnitures extérieures.
Le moulage par extrusion s'applique principalement au PE, au PP, au PA6 et à l'ASA, et peut également être utilisé pour certains profilés ou feuilles en ABS. Le PE est souvent utilisé pour les gaines de protection de faisceaux de câbles, les tuyaux, les pièces de protection d'étanchéité et les conduites d'eau de refroidissement ; le PP peut être utilisé pour les feuilles, les panneaux de protection et certains matériaux de substrat pour l'intérieur ; le PA6 peut être utilisé pour les tuyaux résistants à l'usure et les profilés fonctionnels ; l'ASA est souvent utilisé comme couche externe coextrudée résistante aux intempéries afin d'améliorer la résistance aux ultraviolets et la stabilité des couleurs à la surface des pièces de finition extérieures. Le moulage par extrusion convient aux produits à section transversale continue et présente les avantages d'une grande efficacité de production, d'un taux d'utilisation élevé des matériaux et d'une aptitude à la fabrication de pièces automobiles en bandes longues.
Le moulage par soufflage s'applique principalement au PE, en particulier au PEHD, et peut également être utilisé pour certains produits creux en PP. Ce procédé est souvent utilisé pour les réservoirs de carburant automobiles, les conduits d'air, les réservoirs, les conduits de ventilation et certaines pièces de protection creuses. Grâce au moulage par soufflage, le PE permet de fabriquer des pièces automobiles creuses, légères et résistantes aux produits chimiques. Il est particulièrement adapté aux composants devant répondre à des exigences de résistance aux basses températures, aux carburants et aux chocs. L'avantage du moulage par soufflage est qu'il permet de fabriquer des structures creuses complexes et de réduire le poids des pièces.
Le thermoformage et le formage sous vide s'appliquent principalement aux plaques en ABS, PP, PE, ASA et à certaines plaques en PC/ABS. L'ABS convient à la fabrication de pièces de revêtement intérieur et de panneaux décoratifs soumis à des exigences esthétiques élevées ; le PP et le PE conviennent aux tapis de coffre, aux tapis de sol, aux revêtements d'ailes et aux panneaux de protection ; l'ASA convient aux pièces de revêtement extérieur résistantes aux intempéries ; le PC/ABS peut être utilisé pour certaines pièces intérieures en feuille à haute résistance. Ce procédé est adapté aux pièces automobiles en plastique de grande surface, à parois minces et de type coque ; il présente un faible coût de moulage et convient à la fabrication de pièces de revêtement en petites et moyennes séries ou de grande taille.
Le moulage par rotation s'applique principalement au polyéthylène (PE) et convient particulièrement à la fabrication de grandes pièces creuses, peu soumises à des contraintes et résistantes aux produits chimiques, destinées à la fabrication de conteneurs. Dans le secteur automobile, il peut être utilisé pour la fabrication de conteneurs spéciaux de stockage de liquides, de boîtiers de protection et de grandes caisses en plastique destinés aux véhicules à faible vitesse ou aux véhicules à usage spécifique. Le moulage par rotation impose de faibles exigences en matière de pression de moulage et convient à la fabrication de grandes pièces creuses présentant une épaisseur de paroi relativement uniforme, mais sa précision dimensionnelle et son rendement de production sont généralement moins bons que ceux du moulage par injection et du moulage par soufflage.
Le moulage par compression s'applique principalement au PP renforcé, aux matériaux composites en PA6 et à certains composés de moulage en feuille ; il est utilisé pour la fabrication de panneaux de protection automobiles, de protections de soubassement, de pièces de protection pour batteries et de pièces de revêtement structurel. Ce procédé convient à la fabrication de composants automobiles en plastique ou en matériaux composites présentant une grande surface, des exigences de résistance élevées et une épaisseur relativement uniforme. Son avantage réside dans le fait que l'orientation du matériau et les contraintes internes sont relativement contrôlables, ce qui le rend adapté à certaines pièces structurelles légères et à certaines pièces de protection.
