L'alluminio 6061-T6 offre una buona resistenza alla trazione, al snervamento, al taglio, alla fatica e una buona durezza. È comunemente utilizzato per staffe, connettori, piastre di montaggio e componenti strutturali leggeri lavorati con macchine CNC. Queste proprietà non solo determinano la capacità di carico di un componente, ma influenzano anche le forze di taglio, il carico sull’utensile, la stabilità del serraggio e la precisione dimensionale finale.
La resistenza complessiva del 6061-T6 è superiore a quella dell’alluminio puro e di molte leghe di alluminio a bassa resistenza, ma inferiore a quella delle tipiche leghe di alluminio ad alta resistenza e della maggior parte degli acciai strutturali. Il suo principale vantaggio non sta nel presentare il valore più elevato in una singola categoria di resistenza, ma nel raggiungere un equilibrio pratico tra resistenza, peso e lavorabilità.
Dati sulla resistenza dell'alluminio 6061-T6
I valori riportati di seguito rappresentano le proprietà tipiche dell'alluminio 6061-T6. I risultati effettivi possono variare a seconda dello spessore del materiale, della forma del prodotto, della direzione di campionamento e della norma di prova. Ai fini della produzione, il certificato di conformità del fornitore deve essere considerato come riferimento definitivo.
| Proprietà di resistenza | Valore tipico |
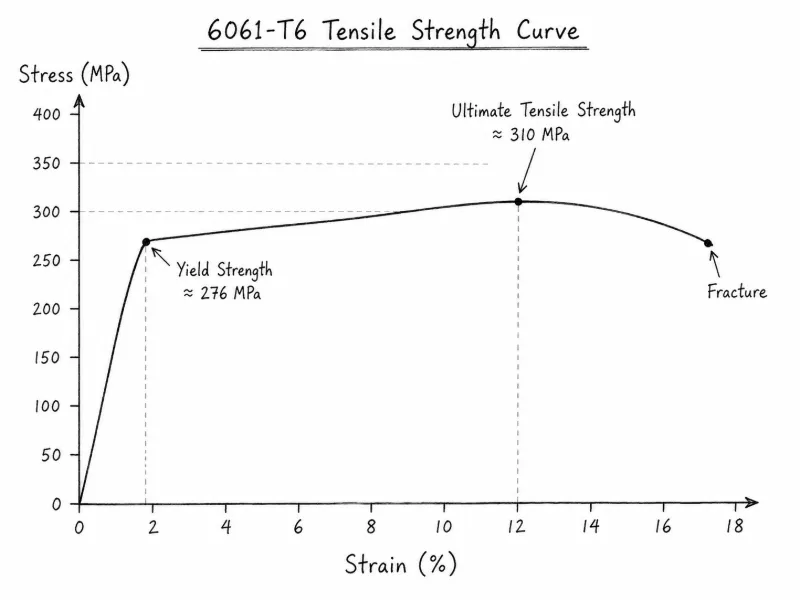
| Resistenza alla trazione massima | Circa 290–310 MPa |
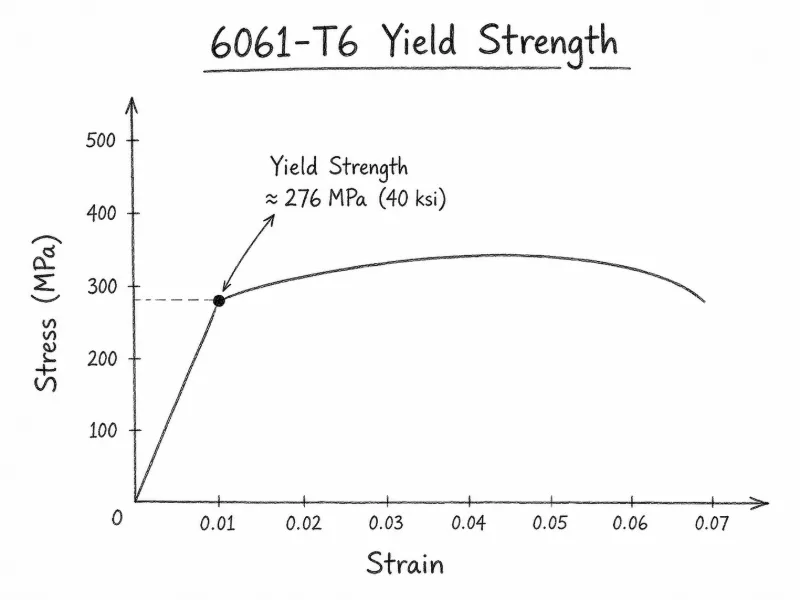
| Resistenza allo snervamento | Circa 240–276 MPa |
| Resistenza al taglio | Circa 190–210 MPa |
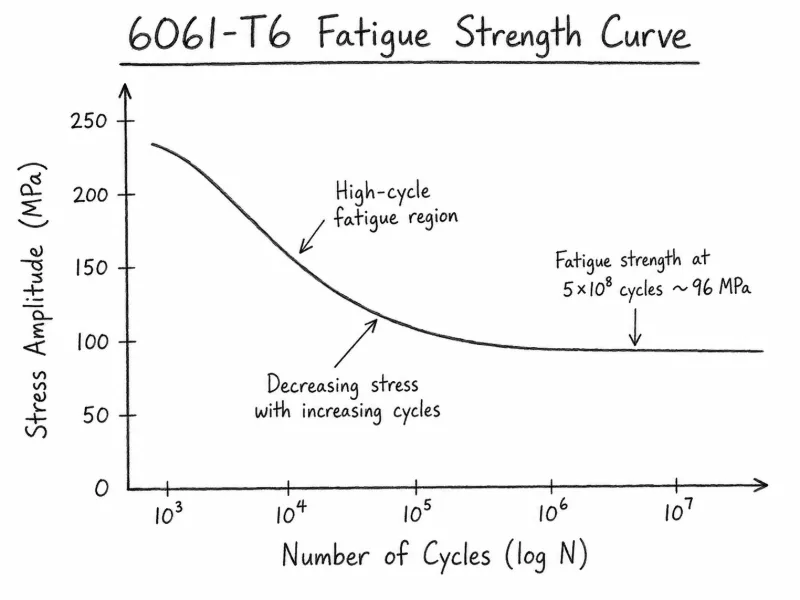
| Resistenza alla fatica | Circa 95–100 MPa |
