
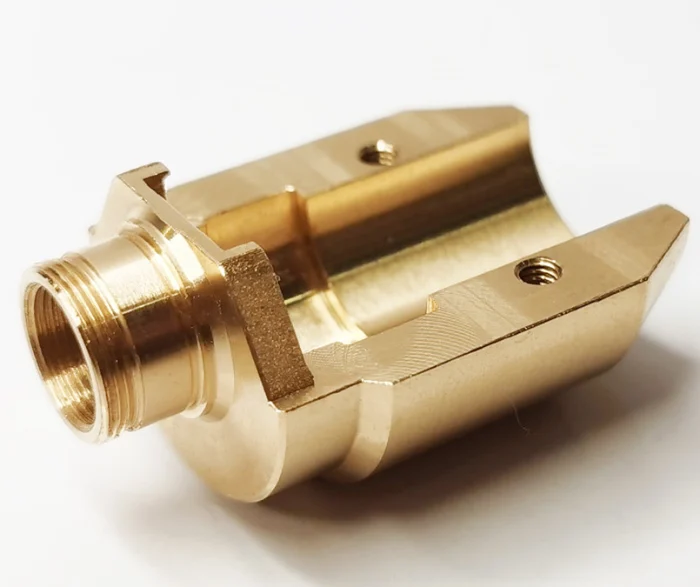
真鍮CNC加工

概要
CNC真鍮加工は、コンピュータ数値制御(CNC)技術を使用して、真鍮(銅と亜鉛の合金で、鉛、アルミニウム、またはSiを添加することもある)の精密フライス加工、旋盤加工、穴あけ加工、切断加工を行います。精度、公差、構造の設計仕様を満たす部品を製造する。その高精度、安定性、効率性から、電子機器、流体システム、計測機器、医療機器、ハードウェア製造などに広く利用されている。
価格: 10-150 USD / PCs
最小肉厚: 0.5 mm
公差: 0.001インチ
最大ワーク部分: 2000 mm × 1000 mm × 1000 mm
ウェルドで入手可能なその他のブラスタイプ: 快削黄銅(C360)、有鉛黄銅、高力黄銅、海軍黄銅、シリコン黄銅。
CNC加工用黄銅の種類
C260:70%銅と30%亜鉛を含み、延性が高く、汎用性が高い。
C360:鉛を含み、機械加工が容易で、大量生産に適している。
C37700:強度と被削性を兼ね備え、機械加工部品の鍛造に適する。
C48500:鉛を含み、被削性が良く、高強度。
C69300: シリコン黄銅、高強度、耐食性、優れた加工性。
アプリケーションとアクセサリー
エレクトロニクス産業:コネクターや端子などの精密部品
流体システム:バルブや配管継手などの流体制御部品。
計器とメーター:計器のハウジングやギアなどの機械部品。
医療機器:手術器具や診断機器用の精密部品。
金物製造:錠前や取っ手などの金物付属品。
特徴
高精度:CNC加工により、精密な寸法管理を実現。
優れた安定性:真鍮の低い変形係数、安定した部品寸法。
優れた被削性:機械加工の難易度を下げるため、一部の合金には鉛が添加されている。
高耐食性:様々な環境条件に適応。
高いリサイクル性:環境に優しく、完全にリサイクル可能で再利用可能。

削り出し仕上げ
工作機械で加工された試作品には、工具で加工された痕跡が残っている。

陽極酸化処理
アルマイト処理は金属の耐食性と耐摩耗性を高め、金属に適した着色やコーティングを可能にする。

ポーランド語
金属、セラミック、プラスチック、PMMAなどの素材に適しています。

サンドブラスト
サンドブラストでは、研磨材を高圧で、または機械的にワークピースに噴射して、クリーンで粗くマットな仕上げを実現します。

ブラッシュ仕上げ
ブラッシュ仕上げにより、金属表面にテクスチャー模様を作り出し、美的魅力を高めます。アルミニウム、銅、ステンレス、その他の素材に適しています。

パウダーコーティング
パウダーコーティングは、静電接着によってワークピースの表面に塗布され、高温で硬化して緻密な皮膜を形成し、金属やプラスチック表面の耐食性を高める。

