
Estrusione di alluminio:

Panoramica:
Scegliere Weldo processo di estrusione dell'alluminio per profili di alluminio personalizzati di alta qualità. Fate conoscere rapidamente i vostri prodotti in tondino di alluminio. Contattateci oggi stesso per discutere il vostro progetto ed effettuare l'ordine.
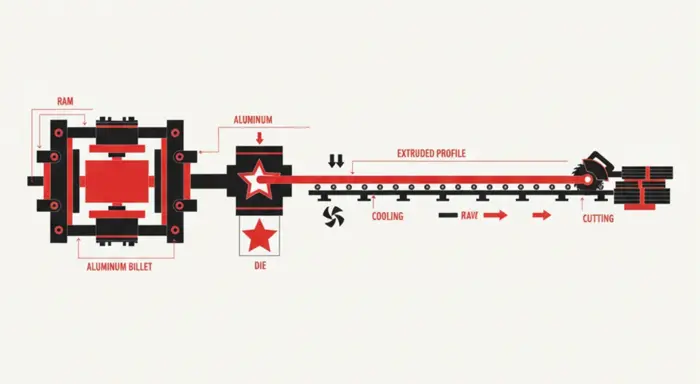
Che cos'è l'estrusione di alluminio?
L'estrusione dell'alluminio è un processo di produzione che modella billette di lega di alluminio riscaldate (400-500°C) in profili a sezione trasversale continua, forzandole attraverso una matrice ad alta pressione. In base al movimento della matrice, si distingue tra estrusione diretta (le billette si muovono mentre le matrici rimangono ferme) ed estrusione indiretta (le matrici si muovono mentre le billette rimangono ferme). Quest'ultima riduce l'attrito e migliora la qualità della superficie.
Materiali lavorabili per estrusione di alluminio
Gradi e proprietà delle leghe di alluminio più comuni
| SERIE | NUMERO DI MODELLO TIPICO | PRINCIPALI ELEMENTI DI LEGA | CARATTERISTICHE FONDAMENTALI | SCENARI APPLICATIVI |
|---|---|---|---|---|
| 6xxx | 6061-T6 | Mg, Si | Resistenza alla trazione 310MPa, resistente all'ossidazione anodica | Componenti strutturali per autoveicoli, telai di biciclette |
| 6xxx | 6063-T5 | Mg, Si | Tasso di allungamento 12%, eccellente razionalità del trattamento superficiale | Porte e finestre architettoniche, radiatori |
| 5xxx | 5052-H32 | Mg (2,5%) | Resistente alla corrosione in acqua di mare, densità 2,68 g/cm³ | Ponti della nave, serbatoi di carburante |
| 7xxx | 7075-T651 | Zn, Mg, Cu | Durezza 150HB, resistenza superiore ad alcuni materiali in acciaio | Pale di motori aeronautici, sospensioni di auto da corsa |
Finiture superficiali per profili di estrusione di alluminio

Finitura lavorata
Il prototipo lavorato dalla macchina utensile conserva tracce di lavorazione.

Anodizzazione
L'anodizzazione migliora la resistenza alla corrosione e all'usura dei metalli e consente di colorare e rivestire i metalli.

Polacco
La lucidatura migliora la finitura superficiale e l'aspetto estetico; è adatta a materiali come metalli, ceramica, plastica e PMMA.

Sabbiatura
La sabbiatura consiste nell'applicazione di materiale abrasivo ad alta pressione o meccanicamente su un pezzo da lavorare per ottenere una finitura pulita, ruvida e opaca.

Finitura spazzolata
La finitura spazzolata crea un motivo strutturato sulle superfici metalliche, migliorando l'estetica. Adatto per alluminio, rame, acciaio inox e altri materiali.

Rivestimento in polvere
Il rivestimento in polvere viene applicato alla superficie del pezzo tramite adesione elettrostatica, quindi polimerizzato ad alte temperature per formare un rivestimento denso, che migliora la resistenza alla corrosione delle superfici metalliche e plastiche.

Finitura galvanica
La placcatura metallica viene depositata sulle superfici dei materiali attraverso processi elettrolitici per migliorare la resistenza alla corrosione e all'usura. Questa tecnica è adatta ai metalli e ad alcune materie plastiche.

Ossidazione nera
Il rivestimento di ossido nero si forma sulle superfici metalliche attraverso l'ossidazione chimica, offrendo costi contenuti, un processo semplice e una ridotta riflessione della luce.

Alodio
Forma un rivestimento protettivo sulle superfici attraverso la conversione chimica, migliorando la resistenza alla corrosione e l'adesione. Rispettoso dell'ambiente, con un'eccellente conduttività, è adatto alle leghe di alluminio e magnesio.