| Durezza Brinell | Circa 95 HBW |
Il MPa è l'unità di misura della sollecitazione riconosciuta a livello internazionale, e 1 MPa equivale a 1 N/mm². Nei calcoli, il carico viene solitamente espresso in newton (N) o chilonewton (kN), mentre l'area della sezione trasversale è espressa in millimetri quadrati (mm²). HBW è la sigla standard per la durezza Brinell e non è un'unità di misura della sollecitazione.
Resistenza alla trazione e lavorazione CNC
La resistenza alla trazione massima tipica dell'alluminio 6061-T6 è di circa 290–310 MPa. La resistenza alla trazione rappresenta la sollecitazione massima che il materiale è in grado di sopportare prima di rompersi sotto trazione e viene solitamente misurata mediante una prova di trazione standard. Durante la prova, un provino standardizzato viene sottoposto a trazione in una macchina di prova universale fino alla rottura, mentre viene registrato il carico massimo applicato.
Il calcolo è il seguente:
Resistenza alla trazione massima (MPa) = Carico di trazione massimo (N) ÷ Area della sezione trasversale iniziale (mm²)
Ad esempio, se un provino con un'area della sezione trasversale iniziale di 50 mm² raggiunge un carico di trazione massimo di 15.000 N, la sua resistenza alla trazione è pari a 300 MPa.
Questa resistenza deriva principalmente dai precipitati di rinforzo fini formati da magnesio e silicio. Queste particelle sono distribuite in tutta la matrice di alluminio e limitano il movimento delle dislocazioni, rendendo più difficile la deformazione plastica continua. Anche una piccola quantità di rame può contribuire alle prestazioni di indurimento per invecchiamento.