電気メッキ仕上げ
金属メッキは、耐食性と耐摩耗性を高めるために、電解プロセスを通じて材料表面に析出される。この技術は、金属や特定のプラスチックに適しています。

ブラック・オキシダイズ
黒色酸化皮膜は化学酸化によって金属表面に形成され、低コスト、シンプルなプロセス、光の反射の低減を実現する。

アロジン
化学変化により表面に保護皮膜を形成し、耐食性と密着性を向上させる。環境にやさしく、導電性に優れ、アルミニウムやマグネシウム合金に適しています。

熱処理
加熱により金属材料の内部組織を変化させ、硬度、強度、靭性、耐摩耗性を向上させる。鉄鋼、アルミニウム合金、銅合金、チタン合金などの金属に適している。

真鍮のCNC加工能力 ウェルド
最大加工寸法:2000mm*1000mm*1000mm
最小加工寸法:5mm*5mm*5mm
最小加工直径:0.5mm
最小公差:±0.01mm
標準真円度公差:±0.01~0.03mm
精密真円度公差:±0.003mm
真鍮CNC加工ガイド
加工前の準備
材質の選択:要件に基づき、適切な黄銅等級(例:C260、C360)を選択する。
設計評価:ツールの制限を考慮し、CADを使用して設計の実現可能性を評価する。
プロセス開発:切削工具、パラメータ、パスなどの計画
プログラミング:設計ファイルをCAMを使って加工プログラムに変換する。
工作機械と工具の準備
工作機械の選択:黄銅加工に適したCNC工作機械を選択する。
工具の選択:要件に応じて切削工具を選択し、輪郭精度を確保する。
工具の取り付け:工具が緩まないようにしっかりとクランプする。
加工プロセス制御
ワークの取り付け:ワークピースを正確かつ安定的にクランプし、移動や振動を防ぎます。
パラメータ設定:切削速度や送り速度など、適切なパラメータを設定します。
加工モニタリング:加工プロセスを注意深く監視し、パラメータと工具を迅速に調整する。
加工後の処理
ワークピースの検査:寸法、形状、表面粗さなどをチェックする。
仕上げ(Finishing):欠陥をなくすための仕上げ、研磨、磨き。
清掃とメンテナンス工作機械と切削工具を清掃し、定期的にメンテナンスを行う。
安全上のご注意
個人の保護:切粉による怪我を避けるため、保護具を着用すること。
工作機械の安全:安全装置が有効であることを確認し、可動部品に不必要に触れない。
火災の安全:火災を防ぐため、消火設備を整えておく。
cnc の機械化の黄銅の部品の利点
高精度と複雑形状の加工能力
CNC技術は、ミクロンレベルの公差制御を可能にし、複雑な形状(精密ねじや微細穴など)の加工に適している。
真鍮は延性に優れ、機械加工時に割れにくいため、完成品の寸法安定性が確保される。
優れた表面品質
機械加工された表面は滑らかで、最終製品(装飾部品など)に直接使用できるため、その後の研磨の必要性を減らすことができる。
高い表面仕上げを必要とする用途(電子コネクターや光学部品など)に適している。
高い素材利用率
真鍮の加工しやすい特性は、切削抵抗、工具の摩耗、材料の無駄を削減します。
大量生産に適しており、費用対効果が大きい。
耐食性と長寿命
真鍮はもともと耐食性に優れており、機械加工された部品は湿度の高い環境や化学的な環境(バルブや配管継手など)でも安定した性能を発揮します。
製品寿命の延長とメンテナンスコストの削減。
ラピッドプロトタイピングと大量生産の互換性
CNCプログラミングは柔軟性に富み、異なるデザイン間の迅速な切り替えが可能で、小ロットのカスタマイズや大規模生産に適しています。
CNC加工真鍮部品のアプリケーション
エレクトロニクス産業
用途コネクタ、端子、スイッチ、回路基板のピン。
自動車産業
用途センサーハウジング、燃料システム部品、ギア、装飾部品。
医療機器
用途手術器具のハンドル、診断機器の部品、空気圧チューブのコネクター。
建築と装飾
用途ドアハンドル、照明アクセサリー、芸術的彫刻。
流体制御と産業機器
用途バルブ、ポンプ本体、管継手、圧力計付属品。
真鍮のCNC加工に関するFAQ
CNC加工に黄銅を選ぶ理由
真鍮は、以下の理由でCNC加工に理想的である:1.優れた被削性(特に鉛を添加したC360) 2. 高い寸法精度(公差は±0.01mmと厳しい) 3. 優れた耐食性 4.優れた表面仕上げ品質 5.試作品から量産品まで対応可能なコストパフォーマンス
黄銅のCNC加工で推奨される切削パラメータは?
主軸回転数:1000-5000 RPM - 送り速度:0.1-0.5 mm/rev - 切削深さ:0.5-3 mm - クーラント:合金や工具によって異なる:送り速度:0.1~0.5mm/rev - 切削深さ:0.5~3mm - クーラント:クーラント:水溶性切削油剤を推奨。
真鍮CNC加工後の表面仕上げにはどのようなものがありますか?
一般的な仕上げには次のようなものがある:- 研磨(高光沢の装飾部品用) - めっき(防錆のためのニッケル/クロムめっき) - 不動態化処理(耐食性を高める) - サンドブラスト/ブラッシング(質感のある表面用)
黄銅のCNC加工コストに影響する要因は?
主なコスト要因は以下の通り:1.材料グレードの選択 2.部品の複雑さと加工時間 3.製造バッチサイズ 4.要求される表面仕上げ 5.公差の厳しさ
黄銅のCNC加工では、どのような設計上の配慮が重要ですか?
重要な設計側面: - 均一な肉厚を維持する(1mm 以上を推奨) - 応力緩和のためにフィレット(半径0.5mm 以上)を設ける - 適切なクランプ面を設ける - 切り屑の排出を妨げるような深い空洞は避ける - ネジ山のクリアランスを設計する。