Le soudage n'est pas un procédé de moulage à part entière, mais il est très courant dans l'assemblage d'accessoires automobiles en plastique et s'applique au PP, au PE, à l'ABS, au PC/ABS, au PA6 et à certains types d'ASA. Les méthodes courantes comprennent le soudage par ultrasons, le soudage par plaque chauffante, le soudage par friction-vibration et le soudage au laser. Le PP et le PE sont souvent utilisés pour l'assemblage de conduites, de conteneurs et de panneaux de protection ; l'ABS et le PC/ABS sont souvent utilisés pour les pièces intérieures, les pièces périphériques des lampes et l'assemblage de boîtiers ; le PA6 peut être utilisé pour les boîtiers fonctionnels et les connecteurs structurels. Le soudage a pour fonction d'assurer des assemblages fiables entre les pièces en plastique et de réduire l'utilisation de vis, de colle et de fixations métalliques.
L'impression 3D s'applique principalement à l'ABS, à l'ASA, au PA6 et à certains matériaux de type PC/ABS ; elle est le plus souvent utilisée pour la validation précoce de la conception, l'examen de l'aspect, la simulation d'assemblage et les essais fonctionnels d'accessoires automobiles en plastique. L'ASA convient aux échantillons nécessitant une certaine résistance aux intempéries, l'ABS convient aux échantillons d'aspect intérieur et le PA6 convient à certaines pièces destinées à la vérification de la résistance fonctionnelle. L'impression 3D ne convient pas comme méthode de fabrication principale pour les pièces plastiques automobiles produites en série, mais au stade de la R&D, elle permet de vérifier rapidement les schémas structurels et de raccourcir le cycle de développement.
Étapes de la fabrication de prototypes d'accessoires automobiles en plastique sur mesure
Le processus de fabrication de prototypes d'accessoires automobiles en plastique sur mesure se déroule généralement comme suit : il faut d'abord définir clairement la position de montage, la fonction, les dimensions, les tolérances, l'aspect et les exigences de performance de l'accessoire ; ensuite, il faut établir le modèle à l'aide de dessins, d'une modélisation 3D ou d'une numérisation 3D, puis sélectionner les matériaux plastiques appropriés, tels que l'ABS, le POM, etc. ; ensuite, on choisit l'usinage CNC, l'impression 3D et d'autres procédés en fonction des exigences pour réaliser des échantillons ; une fois cette étape terminée, on procède à des traitements de surface tels que le ponçage, la peinture, le polissage et la sérigraphie, puis on effectue un contrôle dimensionnel, une vérification de l'assemblage et des tests fonctionnels ; enfin, on modifie le matériau ou la conception en fonction des résultats des tests, et on optimise progressivement le processus pour passer à la production en petites séries ou à la production de masse.
Conclusion
Le développement de pièces automobiles en plastique repose essentiellement sur un équilibre entre les performances des matériaux, les procédés de fabrication, la qualité de surface, la fiabilité de l'assemblage et la maîtrise des coûts. Le PP convient aux applications allégées et très économiques, l'ABS aux pièces à forte valeur esthétique, le PC/ABS aux composants de milieu et haut de gamme présentant des exigences de performances globales relativement élevées, le POM convient aux pièces résistantes à l'usure et de remplacement des pièces métalliques, le PE convient aux pièces de protection résistantes aux basses températures et aux produits chimiques, l'ASA convient aux pièces de finition extérieures à haute résistance aux intempéries, et le PA6 convient aux pièces fonctionnelles à haute résistance mécanique, haute ténacité et résistantes à l'huile.
Si vous avez des doutes concernant le traitement des composants plastiques automobiles ou si vous souhaitez en savoir plus sur les comparatifs de prix tout-en-un, vous pouvez contact nos ingénieurs professionnels chez Usinage Weldo.