Con una resistenza alla trazione compresa tra 290 e 310 MPa, l’alluminio 6061-T6 è adatto per staffe di attrezzature, connettori meccanici, componenti di telai e piastre di montaggio sottoposti a carichi moderati. Nella lavorazione CNC, la resistenza alla trazione riflette la resistenza complessiva del materiale alla rottura per trazione, ma non può essere utilizzata da sola per prevedere la forza di taglio. Il carico effettivo di lavorazione è influenzato anche dalla resistenza al taglio, dalla durezza, dalla geometria dell’utensile e dai parametri di taglio.
Limite di snervamento e deformazione da lavorazione
Il limite di snervamento tipico dell'alluminio 6061-T6 è di circa 240–276 MPa. Rappresenta la sollecitazione alla quale il materiale inizia a subire una deformazione plastica permanente. Poiché il 6061-T6 solitamente non presenta un plateau di snervamento chiaramente definito, gli ingegneri ricorrono comunemente al metodo di offset 0,2% e determinano il valore dalla curva sollecitazione-deformazione ottenuta durante una prova di trazione.
La relazione di base è la seguente:
Sforzo di snervamento (MPa) = Carico di snervamento (N) ÷ Area della sezione trasversale iniziale (mm²)
Ad esempio, se un provino con un'area della sezione trasversale di 50 mm² raggiunge una deformazione permanente di 0,2% sotto un carico di 13.000 N, il limite di snervamento corrispondente è pari a circa 260 MPa.
Anche il limite di snervamento deriva principalmente dai precipitati di invecchiamento formati da magnesio e silicio. Queste particelle fini limitano lo scorrimento delle dislocazioni, per cui il materiale deve sopportare una sollecitazione maggiore prima che inizi la deformazione permanente. Un invecchiamento artificiale insufficiente o un eccessivo ingrossamento dei precipitati possono ridurre il limite di snervamento.
Il limite di snervamento relativamente elevato consente ai componenti in 6061-T6 di resistere alle deformazioni permanenti causate dalle forze di serraggio e di taglio. Ciò rende il materiale adatto per basi di fissaggio, piastre di collegamento e componenti strutturali sottoposti a carichi di assemblaggio. Tuttavia, i componenti a pareti sottili, allungati o privi di supporto in alcuni punti possono comunque presentare ammaccature, deformazioni o errori dimensionali se la pressione di serraggio risulta eccessivamente concentrata.
Resistenza al taglio e forza di taglio
La resistenza al taglio tipica dell'alluminio 6061-T6 è di circa 190–210 MPa. La resistenza al taglio descrive la capacità del materiale di resistere al cedimento in presenza di forze parallele che agiscono in direzioni opposte. Di solito viene misurata utilizzando un test di taglio singolo o prova a doppio taglio.
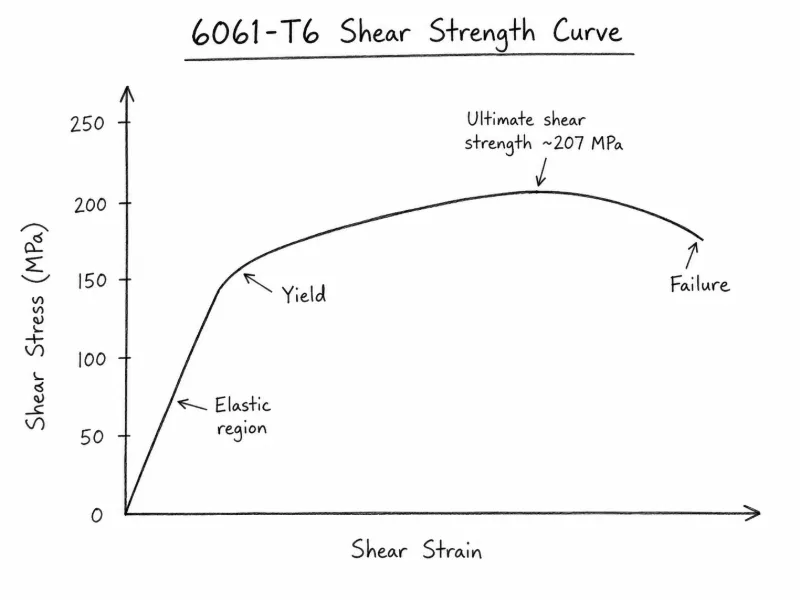
Il calcolo è il seguente:
Resistenza al taglio (MPa) = Carico di taglio massimo (N) ÷ Area effettiva di taglio (mm²)
Ad esempio, se l'area di taglio effettiva è pari a 40 mm² e il carico di taglio massimo è di 8.000 N, la resistenza al taglio è pari a 200 MPa. In una prova a doppio taglio sono presenti due piani di taglio, pertanto nel calcolo devono essere incluse le aree di entrambi i piani.