Trattamento termico
Alterando la microstruttura interna dei materiali metallici attraverso il riscaldamento, aumenta la durezza, la forza, la tenacità e la resistenza all'usura. adatto per metalli come acciaio, leghe di alluminio, leghe di rame e leghe di titanio.
Capacità di estrusione dell'alluminio:
| ARTICOLO | SPECIFICA |
|---|---|
| SPECIFICHE DELLA BILLETTA | Diametro 100-500 mm, lunghezza 1-7 m |
| SEZIONE MASSIMA DI ESTRUSIONE | Larghezza 1100 mm |
| SPESSORE MINIMO DELLA PARETE | 0,8 mm |
| CONTROLLO DI PRECISIONE | ±0,05 mm (per lunghezza 5 m),Profondità dell'anello a grana grossa ≤ 0,3 mm,rettilineità ≤ 0,3 mm/m |
Linea guida per l'estrusione di alluminio:
| ARTICOLO | SPECIFICA |
|---|---|
| TEMPERATURA DI RISCALDAMENTO | Lega 6063: 480±20°C; Lega 7075: 450±10°C |
| VELOCITÀ DI ESTRUSIONE | 20-50 m/min (sezione trasversale semplice); 5-15 m/min (sezione trasversale complessa) |
| PRERISCALDAMENTO DELLO STAMPO | 450-500°C (acciaio per stampi H13) |
| TOLLERANZA DIMENSIONALE | Grado di precisione ±0,1 mm/m |
| TRATTAMENTO DELLA SUPERFICIE | Spessore del film anodizzato ≥ 10μm (materiale architettonico); Test in nebbia salina ≥ 1000 ore |
| PROPRIETÀ MECCANICHE | 6061-T6 Resistenza allo snervamento ≥ 276MPa, Allungamento ≥ 10% |
Vantaggi dell'estrusione di alluminio:
Tasso di utilizzo dei materiali: Quasi 95% (la lavorazione tradizionale raggiunge solo 60%)
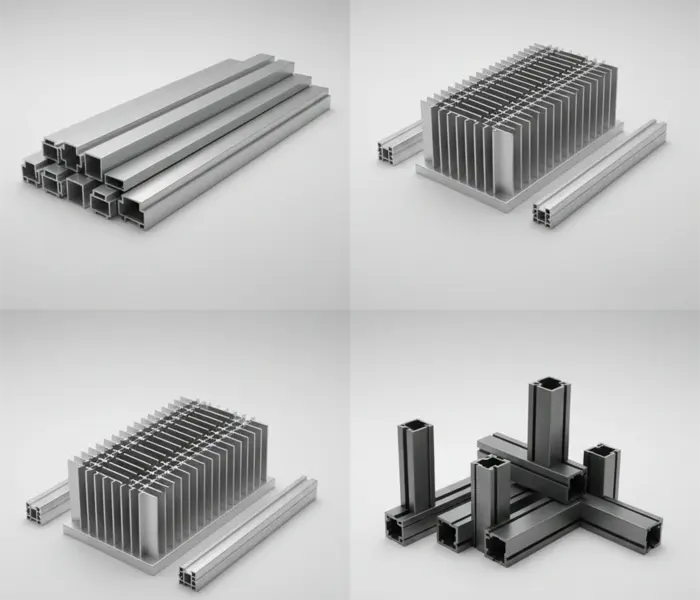
Flessibilità del design: Capacità di formare sezioni trasversali complesse (ad esempio, profili di dissipazione del calore a più fori).
Vantaggio di costo: Il costo unitario della produzione di massa è 30% inferiore a quello dei processi di pressofusione.
Riduzione del peso: 40-60% più leggero delle strutture in acciaio
Sostenibilità: 100% riciclabili; l'alluminio riciclato richiede solo 5% dell'energia necessaria per la produzione di alluminio primario
Applicazione dell'estrusione di alluminio:
Industria delle costruzioni:
Utilizzato in porte, finestre, facciate continue e altro ancora per migliorare l'estetica architettonica e la durata, riducendo al contempo il carico strutturale.
Trasporto:
Produzione di componenti leggeri per automobili e treni per migliorare l'efficienza dei consumi e le prestazioni operative.
Elettronica ed elettrodomestici:
Servono come dissipatori di calore e materiali di alloggiamento per garantire un funzionamento stabile del dispositivo e prolungarne la durata.
Macchinari e attrezzature:
Utilizzato in telai, guide e applicazioni simili per fornire un supporto ad alta resistenza e garantire un movimento preciso delle apparecchiature.
Arredamento per la casa:
Le cornici dei mobili e gli elementi decorativi consentono un design flessibile, migliorando lo stile e la durata degli interni.
Energia rinnovabile:
I pannelli solari e i supporti per turbine eoliche sono caratterizzati da resistenza alla corrosione e leggerezza, a sostegno delle iniziative per l'energia pulita.
FAQ sull'estrusione di alluminio
Come affrontare la formazione di bolle superficiali nelle estrusioni di alluminio?
① Trattamento omogeneizzato della billetta (560°C/6 ore); ② Profondità della scanalatura di sfiato dello stampo 0,03-0,05 mm; ③ Riduzione della velocità di estrusione di 15%
Come scegliere tra le leghe 6061 e 6063?
Scegliete il 6061 per le strutture portanti (alta resistenza); scegliete il 6063 per i componenti decorativi (finitura superficiale superiore).
Quali fattori limitano la lunghezza massima di estrusione?
① Lunghezza del letto dell'estrusore (tipicamente ≤50m); ② Rigidità del profilo (rapporto lunghezza/diametro >200 soggetto a instabilità).
Come controllare la deformazione nei profili a parete sottile?
Impiegare un "raffreddamento progressivo" (raffreddamento rapido nella sezione iniziale, raffreddamento graduale nella sezione finale), mantenendo l'allungamento entro 0,8-1,2%
Punto di pareggio dei costi tra estrusione di alluminio e stampa 3D?
Per lotti 1000 unità, l'estrusione di alluminio è più economica (allocazione dei costi dello stampo inferiore).