La resistenza al taglio è influenzata dalla matrice di alluminio, dai precipitati di rinforzo Mg₂Si, da piccole quantità di rame e dalla struttura granulare. I precipitati fini e uniformemente distribuiti migliorano la resistenza alla deformazione per taglio, mentre le particelle grossolane della fase secondaria possono diventare punti locali di inizio delle cricche.
Il taglio CNC consiste essenzialmente nella rimozione di materiale attraverso la deformazione per taglio e la separazione del materiale davanti al tagliente. La resistenza al taglio presenta quindi una relazione relativamente diretta con la forza di taglio, la formazione dei trucioli e il carico sul mandrino. Durante la lavorazione di scanalature strette, bordi di fori o sezioni sottili, un utensile smussato o una velocità di avanzamento eccessiva possono aumentare la formazione di bave, lo strappo dei bordi e la deformazione locale.
Durezza Brinell e carico dell'utensile
La durezza Brinell tipica dell'alluminio 6061-T6 è di circa 95 HBW, che è considerato un livello medio-alto tra le leghe di alluminio di uso comune. La sigla HBW indica che il valore di durezza è stato misurato utilizzando un penetratore a sfera in carburo di tungsteno. Non si tratta di un'unità di misura della sollecitazione come il MPa o il N/mm².
Durante la prova, una sfera in carburo di tungsteno viene premuta sulla superficie del materiale con una forza specificata. Una volta rimossa la forza, viene misurato il diametro medio dell’impronta e la durezza viene calcolata utilizzando la forza di prova, il diametro della sfera e le dimensioni dell’impronta. La forza di prova è espressa in newton (N), i diametri della sfera e dell’impronta in millimetri (mm) e il tempo di permanenza in secondi (s).
Un risultato completo può essere espresso come segue:
95 HBW 10/500/30
Dove:
Il numero 10 indica un diametro del penetratore sferico pari a 10 mm
500 indica il livello della forza di prova
30 indica un tempo di permanenza di 30 s
La durezza dell’alloy 6061-T6 deriva principalmente dai precipitati fini formati da magnesio e silicio. Una piccola quantità di rame può potenziare la risposta all’invecchiamento, mentre il cromo contribuisce a controllare la struttura granulare e la ricristallizzazione. Il ferro non è un elemento di rinforzo primario e la presenza eccessiva di fasi grossolane di ferro-silicio può ridurre la duttilità e l’uniformità superficiale dopo la lavorazione meccanica.
Una durezza di circa 95 HBW conferisce al 6061-T6 una discreta resistenza all’impronta e contribuisce a mantenere puliti i bordi dei fori, le filettature e i profili lavorati. Nella lavorazione CNC, la durezza influisce sull’inserimento dell’utensile e sull’usura del tagliente. Man mano che l’utensile si smussa, il processo può passare da un taglio netto a uno sfregamento e a una compressione, aumentando la formazione di bordi di accumulo, bave, strappi superficiali e variazioni dimensionali.
Resistenza alla fatica e qualità della superficie
La resistenza alla fatica tipica dell'alluminio 6061-T6 è di circa 95–100 MPa, ma questo valore deve sempre essere considerato insieme al numero specificato di cicli di carico. Le leghe di alluminio, in genere, non presentano un limite di fatica permanente chiaramente definito, pertanto la resistenza alla fatica non dovrebbe essere utilizzata senza fare riferimento al numero di cicli.
Le prestazioni a fatica vengono solitamente misurate mediante prove di carico ciclico a torsione-flessione o assiale. I provini vengono sottoposti ripetutamente a carichi a diversi livelli di sollecitazione; viene registrato il numero di cicli fino alla rottura e viene tracciata una curva S-N. In questa curva, S rappresenta la sollecitazione ciclica in MPa, mentre N rappresenta il numero di cicli prima della rottura.
Lo sforzo ciclico può comunque essere calcolato in base al carico e all'area della sezione trasversale:
Sollecitazione ciclica (MPa) = Carico ciclico (N) ÷ Area effettiva della sezione trasversale (mm²)
Le prestazioni a fatica sono influenzate non solo dai precipitati di rinforzo a base di magnesio-silicio, ma anche dalla dimensione dei grani, dalle particelle grossolane della fase secondaria, dalle inclusioni e dai difetti superficiali. I precipitati fini e uniformemente distribuiti contribuiscono a rafforzare la matrice, mentre le particelle grossolane e le inclusioni possono diventare punti di inizio delle cricche da fatica.
Nel caso di componenti lavorati con macchine CNC sottoposti a vibrazioni, movimenti alternativi o carichi alternati, segni profondi lasciati dagli utensili, bave sui bordi dei fori, graffi e spigoli vivi possono causare concentrazioni di sollecitazioni. Pertanto, i componenti in 6061-T6 utilizzati nei connettori robotici, nelle staffe antivibrazioni e nelle strutture di montaggio sottoposte a carichi ripetuti richiedono un attento controllo dell’avanzamento di finitura, dell’eccentricità dell’utensile, dello smussamento e della qualità della sbavatura.
In che modo la resistenza influisce sul taglio CNC
Le diverse proprietà meccaniche dell'alluminio 6061-T6 influiscono su Lavorazione CNC in modi diversi. La resistenza alla trazione riflette la capacità portante complessiva, il limite di snervamento è correlato alla deformazione permanente, la resistenza al taglio influenza la forza necessaria per separare il materiale, mentre la durezza incide sull’aggancio dell’utensile, sull’attrito e sull’usura del tagliente.
Rispetto all’alluminio puro, il 6061-T6 presenta una maggiore resistenza al taglio, che tuttavia rimane significativamente inferiore a quella dell’acciaio. È quindi particolarmente adatto alla fresatura e alla tornitura CNC ad alta velocità. I componenti strutturali standard mantengono solitamente profili stabili, mentre le pareti sottili, le cavità profonde e gli sbalzi lunghi possono comunque subire spostamenti, ritorno elastico o vibrazioni a causa della limitata rigidità locale.
Questi valori di resistenza non possono essere convertiti direttamente in velocità fisse del mandrino o in velocità di avanzamento. La forza di taglio effettiva è influenzata anche dal diametro dell'utensile, dal numero di scanalature, dall'angolo di spoglia, dallo sbalzo dell'utensile, dalla profondità di taglio assiale e dalla larghezza di taglio radiale.

Parametri di fresatura CNC per l'alluminio 6061-T6
Quando si utilizza una fresa a candela in carburo monoblocco a 2 o 3 taglienti, progettata per l'alluminio, è possibile utilizzare i seguenti parametri generali di avvio:
| Parametri di lavorazione | Sgrossatura | Finitura |
| Velocità di taglio | 250–600 m/min | 300–800 m/min |
| Avanzamento per dente | 0,03–0,12 mm/dente | 0,01–0,06 mm/dente |
| Profondità di taglio assiale | 0,3–1,0 × diametro dell'utensile | 0,1–0,5 mm |
| Larghezza radiale di taglio | 10%–40% × diametro dell'utensile | 2%–10% × diametro dell'utensile |
Velocità di avanzamento più elevate e profondità di taglio maggiori possono migliorare la velocità di asportazione del materiale, ma aumentano anche la forza di taglio e il carico sull'utensile. Nella lavorazione di pezzi con pareti sottili, cavità profonde o che richiedono un'elevata precisione, ridurre l'impegno radiale e il carico di taglio per passata può contribuire a limitare lo spostamento del pezzo e la deflessione dell'utensile.
Questi valori devono essere utilizzati solo come riferimenti iniziali. Le impostazioni definitive devono essere regolate in base al diametro dell'utensile, al numero di scanalature, alla rigidità della macchina, allo sbalzo dell'utensile e alle condizioni di serraggio.
Scelta degli utensili e lubrificazione
Gli utensili in carburo a 2 o 3 scanalature, progettati per l'alluminio, sono generalmente adatti alla lavorazione dell'alluminio 6061-T6. Le ampie scanalature di scarico e i taglienti affilati contribuiscono a ridurre la forza di taglio, l'accumulo di materiale sui taglienti e la formazione di bave.
La lubrificazione a quantità minima (MQL) è in grado di ridurre l'attrito tra l'utensile e il pezzo, contribuendo al contempo a controllare l'usura dell'utensile e la rugosità superficiale. Gli esperimenti condotti in merito indicano che la velocità di avanzamento e la profondità di taglio hanno un'influenza significativa sulla qualità della superficie lavorata dell'alluminio 6061-T6, mentre anche la velocità del mandrino e la portata del lubrificante devono essere regolate di conseguenza.
In determinate circostanze MQL Nelle condizioni di prova, gli utensili in carburo con rivestimento a doppio strato di TiAlN+TiN hanno prodotto risultati soddisfacenti in termini di rugosità superficiale. Nella produzione effettiva, tuttavia, la scelta dell’utensile dovrebbe comunque basarsi sulla geometria dell’utensile, sulle condizioni della macchina e sui parametri di taglio selezionati.
Controllo delle deformazioni da lavorazione
Il 6061-T6 presenta un limite di snervamento relativamente elevato, ma i pezzi a pareti sottili e i componenti che richiedono un'elevata asportazione di materiale possono comunque deformarsi a causa delle forze di taglio, della pressione di serraggio e delle variazioni nell'equilibrio delle sollecitazioni interne.
Tra i metodi di controllo più comuni figurano:
Applicare una pressione di serraggio uniforme e moderata
Rinforzo delle aree a pareti sottili e non sostenute
Rimozione simmetrica del materiale
Separare la sgrossatura e la finitura in fasi distinte
Lasciare un margine di finitura uniforme
Lavorare per ultime le dimensioni critiche
Lo scopo principale di queste misure è quello di ridurre i carichi di taglio concentrati e limitare il ritorno elastico e le variazioni dimensionali dopo la lavorazione.
Come Weldo lavora i componenti in 6061-T6
Lavorazione Weldo determina gli utensili, il metodo di serraggio e la sequenza di lavorazione in base allo spessore delle pareti, al volume di asportazione di materiale, alle tolleranze critiche e ai requisiti di carico di ciascun componente in 6061-T6.
Per i pezzi con pareti sottili, cavità profonde e elevata planarità, si ricorre comunemente alla rimozione graduale del materiale e alla finitura a basso carico per ridurre l'influenza della forza di taglio sulle dimensioni e sulla qualità superficiale. Dopo la lavorazione, è possibile verificare la conformità delle dimensioni critiche, delle posizioni dei fori e della rugosità superficiale rispetto ai requisiti del disegno.
Conclusione
La resistenza alla trazione, il limite di snervamento, la resistenza al taglio, la resistenza alla fatica e la durezza dell'alluminio 6061-T6 gli consentono di soddisfare i requisiti di carico di numerosi componenti strutturali leggeri, pur mantenendo una buona lavorabilità con macchine a controllo numerico (CNC).
Nella lavorazione pratica, la resistenza al taglio e la durezza influenzano principalmente la forza di taglio e il carico sull’utensile, mentre il limite di snervamento è correlato alla deformazione permanente e la resistenza alla fatica è strettamente legata all’integrità della superficie lavorata. Per sfruttare appieno i vantaggi in termini di resistenza dell’alluminio 6061-T6 è necessario un controllo adeguato degli utensili, dei parametri di taglio, del serraggio e della sequenza di lavorazione.